大型擠壓機機架超壓預緊技術研究
2014-12-03 07:55:34陳永甲侯永超張萬福周少凡馮東曉
重型機械 2014年4期
關鍵詞:變形
陳永甲,張 君,侯永超,張萬福,周少凡,馮東曉
(1.中國重型機械研究院股份公司,陜西 西安 710032;2.金屬擠壓與鍛壓裝備技術國家重點實驗室,陜西 西安 710032;3.安泰科技股份有限公司,北京 100081)
0 前言
目前擠壓機機架的預緊方式一般采用液壓拉伸預緊、加熱預緊和超壓預緊三種辦法。超壓預緊是在擠壓機機架上施加1.1~1.25倍的公稱擠壓力,拉桿受到拉力作用,產生彈性伸長,從而使壓套與后梁之間產生縫隙,按照計算和測量的厚度,在縫隙中塞入墊板,之后再卸載,使機架中產生預應力。該預緊方式的設備投資比較小,方法比較簡單,而且預緊時間比較短。
超壓預緊是擠壓機調試工作的第一步,只有在預緊合格的基礎上才能進行后續調試動作,才能保證運動部件的精度。擠壓機機架滿足了設備對精度、剛度和強度的要求,才能為后續動梁及擠壓筒中心的調整提供了可靠的保證。因此擠壓機機架預緊是擠壓機調試過程中非常重要的一環,預緊效果的好壞也直接決定了擠壓機的調試、壽命及精度等核心問題。
1 擠壓機機架預緊的原理
如圖1所示,擠壓機由前梁、后梁、拉桿螺母、拉桿、壓套等組成。125 MN擠壓機由圓柱形拉桿和受壓的壓套與前后梁用重達2.5 t的大螺母緊固成一個剛性的受力框架。擠壓機安裝好后,通過主側缸給機架施加預應力,其預緊系數為1.25,在壓套與后梁之間插入一定厚度的墊板,以保證擠壓機達到額定工作載荷125 MN時,壓套與后梁之間仍有剩余壓力。當四根拉桿總拉力達到156 MN時,后梁與壓套之間的剩余壓應力才能完全消除。拉桿一般用抗拉強度很高的材料制作,壓套則要求有較高的抗壓強度,其面積一般為拉桿截面積的1.25倍以上。為保證大型擠壓機的使用壽命,給機架施加預應力應使四個拉桿受力均勻。如圖2所示,當拉桿伸長到F點時,塞入墊板預緊,使預應力機架達到平衡狀態B點。當擠壓機工作載荷超過預緊力時,拉桿沿著O1B進一步被拉伸,拉伸變形增加,而壓套則沿著BO2減少壓縮變形(變形恢復)。當載荷增加到達額定的工作載荷P時(AC=P),加載停止。此時,機架產生變形為E,小于非預應力機架的變形H。拉桿所受的拉伸載荷增加了P1,壓套的壓縮載荷減小了 P2,P1+P2=P,P1、P2都小于工作載荷P,并且

