大型鈦合金模鍛件模鍛成形過程建模仿真
2014-12-03 07:56:12張大偉趙升噸李蓬川羅恒軍
重型機械 2014年5期
張大偉,趙升噸,朱 駿,李 雪,景 飛,李蓬川,羅恒軍
(1.西安交通大學機械工程學院,陜西 西安 710049;2.中國第二重型機械集團公司,四川 德陽 618000)
0 前言
航空航天構件日益要求高性能、輕量化、低成本,這就使得使用輕質難變形合金材料、帶有復雜輕量化結構、沒有焊縫和鉚接的整體構件在航空航天領域中應用越來越廣泛[1-3]。TC18(Ti-5Al-5Mo-5V-1Cr-1Fe)鈦合金焊接性能好、淬透截面厚度大、退火狀態強度高,替換TC4鈦合金鍛件可使飛機減重15%~20%,因此在制造大型承力構件方面具有很大的優勢,特別適合于制造飛機機身和起落架上的大型承力結構件[4-6]。
某TC18鈦合金鍛件是飛機起落架上關鍵承力構件,其尺寸大,投影長度大于2 300 mm,結構復雜,橫截面變化劇烈。鈦合金變形抗力大、工藝窗口窄,此外整體模鍛成形過程中材料要經歷多模具、多場、多因素耦合作用下的高度非線性不均勻變形,容易出現充不滿、折疊、裂紋等成形缺陷,并使成形過程中的材料流動特征和變形行為十分復雜難以預測。
有限元數值模擬是分析復雜成形問題、優化工藝參數、探究新成形工藝的高效、經濟的強有力工具[7-8]。對于長500 mm、寬400 mm的鋁合金艙口蓋等溫鍛造工藝,Shan等[9]根據幾何特征選取了兩種典型的位置建立有限元模型,研究等溫鍛造工藝。Zhang等[10]基于DEFORM-3D軟件建立了長度和寬度都大于1 m的鈦合金局部加載等溫成形過程的有限元模型。等溫成形過程的有限元建模忽略了成形過程中變形生熱、摩擦生熱、熱傳遞等熱事件。王新平等[11]建立TC18熱軋過程的熱力耦合有限元模型,分析了軋制過程中溫度場和損傷,板材形狀比模鍛件形狀簡單許多。黃湘龍等[12]建立了鈦合金支柱模鍛過程的熱力耦合有限元模型,比較了液壓機和鍛錘兩種鍛造形式的區別,但所建模型并未考慮評估裂紋傾向。
大型TC18鈦合金某鍛件鍛造過程面臨尺寸大、形狀復雜、具有極端尺寸配合特征,并耦合傳熱過程計算,這都增加建模難度和計算規模。因此有必要進一步研究大型鈦合金鍛件熱力耦合有限元建模仿真技術,建立一個合理可靠的三維熱力耦合有限元模型,研究發展大型鈦合金鍛件模鍛工藝。本文基于已有研究的基礎,發展大型鈦合金模鍛件模鍛成形過程三維熱力耦合有限元模型,分析了整體模鍛成形過程中溫度、應變以及損傷等變量場演化過程。
1 三維熱力耦合有限元建模
1.1 材料模型
變形材料為TC18,模具材料是4Cr5MoSiV1熱作模具鋼。成形過程的數值模擬中,變形材料為塑性體,采用Von Mises屈服準則,需賦予應力應變關系的材料屬性;模具為剛性體,DEFORM不需要模具材料性能。非等溫成形過程熱力耦合數值模擬需要賦予變形材料和模具材料的熱物理性能屬性。
在高溫塑性變形的條件下,TC18鈦合金的流變應力和應變速率之間的關系可用包含激活能Q和溫度T的雙曲正弦形式表示[11-12],即

