國內外板帶材表面質量檢測方法研究進展
2014-12-03 07:56:12余慧敏馬續創
重型機械 2014年5期
余慧敏,馬續創
(中國重型機械研究院股份公司,陜西西安710032)
0 前言
隨著全球經濟的飛速發展,各種機械裝備、建筑及民用等部門對鋼板的需求量不斷增加,板帶材作為鋼板中的重要種類,需求量也日益增加,與此同時,人們對板帶材的表面質量越來越重視。很多行業特別是家電、汽車行業對板帶材的表面質量要求越來越高。例如,豐田汽車公司對用作汽車面板的冷軋鋼板表面缺陷不能超過2處[1],而作為家電板中高質量,高利潤的彩涂板,用戶對它的質量提出更加嚴格的要求,表面質量必須保證“零缺陷”。
面對各個行業對板帶材的極大需求,不得不接受這樣的現實,一方面我國的鋼產量不斷增長,鋼鐵行業面臨產能過剩的事實;另一方面由于我國鋼鐵行業技術上的限制,導致生產的板帶鋼表面質量無法滿足用戶的要求,一部分高端鋼需要依賴進口,使得我國鋼鐵企業缺乏國際競爭力,給企業帶來了巨大的經濟損失。從鋼鐵企業長遠發展來看,提高板帶材的表面質量已經成為各個鋼鐵企業急需解決的難題。
如何提高板帶材的表面質量,國內很多鋼鐵企業已經意識到重點是改進板帶材表面質量的檢測技術,國外很多發達國家,在表面質量的技術檢測方面,已經走在了我國的前面。本文將介紹板帶材表面質量對整體質量的影響、幾種常用的在線檢測方法以及今后表面質量檢測方法的研究方向。
1 板帶材表面質量對整體質量的影響
板帶材的表面質量包括鋼板表面的光潔度、有無缺陷、擦劃傷等,是影響板帶鋼材整體質量的重要因素。板帶材在軋制過程中,由于鋼坯材料本身、軋制設備、生產工藝以及軋制環境等多方面因素的影響,板帶鋼表面產生了擦劃傷、壓坑、麻點、輥印、夾雜物、氣泡、銹斑等不同的缺陷[2-3],這些缺陷在一定程度上影響了產品的外觀,更重要的是影響了產品的使用性能。
板帶材表面存在的不同程度的表面粗糙度、劃痕、裂紋,雖然只有極薄的一層,但都錯綜復雜的影響著板帶材耐磨性、抗腐蝕性、疲勞強度和配合精度等[4],從而影響材料的使用性能和壽命。
1.1 對板帶材耐磨性的影響
合適的表面粗糙度會使板帶材的表面更耐磨,表面粗糙度過大時,接觸表面的實際接觸面積變小,實際壓強增大,粗糙的表面凹凸相扣,擠裂以及切斷,導致磨損加劇;過小時,因為表面太過光滑,接觸面間的潤滑油無法保持,不易形成油膜,也會導致磨損的增加。鋼板表面的冷硬也會對耐磨性產生影響,合適的冷作硬化一般能提高材料的耐磨性,這是因為它提高了接觸面表面層金屬的硬度,使其塑性降低,減少了接觸面的彈性變形和塑性變形,過分的冷作硬化則會使金屬組織過度“疏松”,在實際工作時,金屬有可能剝落,在接觸表面形成小顆粒,造成磨損加劇。
1.2 對板帶材抗腐蝕性的影響
零件越表面粗糙,腐蝕性物質就越難清理,容易積累,造成滲透,使腐蝕加劇,因此減小表面粗糙,有利于增強材料的抗腐蝕性。劃痕、裂紋、壓坑以及夾雜物等也在一定程度上影響了表面的性能,導致抗腐蝕性相應的降低。
1.3 對板帶材疲勞強度的影響
表面粗糙度越大,材料抗疲勞破壞的能力越差,粗糙度的凹谷部位容易引起應力集中,產生疲勞裂紋,板帶材的表面粗糙度越小,表面缺陷越少,表面紋痕越淺,板材的抗疲勞性越強。
2 板帶材表面檢測方法的討論