式中,E1為拉桿的彈性模量;A1為拉桿的截面積;E2為拉桿的彈性模量;A2為拉桿的截面積。
由于A2>A1,即拉桿的剛度比壓套的小,因此 P2>P1。
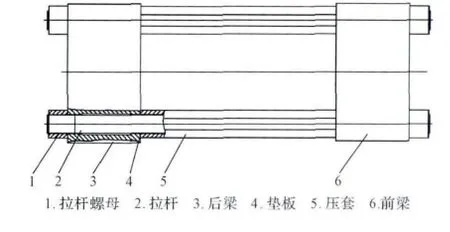
圖1 擠壓機結構Fig.1 Structure diagram of extrusion press
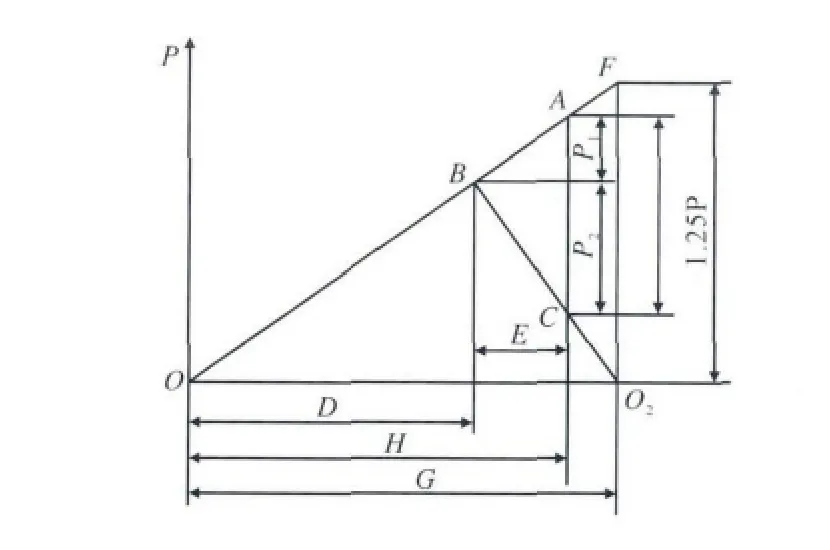
圖2 預應力機架拉桿壓套變形載荷圖Fig.2 Deformation and loading of pull-rod and pressure column of prestress frame
從圖2中可以看出,
(1)承受工作載荷時,拉桿的載荷波動小(從B點到A點),雖然它的平均應力很高,因此疲勞破壞的可能性小;
(2)壓套始終處于受壓狀態(從B點到O2之間變化,只要工作載荷不超過1.25倍工作壓力),壓應力狀態不易導致疲勞破壞;
(3)承受工作載荷時,拉桿的變形量E也小于預緊前變形量H。
所以預應力結構機架疲勞強度較高,不易疲勞破壞。
由于超壓預緊的擠壓力是直接作用在擠壓中心的,且四個拉桿的交點在擠壓中心,所以四個拉桿受力狀況完全一樣,其伸長量也完全相同,不會出現某個拉桿首先疲勞破壞的情況,有利于延長擠壓機使用壽命。
2 拉桿壓套受力與變形分析
對于工程中常用的金屬材料,當所受力在其彈性變形范圍內時,可以用胡克定律確定在一定壓力條件下金屬材料的伸長量。根據胡克定律,可以計算出墊板的厚度應為
式中,P為拉桿所受的拉力,N;l為拉桿的長度,mm;l為壓套長度加上前梁及后梁的厚度,mm;E為拉桿的彈性模量,MPa;A為拉桿的截面積,mm2。
125 MN擠壓機預緊時所受載荷取為156 MN,計算出塞入墊板的厚度應為9.82 mm。圖3為塞入墊板后拉桿壓套的計算應力應變圖。
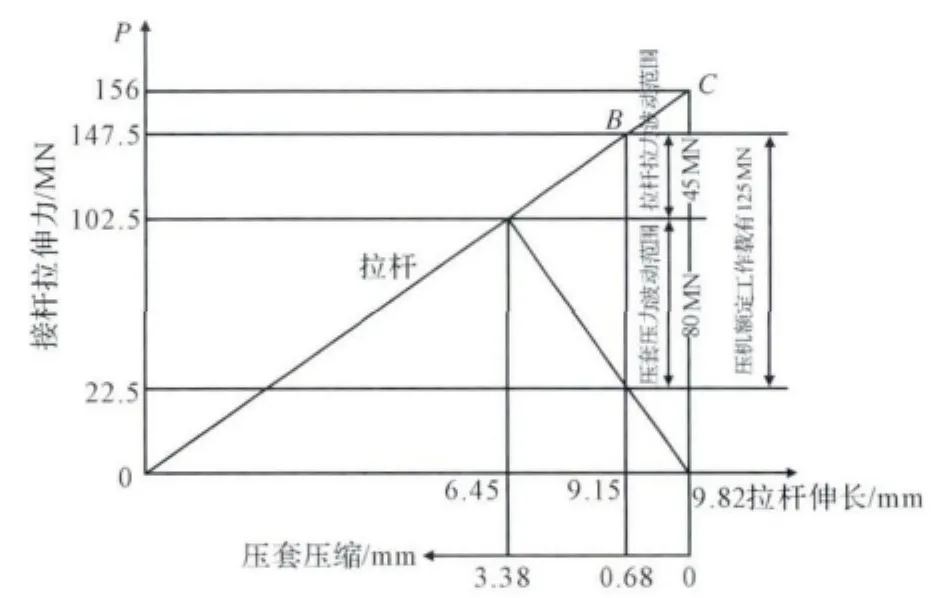
