鋼管管端加厚工藝布置研究
2014-12-03 07:56:56李俊輝杜學(xué)斌徐能惠邵國棟
重型機(jī)械 2014年4期
關(guān)鍵詞:工藝
李俊輝,杜學(xué)斌,徐能惠,邵國棟
(中國重型機(jī)械研究院股份公司,陜西 西安 710032)
0 前言
全球經(jīng)濟(jì)的騰飛帶動(dòng)了石油產(chǎn)業(yè)的高速發(fā)展,進(jìn)而對(duì)加厚油管、鉆桿管的需求量及綜合性能要求不斷增加,對(duì)鋼管管端加厚生產(chǎn)線的整體性能要求也就越來越高。管端加厚工藝布置方式不僅影響設(shè)備的運(yùn)營成本,而且影響設(shè)備的生產(chǎn)率,因而有必要對(duì)加厚設(shè)備工藝布置進(jìn)行研究,有助于管端加厚生產(chǎn)線的選型。
鋼管管端加厚的基本工藝流程為:上料→管端對(duì)齊→中頻加熱→送料→管端加厚→退料→出料→收集。
1 加厚機(jī)理
鋼管管端加厚就是將鋼管端部局部加熱后,通過鐓擠工序使鋼管長度縮短、端部壁厚增加的一種加工工藝,其目的是提高鋼管連接處的強(qiáng)度,一般用作石油油管、鉆桿管和地質(zhì)管等。根據(jù)鋼管連接方式的不同來確定加厚端內(nèi)外徑的變化情況,主要可分為三種,即:內(nèi)加厚、外加厚和內(nèi)外加厚。內(nèi)加厚,即只減小內(nèi)徑,而外徑保持不變;外加厚,即只增大外徑,而內(nèi)徑保持不變;內(nèi)外加厚,即同時(shí)減小內(nèi)徑并增大外徑。其中API標(biāo)準(zhǔn)規(guī)定的加厚方式為外加厚和內(nèi)外加厚兩種。具體規(guī)律如表1所示。

表1 加厚方式的對(duì)比Tab.1 Comparison of upsetting system
從表1可以看出,其中API要求的兩種方式加厚工藝都比較難控制。由于加厚部分與管體相比比較短,鉆桿管端參與加厚的管體長度為600 mm左右,管體長度為9.5m左右,只能采用水平鐓擠的方式加工。如圖1所示。
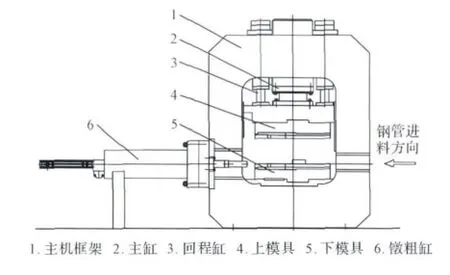
圖1 管端加厚機(jī)主機(jī)Fig.1 Main machine of upsetter
