馬鋼酸洗線圓盤剪的控制原理與應用
2014-12-06 09:29:08李濤
冶金動力 2014年8期
李 濤
(馬鞍山鋼鐵股份有限公司,安徽馬鞍山,243011)
1 前言
圓盤剪是板帶材生產車間不可缺少的剪切設備,這種剪切機的兩個刀片做成圓盤狀用于縱向剪切鋼板及帶鋼的邊或將鋼板和帶鋼縱向剪切成窄條。該剪切機廣泛用于縱向剪切厚度小于20~30 mm的鋼板及薄帶鋼。由于刀片是旋轉的圓盤,因而可連續縱向剪切運動著的鋼板或帶鋼。馬鋼連續酸洗生產線2012年6月投入生產,使用的是被動拉剪式圓盤剪。本文重點介紹圓盤剪的基本結構、工藝以及控制原理與特點,以供參考。每對刀片與鋼板中心線傾斜一個不大的角度。其主要結構為:固定底座、開口度調節裝置、機架回轉裝置等(圖 2)。
2 圓盤剪的結構
圓盤剪本體無傳動裝置,刀片的旋轉由具有一定張力的運動帶鋼來帶動,從而實現拉剪。為了使已切掉板邊的鋼板在出圓盤剪時能夠保持水平位置,而切邊則向下彎曲,將上刀片直徑做得比下刀片小些(如圖 1)。
此時,被剪掉的板邊將劇烈地向下彎曲。為了防止鋼板進入圓盤剪時翹曲,在圓盤前面靠近刀片的地方裝有壓輥。為了減少鋼板與圓盤刀刃間的摩擦,

圖1 刀體切片示意圖
3 主要參數與工藝過程
圓盤剪主要性能參數:①剪切材質:普通冷軋鋼板;②鋼板強度:小于700 MPa;③鋼板厚度:1.2~6 mm;④剪切速度:30~350 m/min;⑤剪切寬度:5~30mm。

圖2 圓盤剪結構示意圖
圓盤剪位于月牙剪之后,采用無動力回轉式結構,用于按設定的寬度對帶鋼邊部進行剪切。在機組兩側剪切框架上配備有兩套刀頭,剪切框架可以通過液壓缸驅動齒輪齒條來進行180°回轉;在剪切框架回轉到位之后,由液壓缸驅動鎖緊機構對機架進行鎖緊。當其中一套刀頭正常剪切時,另一套刀頭可以進行更換調整工作。剪切框架的寬度調整,可以通過齒輪電機驅動滾珠絲杠,使剪切框架在底座滑軌上進行滑動來實現。當寬度調整到位后,將通過螺紋液壓缸對機架進行鎖緊。