圖3 125 MN擠壓機預緊后拉桿壓套應力應變圖Fig.3 Stress and strain of pull-rod and pressure column of pretightening 125MN extrusion press
2.1 拉桿與壓套的應力變化
從圖3可以看出,125 MN擠壓機在預緊完成后,拉桿壓套內始終存在有102.5 MN的預緊力,故當擠壓力從0~125 MN變化時,四根拉桿內共受拉力從102.5~147.5 MN變化,其應力變化幅值為30.5%。四根壓套共受的壓縮力的變化范圍從102.5~22.5 MN變化,其應力變化幅值是78.0%。可見,預應力機架擠壓機在工作壓力30 MPa時,拉桿周期性應力變化幅度只有非預應力拉桿周期性應力變化幅度的36%左右,從而大大提高了拉桿的抗疲勞強度。
2.2 拉桿與壓套的變形量
圖3中,當擠壓力從0~125 MN變化時,四根拉桿的伸長量變化在6.45~9.15 mm范圍內變化,其變形變化幅值為29.5%。而壓套的壓縮變形量變化在3.38~0.68 mm范圍內變化,其變形變化幅值為79.9%。擠壓力為公稱壓力125 MN時,拉桿和壓套的伸長和壓縮均是2.7 mm,即實際工作時前梁的最大位移量為不加預應力時拉桿伸長量的29.5%,拉桿、壓套及前梁變形量小,整個機架剛度較高。
3 超壓預緊力的調整與測定
125 MN擠壓機每根拉桿直徑達620 mm,質量達到38 t,由于拉桿是水平布置的,有一定的下垂度,安裝后螺母與前梁及后梁外側面貼合不嚴,所以在超壓預緊前,必須調整四根拉桿使其均勻伸長。為使四根拉桿在工作時受力均勻,螺母與前梁及后梁的端面緊密貼合,以及方便墊板塞入。在較低壓力下,測出每根拉桿的絕對伸長量,與拉桿的伸長量的計算值進行比較,采用擰緊相應螺母的方法反復糾正,使四根拉桿伸長量與理論伸長量的差值在0.05 mm以內。擰緊螺母時,要保證整體機架的垂直度,不得產生前傾或后仰現象。同時將壓套與前梁連接在一起,盡量將縫隙留在后梁與壓套之間,墊板塞入此縫隙。為塞墊板方便,墊板均做成中間剖分式的。表1為螺母調整之前的前梁位移值,實測值比計算值大很多,且不是呈線性變化的。