鐓粗時(shí),端部加熱的鋼管送到?jīng)_頭前部放入下模具,回程缸帶動(dòng)上模具下降到下極限位,主缸、回程缸保壓夾緊鋼管,這時(shí)水平缸前進(jìn)對(duì)鋼管端部進(jìn)行鐓粗,鐓粗完成后水平缸返回拔模,回程缸上升,隨后鋼管出模,完成鋼管管端的一次加厚。
中國重型機(jī)械研究院股份公司結(jié)合多年來鍛壓行業(yè)的先進(jìn)技術(shù)針對(duì)不同規(guī)格的油管、鉆桿管開發(fā)了全系列框架式鋼管管端加厚機(jī)。
2 管端加厚工藝布置型式
2.1 兩臺(tái)主機(jī)對(duì)面布置
XPS-500t/250t管端加厚生產(chǎn)線的典型工藝布置就是采用兩臺(tái)主機(jī)對(duì)面方式,該生產(chǎn)線采用液壓泵直接驅(qū)動(dòng),運(yùn)用了插裝閥技術(shù)。通過更換模具、調(diào)整中頻感應(yīng)加熱爐及縱向送料輥道來進(jìn)行調(diào)整管徑,以適應(yīng)鋼管直徑的變化,鋼管長度可根據(jù)用戶要求進(jìn)行調(diào)整。主機(jī)的結(jié)構(gòu)形式為垂直夾緊、水平加厚。產(chǎn)品適用于石油油管、石油套管和特殊螺紋油套管的管端加厚,產(chǎn)品執(zhí)行API SPEC 5CT-2005、API SPEC 5B-2008標(biāo)準(zhǔn)。產(chǎn)品也可用于非開挖鉆桿的管端加厚。
XPS-500t/250t管端加厚生產(chǎn)線的設(shè)備工藝如下。
2.1.1 適用鋼管規(guī)格
鋼管直徑 φ60.3~φ114.3 mm
鋼管長度 6 000~12 500 mm
鋼管壁厚 4.83~9.52 mm
鋼管最大單重 245 kg
2.1.2 生產(chǎn)線組成
包括加厚主機(jī)、上料系統(tǒng)、對(duì)齊裝置、步進(jìn)運(yùn)輸機(jī)、中頻感應(yīng)加熱爐及大車、模具、模具自動(dòng)潤滑冷卻系統(tǒng)、模具冷卻水收集系統(tǒng)、出料系統(tǒng)、潤滑系統(tǒng)、液壓控制系統(tǒng)、氣動(dòng)控制系統(tǒng)和電氣控制系統(tǒng)等。
