液化裝置安全經濟運行經驗
2014-12-06 09:29:02蔡樹梅
冶金動力 2014年8期
關鍵詞:設備
蔡樹梅
(新疆八一鋼鐵有限公司能源中心,新疆烏魯木齊 830022)
1 引言
新疆八鋼能源中心制氧分廠四萬制氧機組配套建設一套140t/h的液化裝置,2009年液化裝置經廠家調試,試生產10h后,停機待用。由于調試時間倉促,試生產時間短,半年后再次開機生產時暴露出一些問題。通過對這些問題的處理,不但熟悉了該套設備的特性,同時對液化裝置的安全經濟運行積累了經驗。
2 工藝流程及特點
該套液化裝置采用雙膨脹中壓液化循環流程(見圖1),能單獨生產液氧,單獨生產液氮,也能同時生產液氧、液氮。
空分出口低壓氮氣進入循環氮氣壓縮機壓縮后,進入熱端膨脹機的增壓端增壓,然后再進入冷端膨脹機增壓端增壓至3.9M Pa。增壓后的中壓氮氣進入冷箱的氮液化器。在氮液化器中部引出約80%的氣體去熱端膨脹機膨脹端,隨后進冷端膨脹機膨脹端。冷端膨脹后低壓氮氣返流至氮液化器與中壓氮氣換熱至常溫后出冷箱進入循環氮壓機進口循環使用。另一部分約20%的高壓氮氣出氮液化器節流后進入液氮過冷器過冷。過冷液氮一部分經節流閥返回過冷器,其余部分節流后送至液氮貯槽。需要同時液化中壓氧氣時,將部分過冷液氮再次節流后進入氧液化器,與氧氣進行換熱被復熱到常溫后出冷箱與氮液化器的低壓氮氣匯合后進入循環氮壓機。中壓氧氣液化經節流后進入液氧貯槽。
流程顯著特點是:(1)中壓氧氣壓力范圍寬,可根據中壓氧氣管網壓力變化,快速、靈活調節液氧、液氮的產量;(2)氧、氮產量調節時不影響膨脹機在設計工況運行;(3)雙透平膨脹機制冷,經濟性較好。
3 問題與處理
3.1冷箱底板凍裂事故——優化開車過程
2010年4月液化裝置開車,設備正常運行10個小時后,發現冷箱基礎溫度開始緩慢下降至-63℃時,聽到冷箱底板有異響,緊急停車。復熱扒砂后檢查,發現氧液化器液氧出口管道彎頭與直管焊縫處有10m m左右的裂紋。行業中冷箱內鋁制管道發生泄漏的主要原因是設計補償、管道焊縫或母材存在缺陷等。而泄漏問題多發生在冷應力變化大、變化快的階段。查閱資料:為降低溫度應力對設備的沖擊,開車過程中升溫(或降溫)不能過快,控制在1℃/m i n以內。換熱器同一截面冷、熱介質的溫差不要超過50℃。按照設備廠家說明書操作:冷、熱端膨脹機開啟后,保證最小安全轉速時的膨脹量約為正常膨脹量的25%。而設備及管道的溫降速率在2.2℃/m i n左右。尤其是熱端膨脹機啟動后,冷端膨脹機的出口溫度下降很快,使換熱器同一截面冷、熱介質的溫差達到了80℃,氧液化器中冷熱介質溫差超過了100℃,溫降速率在15℃/m i n。
分析啟動過程,認為設備在冷卻階段溫降變化的幅度和速率過快,是造成此次事故的原因。
通過對流程、設備、閥門特點的研究,并經過多次的實踐,對液化裝置的冷、熱開車過程優化,已形成固定操作關鍵票指導操作。重點如下:
(1)冷端膨脹機啟動后,其膨脹量控制在剛過臨界轉速區為宜。然后不立即啟動熱端膨脹機,而是將冷量送到后續設備、管道。可全開液氮去過冷器調節閥及液氮進氧液化器調節閥,使氮液化器、液氮過冷器及氧液化器及管道盡可能全面緩慢冷卻。
(2)當冷端膨脹機出口溫度與熱端膨脹機的進口溫度在50℃溫差范圍左右,啟動熱端膨脹機。
(3)兩臺膨脹機串聯啟動后,膨脹量控制兩臺設備的轉速剛過臨界轉速區,保證膨脹機在安全運行區。保持此膨脹量,調整冷量分配,使所有設備、管道全面、緩慢冷卻。
(4)氧液化器冷卻時,應根據氧液化器氮側氣體出口溫度的變化,調整氧氣量,盡可能少送氣,微開液氧管道排放閥,保持出氧液化器液氧溫度緩慢下降。
(5)當各設備、溫度接近工作溫度點后,緩慢增加膨脹量至所需值。
液化裝置在生產組織中需要頻繁啟停,控制設備開機的冷卻速度,是保證設備長期、安全、經濟運行的關鍵。
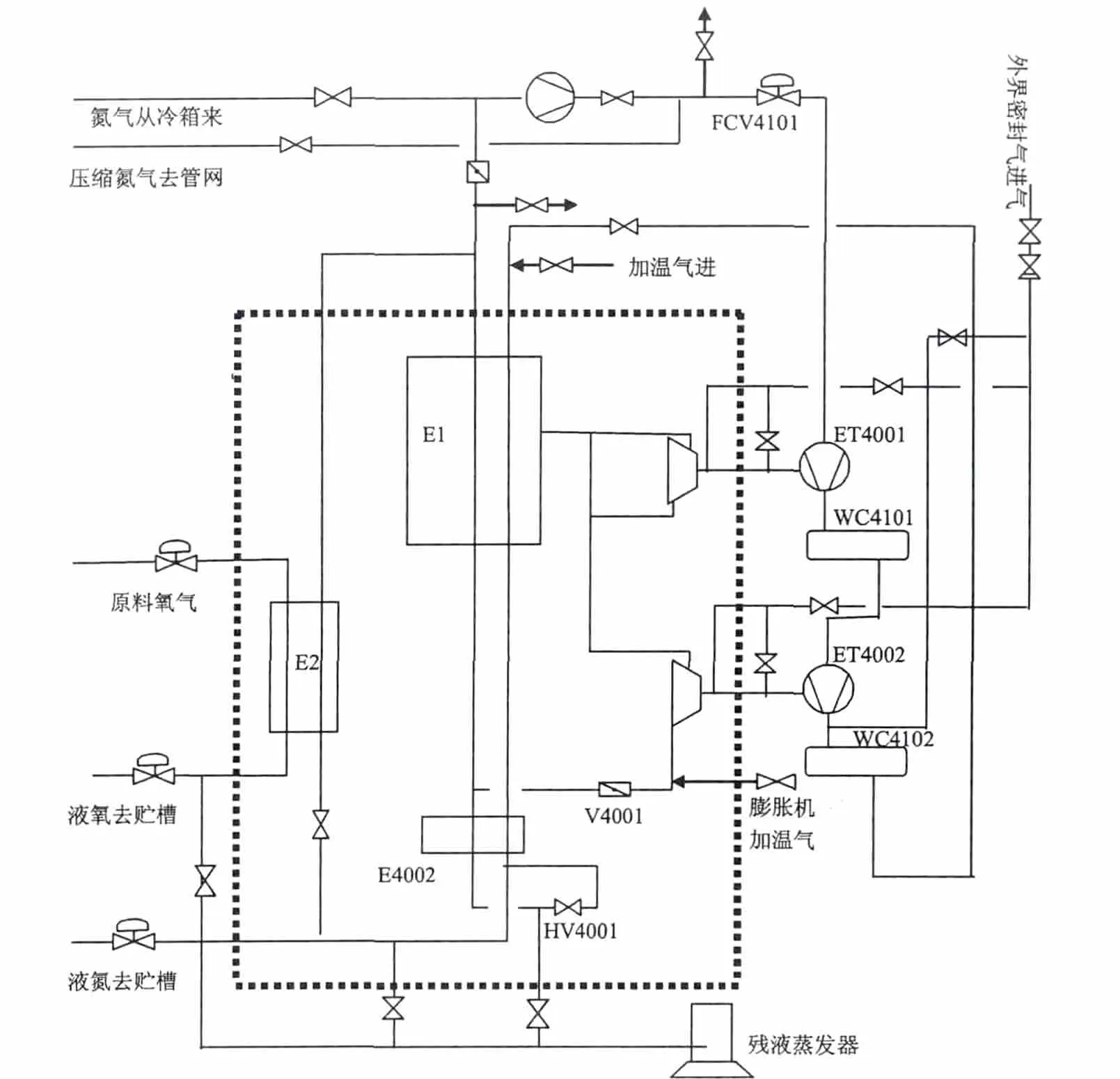
圖1 工藝流程圖
3.2氧液化器氮氣出口溫度低——控制熱端溫差
液化裝置在液氧生產時,氧液化器氮側出口管道上常“出汗”或結霜,氧液化器氮側出口最低溫度曾到-25℃左右。根據該溫度歷史趨勢,正常運行時期此曲線呈水平S型無明顯規律的波動,而且峰、谷幅值差在10℃以上。
究其原因為中壓氧氣壓力隨管網在1.8~2.6 M Pa之間波動,而液氮進氧液化器調節閥全開,液化器熱端出口溫差大,沒有控制。當中壓氧壓力低時,即使開大液氧出口閥門,冷量還是富裕,造成冷區上移。氧液化器氮側出口溫度下降。不但給設備的安全運行帶來隱患,同時氧液化器熱端溫差長期超過10℃。熱端溫差大,系統復熱不足,冷損大,經濟性差。
通過運行實際,找到管網壓力變化與最佳膨脹量之間匹配范圍,同時關小液氮進氧液化器調節閥,控制熱端溫差小于5℃。近兩年的運行氧液化器氮氣出口管沒有跑冷現象,氮氣出口溫度曲線起伏減小。
理論上熱端溫差擴大1℃,熱交換不完全損失將增大1.31k J/m3。控制熱端溫差提高了液化裝置的經濟性。
3.3加溫空氣影響氮氣管網純度——采用氮氣加溫
2010年10月液化裝置加熱后準備啟動,系統置換一直不合格,影響開機數小時。最終原因是膨脹機加溫閥存在泄漏,干燥空氣進入氮氣通道。2012年3月膨脹機過橋冷箱更換墊片,需要人員進入檢修,系統空氣置換。加溫空氣壓力高于空分產品低壓氮氣管網壓力,因循環氮氣總管出口閥微漏,空氣滲入低壓氮氣管網,造成氮氣純度超標2天才找到原因。
本套裝置及增壓透平膨脹機的加溫系統,均設計有獨立的干燥空氣加熱流程,干燥空氣通過手動加溫閥控制加熱氣壓力。此流程有以下弊端:(1)操作相對復雜,操作閥門多,機組開機前置換時間長;(2)閥門設置獨閥,閥前后壓差大,閥門微漏易污染液化系統;(3)空氣加溫壓力控制超過循環氮壓機進口壓力,易污染低壓氮氣管網;(4)閥門配置口徑大,壓力控制困難。