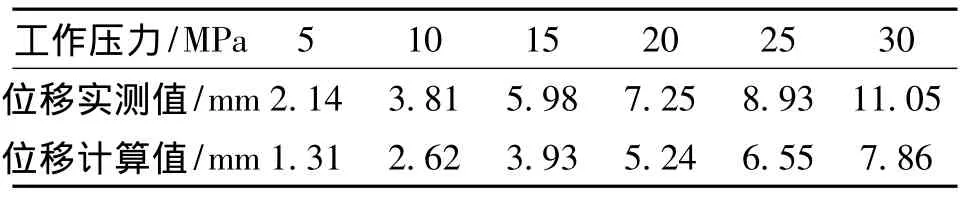
表1 未調整螺母之前的前梁位移值Tab.1 Displacement of front frame before adjusting nuts
螺母調整好之后,按工作壓力的1.25倍給機架施加的預緊力。但為了塞入墊板方便,必須要增加一定的縫隙。實際對125 MN壓機進行超壓預緊時,整個機架承受166 MN擠壓力,此時系統壓力為40 MPa,墊板塞入到后梁與壓套之間的縫隙,然后卸壓完成超壓預緊。圖4是125 MN擠壓機超壓預緊塞入墊板之后的圖形。
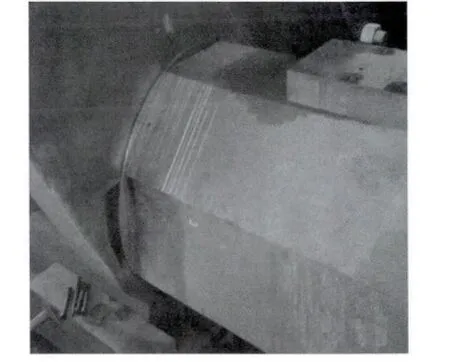
圖4 塞入墊板后圖Fig.4 Put plate in gap
3.1 拉桿伸長量的測定
在前梁垂直方向的中心貼上百分表,測量預緊后前梁在不同壓力下的位移量,即拉桿的伸長量及壓套的壓縮量,得到的數據見表2。測量值與計算值基本一致。
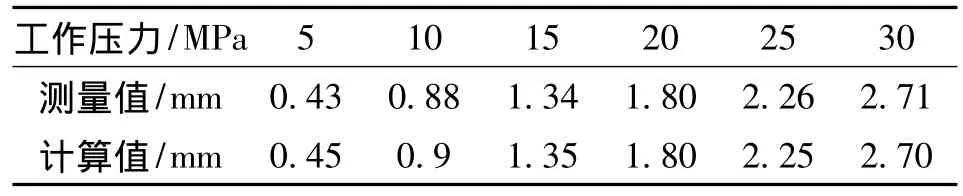
表2 預緊后前梁的位移值Tab.2 Displacement of pretightening front frame
3.2 壓套的波動
由于壓套的波動直接關系到動梁與擠壓筒的導向精度,而動梁及擠壓筒中心的偏離會影響制品精度,所以需要測量壓套的波動量。由于上壓套只是起輔助導向的作用,所以本文只是測量下壓套的波動量。在兩根下壓套上分別取靠近前梁側、靠近后梁側及壓套中段三個點。在壓套上方及外側貼上百分表,測量預緊前和預緊后在不同壓力時,下壓套在垂直方向和水平方向的波動量見表3、表4。圖5為壓套波動測量示意圖。
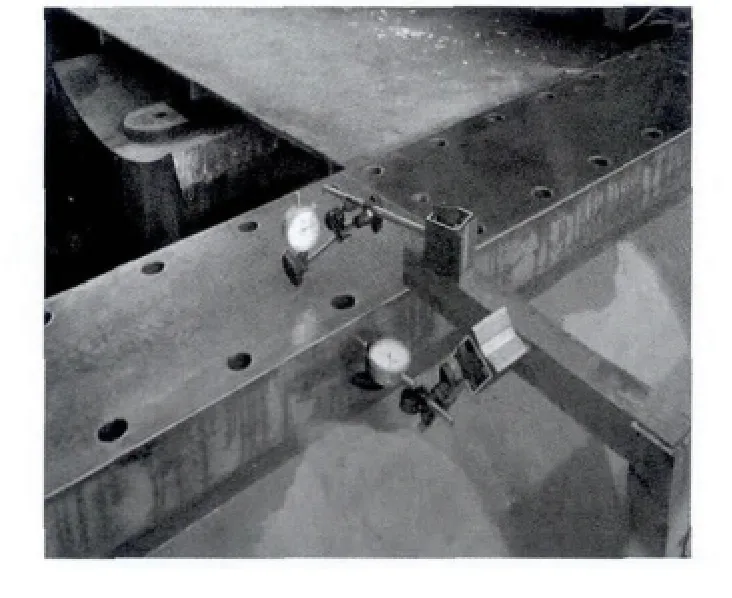
圖5 壓套波動測量圖Fig.5 Schematic sketch of measure pressure column fluctuation
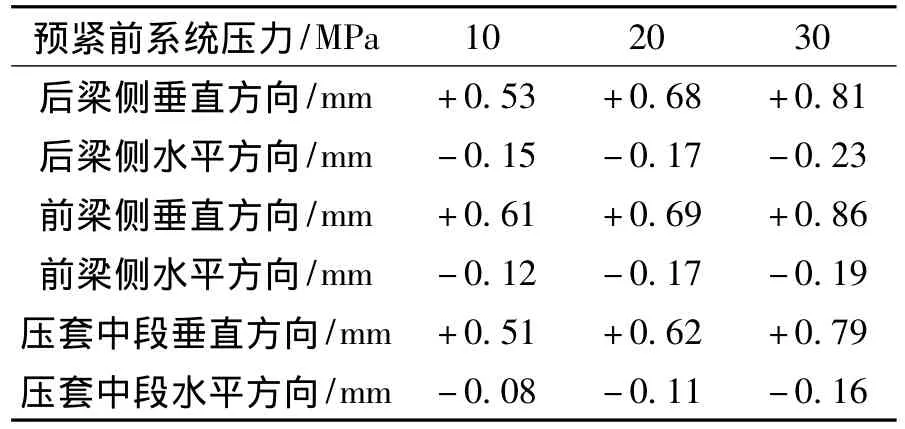