2.1.3 性能參數(shù)
夾緊力 5 MN
鐓粗力 2.5 MN
一道次加厚的最大生產(chǎn)率 110根/h
主系統(tǒng)工作壓力 27 MPa
輔助系統(tǒng)工作壓力 16 MPa
總裝機(jī)功率約1 800 kW(兩臺(tái)主機(jī))
2.1.4 工藝流程
兩臺(tái)加厚主機(jī)分別布置在被加厚油管的兩側(cè),一端經(jīng)1次(或2次)加厚至成品尺寸,即天車上料→一端對(duì)齊→1#液壓步進(jìn)運(yùn)輸→中頻爐加熱鋼管端部→加厚成型→1#輸出檢驗(yàn)→上料→另一端對(duì)齊→2#液壓步進(jìn)運(yùn)輸→中頻爐加熱鋼管端部→加厚成型→2#輸出檢驗(yàn)→完成鋼管兩端的加厚→收集。
2.1.5 兩臺(tái)主機(jī)對(duì)面布置簡圖
兩臺(tái)主機(jī)對(duì)面布置的典型工藝設(shè)備布置如圖2所示。
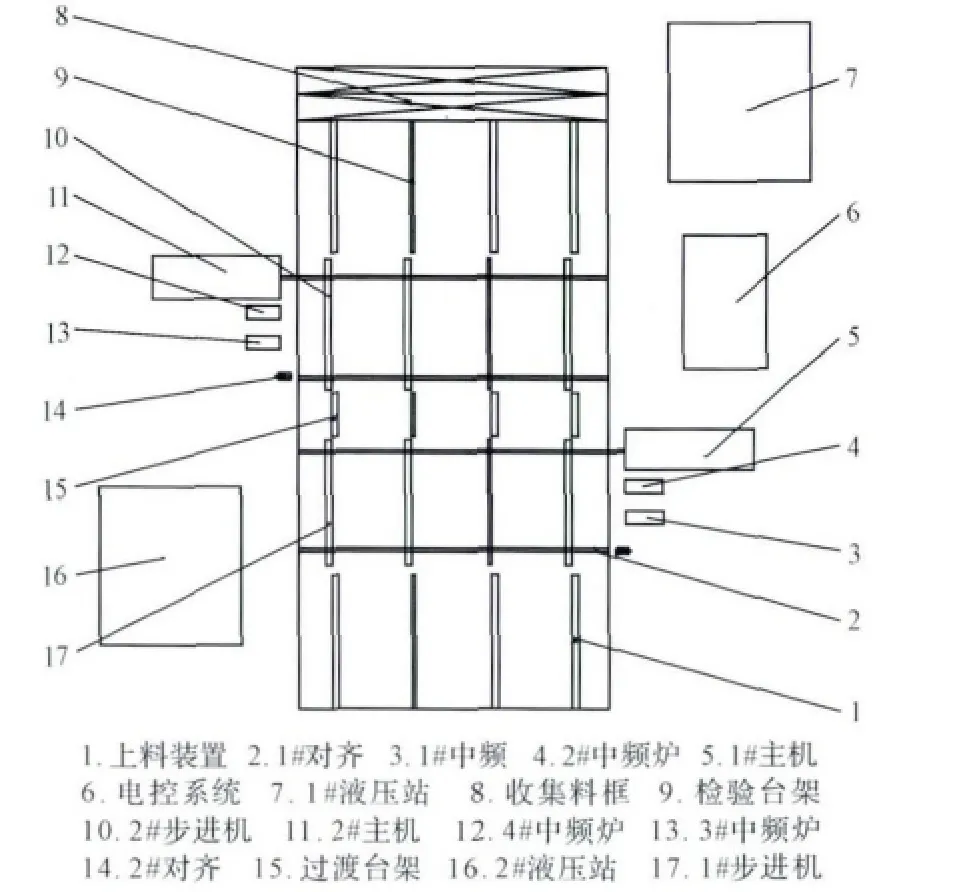
圖2 XPS-500t/250t管端加厚生產(chǎn)線Fig.2 XPS-500t/250t upsetter
2.2 兩臺(tái)主機(jī)同側(cè)平行布置
XPS-800t/400t管端加厚生產(chǎn)線的典型工藝布置就是采用雙臺(tái)主機(jī)同側(cè)平行布置方式,該生產(chǎn)線的主機(jī)與XPS-500t/250t管端加厚主機(jī)結(jié)構(gòu)相同,產(chǎn)品適用于石油油管、石油套管、特殊螺紋油套管和鉆桿的管端加厚,產(chǎn)品執(zhí)行API SPEC 5CT、API SPEC 5B、API SPEC 5D及 API SPEC 5DP標(biāo)準(zhǔn)。產(chǎn)品也可用于非開挖鉆桿的管端加厚。
2.2.1 適用鋼管規(guī)格
鋼管直徑 φ60.3~φ139.7 mm
鋼管長度 6 000~12 500 mm
鋼管壁厚 4.83~12.7 mm
鋼管最大單重 497 kg
2.2.2 生產(chǎn)線組成
生產(chǎn)線組成與XPS-500t/250t管端加厚生產(chǎn)線基本一致。不同的是兩臺(tái)主機(jī)間取消了過渡臺(tái)架,兩臺(tái)主機(jī)共用一組液壓站。