式中,&為應變速率;A為常數;α為應力水平參數;σ為應力;n為應力指數;Q為變形激活能;R為氣體常數,R=8.3145 J/(mol·K);T為絕對溫度。
采用熱模擬壓縮試驗文獻[12]中確定了材料模型中的相關參數,如表1所示。

表1 材料模型參數Tab.1 Parameters for material model
為了評估鈦合金大型鍛件模鍛過程中裂紋出現的可能性,采用損傷因子Df作為衡量的指標。損傷模型采用基于Cockcroft&Latham發展而來的延性斷裂準則[13-14]:

式中,σ1為最大主應力;為等效應力;為等效應變。
一般認為當塑性應變超過損傷門檻應變值后,達到臨界值 時將產生微裂紋引起損傷[15]。損傷因子值越大,產生裂紋的傾向越大;相反其值越小,成形質量越好。該模型成功用于鈦合金餅狀試件熱成形過程中的斷裂預測[13],也被用于多通閥多向鍛造成形過程中的工件成形質量評估[16]。
根據手冊和相關文獻,并結合TC18某鍛件整體模鍛工藝,確定TC18鈦合金和4Cr5MoSiV1熱作模具鋼的物理性能如表2所示。

表2 材料物理性能參數Tab.2 Parameters for physical properties of material
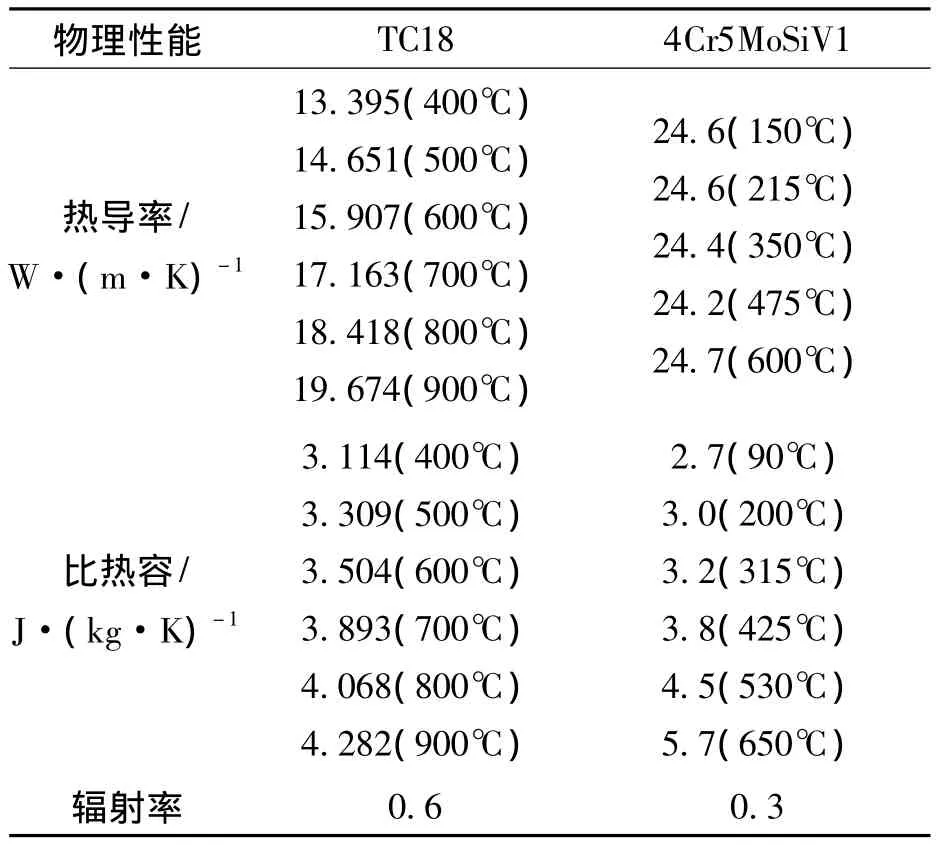
物理性能TC18 4Cr5MoSiV1熱導率/W·(m·K)-1 13.395(400℃)14.651(500℃)15.907(600℃)17.163(700℃)18.418(800℃)19.674(900℃)24.6(150℃)24.6(215℃)24.4(350℃)24.2(475℃)24.7(600℃)比熱容/J·(kg·K)-1 2.7(90℃)3.0(200℃)3.2(315℃)3.8(425℃)4.5(530℃)5.7(650℃)輻射率3.114(400℃)3.309(500℃)3.504(600℃)3.893(700℃)4.068(800℃)4.282(900℃)
1.2 幾何模型及網格
根據大型鈦合金某鍛件的坯料及模具尺寸,在CAD造型軟件中可分別建立坯料、模具三維幾何模型,以STL網格格式輸入DEFORM-3D軟件,并調整其空間位置。由于鍛件幾何結構和加載受力具有對稱性,則可僅建立坯料、模具的1/2模型。
采用四面體實體網格對坯料進行網格劃分,使用網格局部細化和重劃分技術以提高計算效率和避免網格畸變,最小網格尺寸小于2.5 mm。設置對稱面,對稱面上的節點位移在對稱面法向受到限制。模具網格劃分中采用局部細化技術,同工件接觸區域的網格較密,最小網格尺寸小于2.5 mm,同樣需要設置對稱面。坯料、模具的網格劃分如圖1所示。

圖1 大型鈦合金鍛件模鍛成形有限元模型Fig.1 Finite element model of die forging process for large-scale titanium alloy forging
1.3 接觸及摩擦模型
分別建立坯料與上模具、坯料與下模具之間的接觸關系,采用剪切摩擦模型描述工件與模具之間的摩擦狀態。剪切摩擦模型的一般表達式為

式中,fs為摩擦應力;K為剪切屈服應力;m為摩擦因子,0≤m≤1。