表3 預緊前壓套波動量Tab.3 Fluctuation value of pressure column before unpretightening
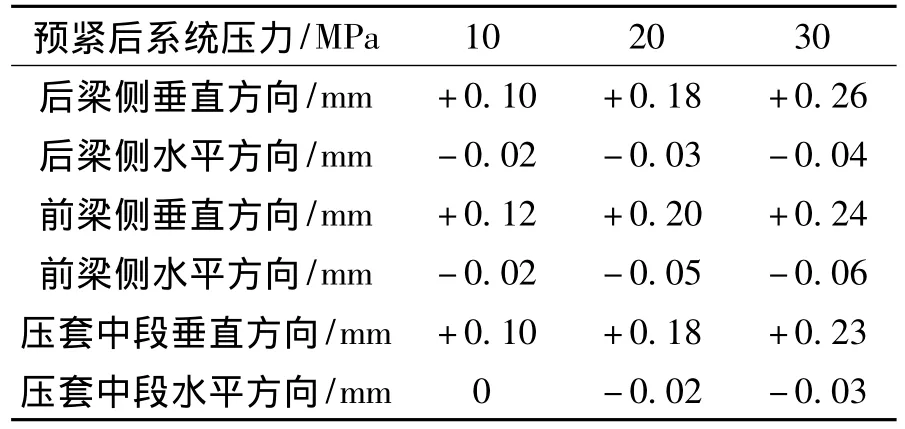
表4 預緊后壓套的波動量Tab.4 Fluctuation value of pressure column after pretightening
因為在預緊前壓套是活動的,其垂直方向和水平方向的波動量非常大,從表3中可以看出,最大達到了+0.86 mm。而預緊后機架內預緊力的存在,壓套的波動量很小,只有+0.26 mm,是預緊前最大值的30.0%。從而提高了動梁和擠壓筒的導向精度,易于保證制品精度。
4 結論
(1)超壓預緊后拉桿應力變化幅度小,只有不預緊時拉桿應力變化幅度的36%,大大提高了拉桿的疲勞壽命。
(2)拉桿位移量即工作時前梁的位移量很小,為不加預應力時拉桿伸長量的29.5%,整體機架剛度高。
(3)壓套波動量小,保證了動梁和擠壓筒的導向精度,從而保證了制品精度。
[1]魏軍.金屬擠壓機[M].北京:化學工業出版社,2006.
[2]俞新陸.液壓機的設計和應用[M].北京:機械工業出版社,2006.
[3]衛凌云,張營杰,杜學斌.液壓機預緊力框架預緊方式探討[J].重型機械,2012(3).
[4]金忠謀.材料力學(2版)[M].北京,機械工業出版社,2008.
[5]段志東,蘇鐵明.組合機架的剛度分析和拉桿預緊力研究[J].機械科學與技術,2009(4).
[6]成大先,機械設計手冊[M].北京,化學工業出版社,2007.
[7]吳生富,金淼,聶紹珉,等.液壓機全預緊組合框架的整體性分析[J].鍛壓技術,2006(3).
[8]吳鵬,聶紹珉.壓機組合框架結構的預緊參數優化[J].塑性工程學報,2005(5).
[9]王立軍.預緊力組合框架的預緊及受力分析[J].安徽冶金科技職業學院學報,2010(10).
[10]儲伯溫.100MN鋁擠壓機的設計制造與安裝調試[J].有色金屬加工,2002(12).
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