2.2.3 性能參數(shù)
夾緊力8 MN
鐓粗力4 MN
一端加厚50根/h的最大生產(chǎn)率(1~2道次)
主系統(tǒng)工作壓力27 MPa
輔助系統(tǒng)工作壓力16 MPa
總裝機(jī)功率約2 300 kW(加厚主機(jī))
2.2.4 工藝流程
雙臺(tái)主機(jī)同側(cè)平行布置在被加厚鋼管的一端,經(jīng)2次(或3次)加厚至成品尺寸,即天車上料→一端對(duì)齊→液壓步進(jìn)運(yùn)輸→中頻爐加熱鋼管端部→第一道次加厚成型→(中頻爐加熱鋼管端部→第2道次加厚成型)→輸出檢驗(yàn)→收集。經(jīng)過與上述相同的工藝過程,完成鋼管的另一端加厚。
2.2.5 兩臺(tái)主機(jī)同側(cè)平行布置簡圖
雙臺(tái)主機(jī)同側(cè)平行布置的典型工藝設(shè)備布置如圖3所示。
2.3 三臺(tái)主機(jī)同側(cè)平行布置
XPS-1000t/500t管端加厚生產(chǎn)線的典型工藝布置就是采用三臺(tái)主機(jī)同側(cè)平行布置方式,該生產(chǎn)線的主機(jī)是XPS-800t/400t管端加厚主機(jī)及XPS-800t/400t管端加厚主機(jī)的更新?lián)Q代,產(chǎn)品適用于石油油管、石油套管、特殊螺紋油套管和鉆桿的管端加厚,產(chǎn)品執(zhí)行API SPEC 5CT、API SPEC 5B、API SPEC 5D及API SPEC 5DP標(biāo)準(zhǔn)。產(chǎn)品也可用于非開挖鉆桿的管端加厚。
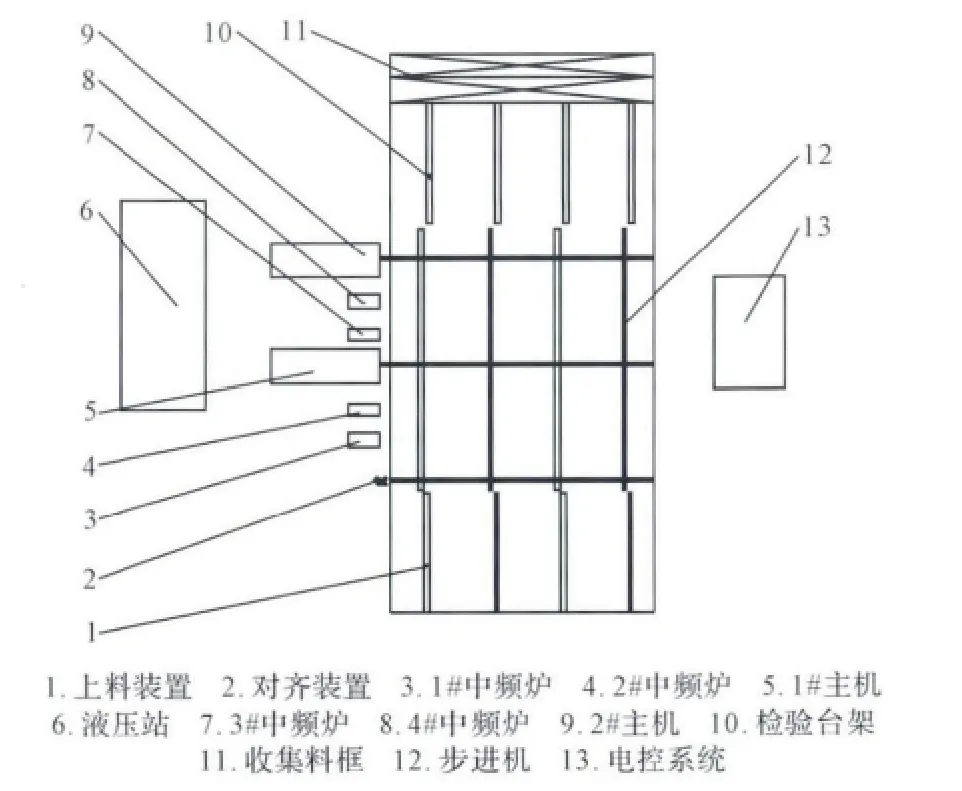
圖3 XPS-800t/400t管端加厚生產(chǎn)線Fig.3 XPS-800t/400t upsetter
2.3.1 適用鋼管規(guī)格
鋼管直徑 φ60.3~φ178 mm
鋼管長度 6 000~12 500 mm
鋼管壁厚 4.83~13.6 mm
鋼管最大單重 535 kg
2.3.2 生產(chǎn)線組成