在刀盤入口設置有一對壓輥和支撐輥。壓輥裝置可以通過液壓缸驅動,用于防止帶鋼抖動和支撐帶鋼,以保證剪切質量。圓盤剪剪切后的廢料,將通過溜槽進入碎邊剪進行碎邊剪切。經碎邊之后的廢料,通過溜槽送入出口廢料運輸系統。
4 控制系統概述
馬鋼酸洗生產線基礎自動化系統由控制器PLC、HMⅠ系統、工業以太網、現場總線、現場遠程Ⅰ/O站ET200和編程裝置等設備構成,如圖2。在本機組中選擇 SⅠEMENS 的 SⅠMATⅠC S7-400 作為控制器。整個機組設PLC三臺,每個PLC選用CPU416-2模塊。本系統的HMⅠ使用西門子的WⅠNCC系統,用工業以太網將PLC與WⅠNCC服務器相連。PLC與現場設備之間的通訊使用PROFⅠBUS DP方式進行,每個PLC設有多個PROFⅠBUS DP接口,用于連接遠程 ⅠO、傳動裝置、編碼器、現場儀表、及CPC和EPC裝置等。圓盤剪控制系統通過 1塊 CPU416-2帶 2個 PROFⅠBUS DP網絡,完成包括機架寬度調整、重疊量調整和側隙調整。
5 圓盤剪的控制
5.1 控制方式說明
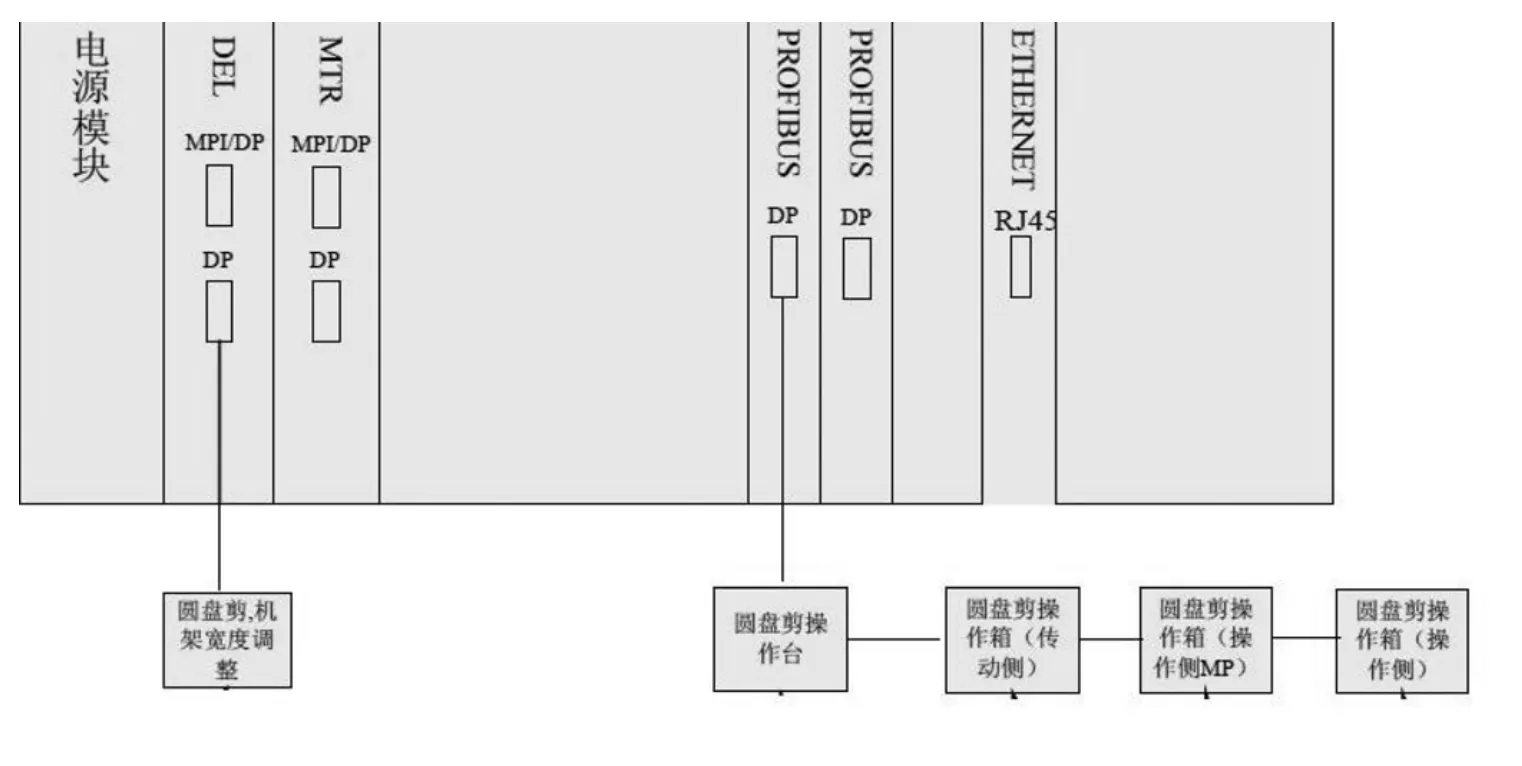
圖3 圓盤剪控制配置圖
圓盤剪包括圓盤剪機架的旋轉、圓盤剪機架的寬度調整、圓盤剪刀架的重疊量調整和圓盤剪刀架的側隙調整。控制方式有手動和自動兩種方式。
5.2 手動控制
手動方式主要用于調試和故障狀態的操作,操作臺上的按鈕可以分別控制圓盤剪的各個調整機構、鎖緊機構和刀架旋轉的動作。圓盤剪的旋轉換刀操作流程:當前圓盤剪為不使用或出口機組停止的情況下,按下啟動按鈕,圓盤剪機架和碎邊剪機架分別退出合適的距離,避免帶鋼對旋轉的影響,以及碎邊剪對圓盤剪旋轉產生影響。然后旋轉鎖緊裝置松開,機架根據所在位置分別順時針或逆時針旋轉180°,到達位置后旋轉鎖緊裝置鎖緊。圓盤剪的退出運行操作流程:當前圓盤剪為不使用或出口機組停止的情況下,按下啟動按鈕,圓盤剪機架和碎邊剪機架分別退到待機位置。
5.3 自動控制