板帶材的表面質量檢測方法大體分為3種:傳統檢測法、自動檢測法以及機器視覺檢測法[5]。國外對于板帶材自動檢測方法的研究始于上世紀70年代,而我國對這方面的研究尚處于初步階段,但是發展迅速。1986年,華中理工大學的羅志勇教授進行了“激光掃描在線監測硅鋼板表面缺陷的研究[1]”,此后越來越多的高校以及科研機構開始投入這一領域進行研究,并取得了一定的成果。
2.1 傳統檢測法
在鋼板表面質量檢測初期,各大企業普遍采取的是人工目視檢測[6],憑肉眼觀察缺陷,參考檢驗員獲得的數據通過概率計算以此來評估鋼板的表面質量。這類方法速度慢、抽檢率低,而且人工操作易造成誤判和漏檢,檢測效果很不理想。但受當時技術條件的限制,這種方法沿用了很長時間,直到20世紀70年代中期,頻閃光檢測法的出現。頻閃光檢測法,就是用頻閃光源與專用的攝像機結合,代替人眼觀察缺陷,這種方法比起人工目視檢測法,技術有了很大改進,但檢測的可信度和自動化程度仍然比較低,無法滿足大規模的鋼鐵生產。
2.2 自動檢測法
自動檢測法相比傳動檢測法,技術上有了很大提高,主要是渦流檢測法、紅外線檢測法以及漏磁檢測法。
2.2.1 渦流檢測技術
渦流檢測法的原理是利用電磁感應原理,通過測定被檢工件內部感生渦流的變化來發現缺陷的無損檢測方法。當線圈流過高頻交變電流時,線圈中產生交變磁場,如果使該磁場靠近被測物表面,就會在被測物體中感應出電流,稱為渦流。渦流的大小會反映出鋼板表面的缺陷形態,同時渦流本身產生與線圈電磁場方向相反的磁場,兩者疊加后形成線圈的交流阻抗。渦流大小的變化決定了渦流磁場的強度,渦流磁場變化引起線圈阻抗的變化,通過阻抗的變化可以檢測出工件表面的缺陷尺寸。
渦流檢測對于檢測裂紋、刮傷、夾雜物、凹坑等靈敏度高,相比較傳統檢測法速度快,但渦流檢測法必須有足夠的時間加熱以充分暴露缺陷,這就限制了檢測的速度,所以,在高速軋制帶鋼生產中,渦流檢測不適宜。
2.2.2 紅外線檢測技術
紅外線檢測法的原理是將一個高頻感應線圈設置在待測物的傳送輥道上,在待測物通過時,會在待測物體表面產生感應電流,由于高頻感應具有集膚效應,所以穿透深度不超過1mm,如果被測物體表面有缺陷,感應電流會從缺陷下方通過,從而消耗更多的電能,引起缺陷處的表面溫度上升,在線圈的工作頻率和寬度、輸入電能、被測物體的電性能和熱性能等因素不變的情況下,通過檢測表面溫度的上升值從而確定出缺陷的深度。紅外線檢測受多方面因素的影響,故適用范圍較小,常用于離線、小范圍的測量。
2.2.3 漏磁檢測技術
被測物體磁化后,如果材料內部材質均勻,被測材料表面幾乎沒有磁場,如果被測材料有缺陷,磁路中的磁通會發生畸變,導致感應線發生變化,部分磁通直接通過缺陷或者經過被測材料內部繞過缺陷,還有一部分磁通會泄露到被測物表面的空間中,在物體表面缺陷處形成漏磁場。獲取漏磁場的信號后,經過計算機信號處理,分析漏磁通密度,因為漏磁通的密度與缺陷的體積及成正比,從而確定出缺陷的深度、寬度等特征,對其進行分類。
漏磁檢測法相比上面兩種檢測法,除了檢測表面缺陷,還可以檢測內部缺陷,造價低,檢測精度高,但是漏磁檢測法不能檢測表面粗糙度,對缺陷的分類識別能力也相對較差。
2.3 機器視覺檢測法