對于復雜成形問題,模具坯料接觸面上的相對滑動速度方向是不確定的[17]。在此類問題中,模具坯料接觸面上存在一中性點或一中性區域,此處變形材料相對速度為零。在靠近中性點或中性區域的地方,摩擦剪應力發生突變改變方向,采用公式(3)描述摩擦時會給引入摩擦條件后的有限元列式帶來數值問題。為了解決這一問題,在有限元分析中靠近速度零點的區域采用與速度相關的摩擦模型[17]

式中,ur為相對速度;u0為比相對速度小幾個數量級的任意常數。
1.4 邊界條件
TC18鈦合金相變溫度在870℃左右,始鍛溫度采用近β鍛造溫度。考慮加熱溫度誤差,始鍛溫度850℃。4Cr5MoSiV1熱作模具鋼初始溫度多在300℃以下,因此選擇模具溫度為300℃。
液壓機模鍛件要優于鍛錘上成形的鍛件[12],因此采用液壓機進行鍛造,模具加載速度為10 mm/s。鈦合金熱鍛成形中,采用玻璃潤滑劑時,摩擦因子m約為0.1~0.3[18]。在有限元模型中m=0.2。
模具和坯料接觸面有熱交換,此外模具、坯料和空氣之間也存在熱交換,但熱交換系數不同,要分別設置傳熱面。對稱面上不需定義為傳熱面。模具、坯料和環境之間的傳熱系數為0.02 kW·m-2·K-1;模具和坯料之間的傳熱系數為11 kW·m-2·K-1。
2 模型應用
2.1 溫度場演化
成形過程的溫度場變化如圖2所示,由于模具預熱溫度較低(300℃),模具表面激冷作用明顯。同模具接觸區域的溫度迅速下降,成形25%時,同模具接觸的坯料表面在550℃左右,如圖2a所示。隨著成形進行接觸區域表面溫度持續降低,但溫降程度減緩。成形100%時,同模具接觸的坯料表面最低溫度在450℃左右,如圖2d所示。
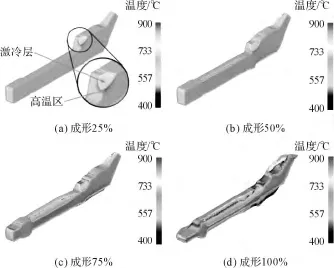
圖2 成形過程的溫度場分布Fig.2 Distribution of temperature field in the forming process
從圖2a可以發現,模具激冷作用影響的深度有限,僅在表層,在激冷層下方有一高溫層。在成形50%之前,該高溫區域是整個坯料溫度最高的區域,都在860℃以上;成形50%之后這一深度的坯料溫度仍可維持在850℃左右。鍛件心部的溫度一直維持較高溫度,終鍛時能夠達880℃左右,這和文獻[12]中終鍛最大溫度相當,這也從側面佐證了本文所建模型是可靠的。終鍛時部分飛邊區域坯料溫度可超過到900℃。終鍛時,800℃以上高溫區接近25%,35%區域溫度在700℃ ~800℃之間,僅有不足4%的區域溫度低于500℃。
2.2 應變場演化
成形過程的等效應變場變化如圖3所示,坯料前端不同厚度過渡區域首先同上下模接觸受壓產生塑性變形,如圖3a標示所示。該區域同下模接觸的側面存在一個同軸向垂直的橫向筋條,隨著行程增加,該處變形不斷增加并擴散,超過上模首先接觸區域的變形,最終成為鍛件變形劇烈的區域,如圖3d標示所示。
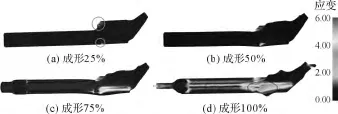
圖3 成形過程的應變場分布Fig.3 Distribution of strain field in the forming process