自動方式下圓盤剪的控制根據主控的狀態信息和啟動信號由自動步完成。對于前后兩卷鋼卷,圓盤剪的操作模式可分為不使用-不使用 (NU-NU)、使用-使用(U-U)、使用-不使用(U-NU)和不使用-使用(NU-U)四種情況。(1)NU-NU,圓盤剪不需要進行調整;(2)U-U,將根據前后帶鋼的寬度和厚度差來決定,如果參數相同,圓盤剪不需要調整,如果不同,則調用圓盤剪寬度、重疊量調整和側隙調整的自動步;(3)U-NU,將調用圓盤剪寬度自動步,將圓盤剪機架調寬到等待位置;(4)NU-U,將首先調用圓盤剪移動到等待位置自動步,在焊縫停止在圓盤剪位置后,調用圓盤剪寬度、重疊量調整和側隙調整的自動步。
5.4 對圓盤剪消除機械間隙功能的優化
如圖4所示,馬達的轉動帶動絲桿轉動,也同時帶動編碼器轉動,并轉換為圓盤剪刀架的橫向移動,從而實現圓盤剪的側隙調整。由于螺母與絲桿間存在間隙,當從正向轉動改成反向轉動時,一開始絲桿和編碼器一起轉動,而此時螺母卻不移動,造成刀架未移動,這種位置傳感器檢測到位置變化而實際位置未發生變化的現象,是由設備機械間隙造成的。由于編碼器校準時是在關閉方向,為了消除上述機械間隙造成的位置控制誤差,讓設備最后動作都按關閉的方向動作。如要從現在位置A點移至C點,先打開至B點,然后再關閉至C點。為了獲得較高的控制精度,圓盤剪的重疊量調整和側隙調整以及碎邊剪的間隙調整采用該調整方法:當目標值大于當前值時,先將距離調整到比目標值大的某個數值,然后再慢速關閉到目標值。我們在PLC程序中增加了消除間隙自動調整的調用程序塊,結合原設計程序中的控制方式,應用閉環控制系統理論,通過絕對值編碼器的實時檢測,不僅實現了圓盤剪的機械間隙實時反饋,還實現了間隙的自動精確調整。經過改進至今,間隙調整的精度完全滿足生產需要,極大提高了生產效率,保證了剪切的質量和剪切的順暢。
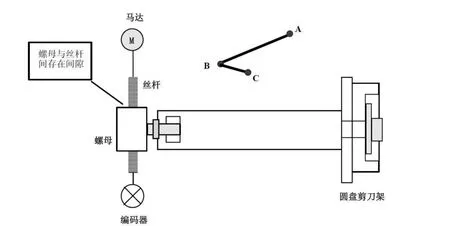
圖4 圓盤剪的機械間隙調整
6 結束語
現場生產情況證明,馬鋼酸洗圓盤剪的控制系統自動可靠、操作便捷、降低勞動強度。提高了剪切質量和生產效率,能夠滿足生產的需要,產生了很大的經濟效益。