機器視覺就是用機器代替人眼的功能,它是現在光學、電子學、軟件工程等學科的交叉和融合。機器視覺檢測技術已經成為當前應用最廣泛、效果最好的技術,也是各方研究的熱點。從系統研發方面分類,有基于激光和基于CCD成像的檢測系統;從算法研究方面,有基于形態學和基因規則的缺陷識別檢測,基于神經網絡的缺陷識別系統等。
2.3.1 基于激光掃描的機器視覺缺陷檢測技術
激光掃描檢測技術是基于三角測量原理,將光束投射到待測物表面,通過傳感器接收其反射的光,如果傳感器位置合適,待測物上的點就可以清晰的在接收器上成像,最后經過信號處理,得到待測物結構,檢測出缺陷。
70年代中期,日本川崎公司采用斜交激光掃描系統以及平行激光掃描系統研制鍍錫板的表面缺陷檢測裝置,1988年,美國SICK光電子公司將激光掃描技術應用于帶鋼檢測,取得了成功,國內最早研究激光掃描技術的是華中理工大學的羅志勇教授。
激光掃描檢測在檢測缺陷的大小、深度、測量精度方面比前面所述的檢測方法具有明顯優勢,但是它的光學系統復雜,對環境要求高,檢測速度慢,成本高等劣勢也在一定程度上阻礙了其在實際中的應用。
2.3.2 基于CCD成像的機器視覺缺陷檢測技術
從長遠發展來看,基于CCD成像檢測技術是以后發展的主流方向[7],現在廣泛應用的CCD技術是線陣CCD和面陣CCD。線陣CCD芯片是一種掃描速度快,頻率響應高,可以實時傳輸光電變換信號的電子元器件,在實際檢測中,掃描被測物體表面時,是通過逐行掃描的方式來獲取被測物的表面圖像,所以只要使采集頻率與被測物運動速度關系恒定,就可以均勻地獲得被測物的二維表面圖像。面陣CCD則是在掃描時可以同時接受一幅完整的光像,單排感光單元的數目相比線陣CCD具有優勢,獲得的圖像分辨率高。兩者相比較,線陣CCD結構簡單,成本較低,廣泛應用于工業檢測、高性能文件掃描、光譜學等領域,面陣CCD雖然具有分辨率高,測量也直觀,靈敏度高等優勢,但在實際中,由于生產技術的制約,單個面陣CCD的面積很難滿足一般工業測量的要求,所以在具體實施時,往往采用多面陣CCD。利用CCD攝像機檢測物體表面缺陷原理如圖1所示。

圖1 基于CCD成像機器視覺檢測法原理圖Fig.1 Principle schematic diagram of machine vision detection method based on CCD imaging
從最初設計出CCD檢測系統,到檢測缺陷的能力不斷提高,CCD檢測技術雖然起步晚,但發展迅速。現階段。CCD技術研究的重點主要集中在缺陷分類及識別上。
1996年,美國Congnex公司研制出了Smartview表面監測系統[8],該系統采用了機器學習方法自動設計優化的分類器[9],成功實施了缺陷分類。系統的攝像機基于CAN總線自行設計,用戶可以根據需要自行設計軟件以及接口,基于模式匹配算法,先對部分樣本缺陷進行學習,在線檢測時進行模糊匹配,成功對進行缺陷進行分類。
1997年,德國的ParsyTec公司設計出了基于人工神經網絡的分類器,使得系統在線處理速度以及缺陷分類識別精度得到了提高,在此基礎上,采用面陣CCD技術推出了HTS-2[10]和HTS-2W[11]檢測系統。2003年,ParsyTec公司將面陣CCD技術和線陣CCD技術結合,充分發揮各自優勢,結合自學習神經網絡分類方法,推出了Parsyte5i系統,在全球被廣泛應用,已經安裝了200套之多。