塑性功轉變為熱量,而鈦合金導熱系數小,熱量不會迅速擴散,會使局部區域溫度上升補償熱交換的熱量損失。因此出現了圖2所示的現象,在上模首先接觸區域的激冷層下方有一高溫層。比較圖2a、b和圖3a、b可以發現高溫層形狀和高應變區域分布相似。
塑性變形可有效改善鍛件的組織性能,模鍛過程中鍛件的塑性變形區迅速擴大,低應變區不斷減少,如圖4所示。模鍛結束,等效應變<0.3的區域僅占10%。
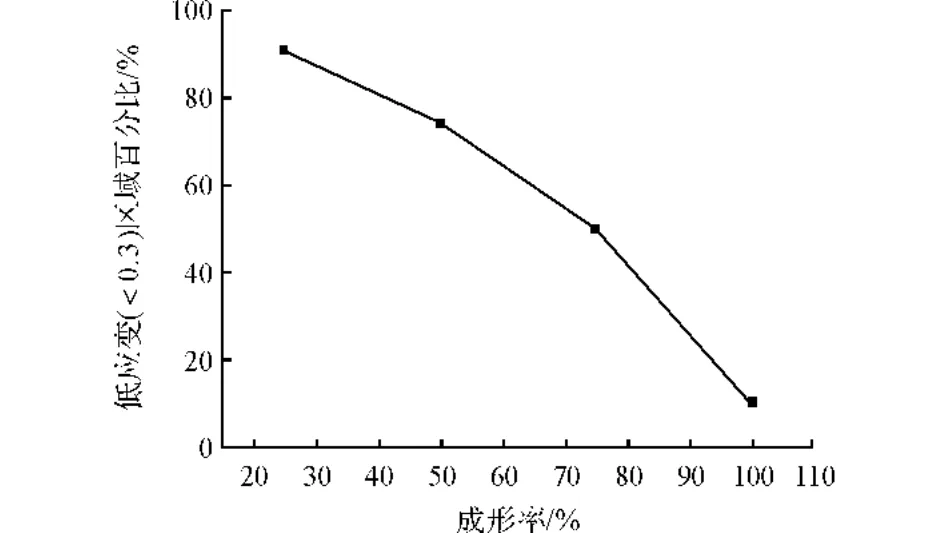
圖4 成形過程中低應變區變化Fig.4 Variation of low-strain region in the forming process
2.3 損傷場演化
本文采用的斷裂準則是與拉應力相關的關于應變的累積值。從圖5為成形過程中的損傷場分布情況看,劇烈變形區域的損傷值都較高,如上下縱向筋(與軸線平行)和下方橫向筋(與軸線垂直)的筋條腹板連接處的損傷值都較大,但普遍都低于損傷門檻值,不會產生微裂紋。
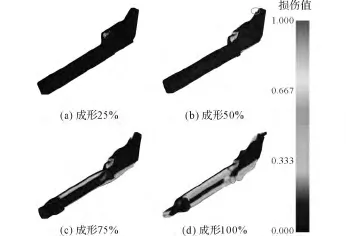
圖5 成形過程的損傷場分布Fig.5 Distribution of damage field in the forming process
所成形構件前端橫截面變化劇烈,坯料橫截面和構件橫截面相差較大,坯料前段最小截面積為0.0127 m2,而所要成形構件最小截面積0.0016 m2。當坯料前端和模具接觸后,如圖6a所示,由于截面積變化劇烈,接觸區域會產生較大的拉應力,損傷值迅速增加,如圖5b標示所示。該處損傷值可能會超過門檻值,產生宏觀裂紋,終鍛時該區域飛邊較大,飛邊的損傷值也可能超過門檻值,產生宏觀裂紋,如圖5d所示。

圖6 接觸情況和速度場(成形50%)Fig.6 Contact situation and velocity field(forming ratio 50%)
構件下方橫向筋條(圖6a)成形后會阻礙材料跨越筋條的縱向流動,從圖6b可以看出在此處存在分流層。坯料底部在橫向筋處分別向前和向后流動,在該處形成拉應力。隨著變形增加,損傷累積,該處也會成為出現裂紋的危險區域,如圖5d標示區域。
3 結論
(1)基于DEFORM-3D軟件環境建立了大型鈦合金鍛件模鍛過程的熱力耦合有限元模型,分析了成形過程中溫度、應變以及損傷等變量分布特征;
(2)模具預熱溫度低激冷作用顯著,但塑性變形功補償部分熱量損傷,并能夠在激冷層下方形成局部高溫層。鍛件心部是高溫區,終鍛時在880℃左右;
(3)塑性變形大的區域損傷值也都較大,但普遍低于損傷門檻值。坯料前段橫截面和構件前段橫截面相差較大,容易產生較大的拉應力,可能導致宏觀裂紋出現。坯料前端高度變化顯著區域對應成形構件下方的橫向筋,此處存在分流層,導致該區域出現裂紋傾向增加。
[1]Shen G,Furrer D.Manufacturing of aerospace forging[J].Journal of Materials Processing Technology,2000,98:189-195.