根據流程,其裝置在循環氮壓機開機或停機時均可采用氮氣加熱。方法一:當循環氮壓機未開啟時,通過循環氮壓機進口空分的產品氮氣倒入,經氮液化器,通過冷端膨脹機出口總管走原加熱路線,實現膨脹機的加熱。同時還可加熱溫液化器、液氮過冷器及氧液化器的氮側通道及管道。此法在循環氮壓機開機時,也可采用。方法二:當循環氮壓機開機時,調節氮氣壓力大于0.5M Pa,通過熱端增壓機回流管線、冷端增壓機回流管線進入氮液化器中壓氮通過,通過節流閥控制壓力加熱液氮過冷器、膨脹機、氧液化器及氮液化器的低壓氮通道。
通過多次實踐,效果驗證,我們已完全取消了空氣加溫。不但達到加熱效果、簡化了加溫流程,同時節省了開車前系統置換的時間。
3.4外供密封氣進入系統——采用氮氣密封
2011年7月液化裝置開車前,檢測系統氮氣不合格。盤查加溫過程,發現一疑點:液化裝置加熱后保壓,中壓氮通道壓力控制在0.1M Pa左右。而兩臺膨脹機的密封氣有兩路氣源,一路為膨脹機開機后自供密封氣(即中壓氮通道壓力),一路為開機前外供密封氣。設備安裝時外供密封氣源采用儀表空氣。本次由于液化裝置停機加熱后,一直采用循環氮壓機出口氣體在中壓通道較低的壓力保壓。作為密封氣的儀表空氣通過自供密封氣管路進入。雖然密封氣管路裝有單向閥,但外界氣源高于自供氣源時,儀表空氣進入系統。
通過關閉自供氣源管手動閥或提高中壓氮通道的壓力大于0.5M Pa,開車前后均采用氮氣密封。同時將外供密封氣源改為氮氣氣源,杜絕此類隱患。
3.5中壓氧進入氮氣管網——重視液體排放閥
2011年12月液化裝置開機要求氧、氮同時液化,在冷卻過程中,動力調度室反饋氮氣管網純度下降,用戶無法使用。
原因為氧液化器冷卻時,操作人員打開液氧出口管道上排氣閥與排液閥,而同時又微開了液氮管道上的排液閥。由于液氧、液氮排液閥共同接入總管去殘液汽化器,造成中壓氧氣串入液氮管道,汽化后進入循環氮壓機進口,而循環氮壓機出口與中壓氮管網聯通。造成氮氣管網純度污染,影響用戶。
此事故與空分開、停機出現下塔與上塔排放閥同時開啟時,壓力內串同出一轍。為了避免類似的事故出現,除了對操作人員培訓,還需在現場掛牌引起操作人員注意。遵循系統本質化的處理方法,還是需要采取將不同壓力等組的氣、液體獨立布管,互不干擾。
4 結束語
液化裝置與空分裝置相比,無論是工藝流程,還是操作方法,都簡單許多,尤其是與冶煉生產沒有直接關聯,因此得不到各單位的重視。以上事故的發生,不但給液化裝置本身造成的影響,還會給其他系統帶來問題。重視設備安全運行問題,不論是關鍵設備還是非關鍵設備,都是保證設備最經濟地運行的直接手段。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00