生產(chǎn)線基本組成與XPS-800t/400t管端加厚生產(chǎn)線基本一致。不同的是增加了三臺(tái)中頻爐,三臺(tái)主機(jī)共用一組液壓站。
2.3.3 性能參數(shù)
夾緊力 10 MN
鐓粗力 5 MN
一端加厚的最大生產(chǎn)率 40根/h(1~3道次)
主系統(tǒng)工作壓力 27 MPa
輔助系統(tǒng)工作壓力 16 MPa
總裝機(jī)功率 約3 600 kW(三臺(tái)主機(jī))
2.3.4 工藝流程
三臺(tái)主機(jī)同側(cè)平行布置在被加厚鋼管的一端,經(jīng)1~3次加厚至成品尺寸,即天車上料→一端對(duì)齊→液壓步進(jìn)運(yùn)輸→中頻爐加熱鋼管端部→第1道次加厚成型→(中頻爐加熱鋼管端部→第2道次加厚成型→中頻爐加熱鋼管端部→第3道次加厚成型)→輸出檢驗(yàn)→收集。經(jīng)過與上述相同的工藝過程,完成鋼管的另一端加厚。
2.3.5 三臺(tái)主機(jī)同側(cè)平行布置簡圖
三臺(tái)主機(jī)同側(cè)平行布置的典型工藝設(shè)備布置如圖4所示。
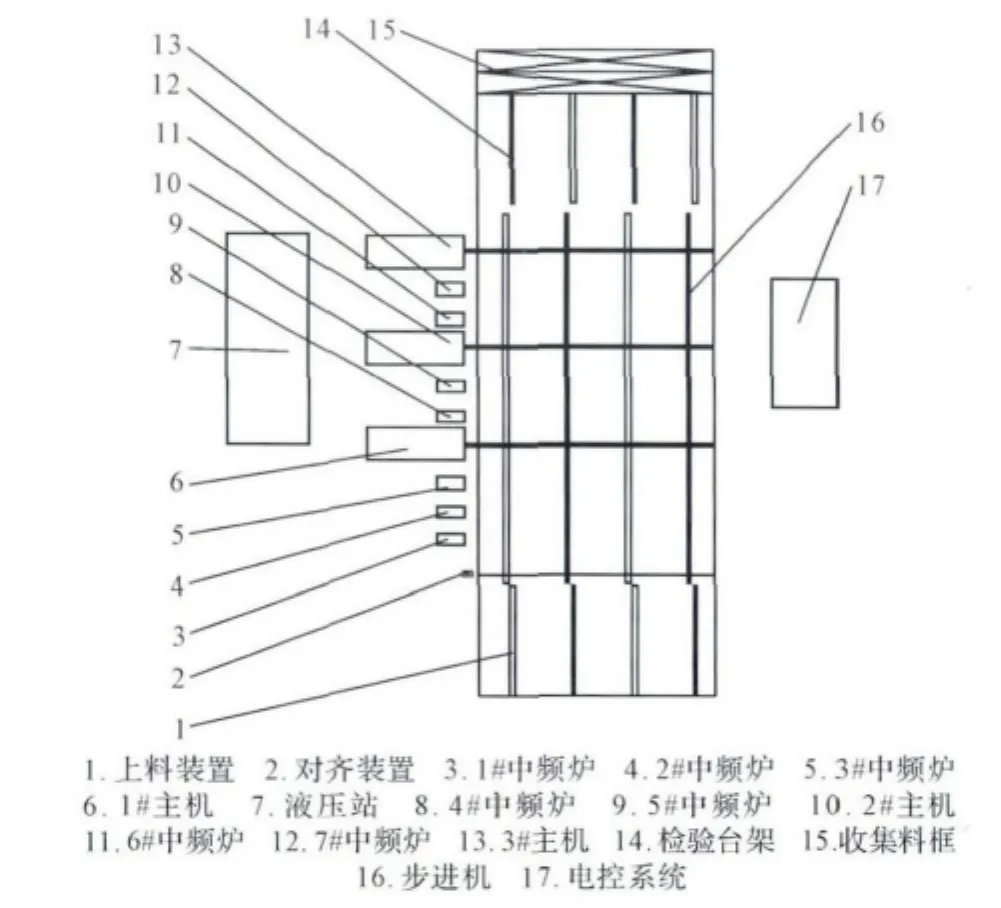
圖4 XPS-1000t/500t管端加厚生產(chǎn)線Fig.4 XPS-1000t/500t upsetter
3 布置型式的特點(diǎn)比較
三種典型工藝布置的特點(diǎn)如表2所示。
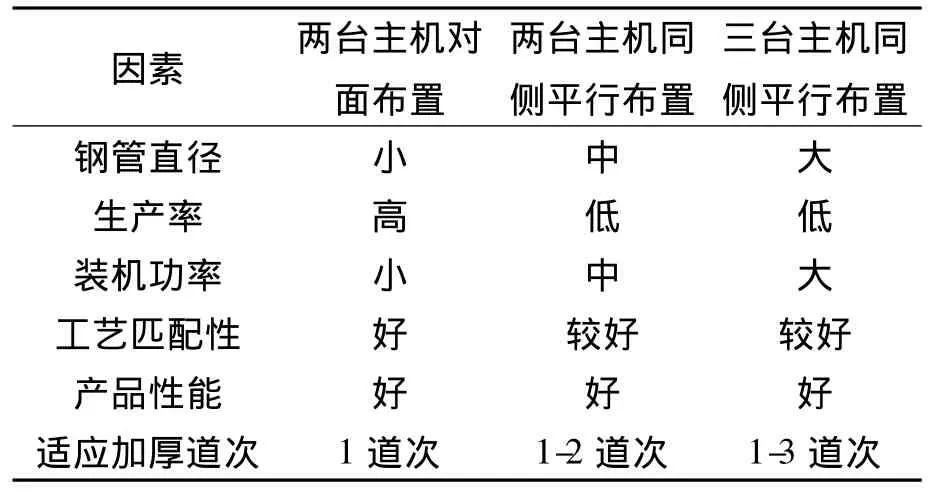
表2 三種典型工藝布置特點(diǎn)比較Tab.2 Characteristic comparison of three typical process layout
從表2可以看出,三種工藝布置各有特點(diǎn),根據(jù)產(chǎn)品大綱及年產(chǎn)量可選擇不同的布置型式。中國重型機(jī)械研究院股份公司采用先進(jìn)技術(shù)針對(duì)不同規(guī)格的油管、鉆桿開發(fā)了系列框架式鋼管管端加厚機(jī)。在以上系列的基礎(chǔ)上根據(jù)不同用戶的要求衍生設(shè)計(jì)出XPS-600t/300t、XPS-800t/300t以及XPS-1250t/600t系列管端加厚生產(chǎn)線。中國重型機(jī)械研究院股份公司研制了30多條生產(chǎn)線,使用情況良好,產(chǎn)品的合格率達(dá)到98%以上,促進(jìn)了我國鋼管管端加厚行業(yè)的發(fā)展。