[2]楊合,孫志超,詹梅,等.局部加載控制不均勻變形與精確塑性成形研究進展[J].塑性工程學報,2008,15(2):6-14.
[3]Yang H,Fan X G,Sun Z C,et al.Recent developments in plastic forming technology of titanium alloys[J].Science China Technological Sciences,2011,54(2):490-501.
[4]沙愛學,李興無,王慶如,等.熱變形溫度對TC18鈦合金顯微組織和力學性能的影響[J].中國有色金屬學報,2005,15(8):1167-1172.
[5]王曉燕,郭鴻鎮,袁士翀,等.等溫鍛造溫度對TC18鈦合金組織性能的影響[J].鍛壓技術,2008,33(3):8-11.
[6]張永強,郭鴻鎮,劉瑞,等.TC18合金β相區等溫鍛造顯微組織和力學性能[J].稀有金屬與工程,2013,42(3):634-638.
[7]Yang H,Zhan M,Liu Y L,et al.Some advanced plastic processing technologies and their numerical simulation[J].Journal of Materials Processing Technology,2004,151:63 -69.
[8]Hartley P,Pillinger I.Numerical simulation of forging process[J].Computer Methods in Applied Mechanics and Engineering,2006,195:6676-6690.
[9]Shan D,Xu W,Si C,et al.Research on local loading method for an aluminium-alloy hatch with ribs and thin webs[J].Journal of Materials Processing Technology,2007,187-188:480-485.
[10]Zhang D W,Yang H,Sun Z C,et al.A New FE Modeling Method for Isothermal Local Loading Process of Large-scale Complex Titanium Alloy Components Based on DEFORM-3D [C].edited by Barlat F,Moon Y H,Lee M G,AIP Conference Proceedings 1252,American Institute of Physics,Melville,New York,2010,pp.439-446.
[11]王新平,李禮,張曉泳,等.TC18鈦合金變形本構關系及其熱軋過程有限元仿真分析的應用[J].中國有色金屬學報,2013,23(2):379-388.
[12]黃湘龍,易幼平,李蓬川,等.TC18鈦合金模鍛件鍛造成形工藝仿真[J].鍛壓技術,2012,37(5):7-11.
[13]Semiatin S L,Goetz R T,Shell E B,et al.Cavitation and failure during hot forging of Ti-6Al-4V[J].Metallurgical and Materials Transactions A,1999,30(5):1411-1424.
[14]方剛,雷麗萍,曾攀.金屬塑性成形過程延性斷裂的準則及其數值模擬[J].機械工程學報,2002,38(s):21-25.
[15]Lemaitre J.A course on damage mechanics[M].Berlin:Springer- Verlag,1992.
[16]Zhang D W,Yang H,Sun Z C.3D-FE modelling and simulation of multi-way loading process for multi-ported valve[J].Steel Research International,2010,81(3):210-215.
[17]Kobayashi S,Oh S I,Altan T.Metal forming and the finite-element method[M].New York:Oxford University Press,Inc.,1989.
[18]Altan T,Oh S I,Gegel H L.Metal Forming:Fundamentals and Application[M].Metal Park OH:American Society for Metals,1983.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