4 結(jié)束語
三種典型的鋼管管端加厚工藝布置各有特點(diǎn),選擇時(shí)應(yīng)考慮以下因素:
(1)產(chǎn)品大綱。產(chǎn)品規(guī)格決定了加厚機(jī)的設(shè)備的設(shè)計(jì)噸位,在選擇布置前必須確定產(chǎn)品大綱;
(2)設(shè)備的年產(chǎn)量。年產(chǎn)量是確定鋼管管端加厚工藝布置的關(guān)鍵因素,是選擇主機(jī)設(shè)備數(shù)量的決定因素;
(3)鋼管的物流。物流是設(shè)備輔機(jī)的設(shè)計(jì)依據(jù),物流方向?qū)⒂绊懺O(shè)備的總體布局;
(4)自動(dòng)化程度。設(shè)備自動(dòng)化程度的高低將直接影響設(shè)備的產(chǎn)量及工人的勞動(dòng)強(qiáng)度。
[1]中國機(jī)械工程學(xué)會(huì)鍛壓分會(huì)編.鍛壓手冊(一卷)[M].北京:機(jī)械工業(yè)出版社,1993.
[2]王祖唐著.鍛壓工藝學(xué)[M].北京:機(jī)械工業(yè)出版社,1983.
[3]裴志強(qiáng),權(quán)曉惠.石油鉆桿管端加厚工藝研究[J].重型機(jī)械,2002(4):22-25.
[4]黃早文,黃偉軍,潘洪國.石油鉆桿管端鐓鍛工藝及數(shù)值模擬[J].鍛壓技術(shù),2007(5):82-85.
[5]裴志強(qiáng),徐宇瑾.水平鍛造油壓機(jī)[J].重型機(jī)械,2012(3):33-36.
[6]雷剛,徐能惠,鄭文達(dá)等.油管加厚生產(chǎn)線常見運(yùn)行故障分析及解決方案[J].重型機(jī)械,2012(3):171-174.
[7]張建偉.油管管端加厚工藝改進(jìn)研究[J].寶鋼技術(shù),2008(5):54-56.
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