進入21世紀,國內完整的CCD檢測系統開始用于實踐,北京科技大學聯合武漢鋼鐵公司推出了我國第一套基于CCD的鋼鐵表面質量檢測系統,采用多面陣CCD技術,設置CCD攝像機實時采集鋼坯表面圖像,將采集到的圖像信息輸入到計算機系統進行處理,提取缺陷特性,識別缺陷種類。實現了鋼板表面質量在線檢測,該系統整體結構如圖2所示。

圖2 北京科技大學聯合武鋼研制的CCD檢測系統Fig.2 CCD detection system developed by University of Science and Technology Beijing and WISCO
2002年,北京科技大學的徐科等研究人員,通過研究光在不同狀況的鋼板表面的反射性質[12],根據反射光在攝像頭上照度的變化,使用“明場照明”以及“暗場照明”兩種方式研究表面質量檢測系統,成功的將“明場照明”用于檢測普碳鋼表面的二維和三維缺陷,“暗場照明”用于不銹鋼表面的三維缺陷檢測,有針對性檢測表面缺陷,提高了缺陷檢測效率。“明場方式”和“暗場方式”檢測示意圖,如圖3,圖4所示。
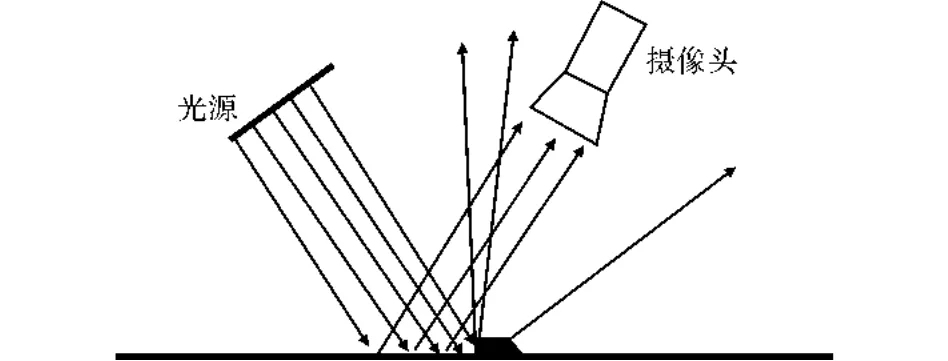
圖3 明場方式的檢測示意圖Fig.3 Schematic diagram of bright-field detection
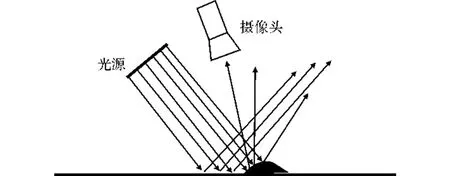
圖4 暗場方式的檢測示意圖Fig.4 Schematic diagram of dark-field detection
現在,各大高校以及科研機構關于鋼板表面技術檢測的研究不斷取得突破性的進展,鋼板表面檢測技術不管是在軟件還是硬件方面正在日漸成熟。
3 發展趨勢
隨著生產水平的不斷提高,表面質量檢測系統也隨時調整,以適應快速發展的生產實際的要求,針對目前檢測系統出現的難點,檢測系統主要的發展方向有以下幾點:
(1)在缺陷的特征分類識別方面,研究更有效的分類識別算法,以準確、快速、全面的識別缺陷類型。檢測系統檢測到的缺陷種類是不斷變化的,科技的發展、技術水平的不斷完善,使得以前常見的主要缺陷逐漸減少,同時,新的缺陷也在不斷出現,逐漸成為影響板帶質量的主要因素,所以,對缺陷類別的識別進行進一步的研究是必須的。
(2)在圖像采集和處理上,優化算法縮短計算時間,同時,開發出更有效的硬件系統,提高速度。鋼鐵表面缺陷種類繁多,表面圖像采集工作量大,導致計算機處理信息量大,所以圖像處理速度亟待提高,尤其是在高速生產線上。這方面的研究還有很大的發展空間,算法優化、DSP、專用硬件以及圖像數據庫等多種技術的融合是以后研究大的方向。
4 結束語
板帶材表面質量檢測技術從傳統檢測方法到現在的在線無損檢測,取得巨大成果,傳統的檢測法目前已經無法滿足大規模高效的生產模式要求,自動檢測法有其相對的局限性,只能進行部分階段檢測或者適用于部分場合,難有大的應用前景,機器視覺檢測已經成為發展的主流趨勢。當然,在實際的應用中,以上檢測方法中出現的問題只是一部分,還有很多未知的問題等待我們在實際推廣與研究中去發現,去完善,從而設計出更完美,更有效的檢測系統,提高鋼板表面質量,推動板帶材軋制技術的不斷進步。
[1]孫宏偉.板帶材表面質量在線檢測系統實時處理的實現[D].沈陽:東北大學,2007.
[2]周家齊.熱軋鋼板表面缺陷淺析[J].重鋼技術,1991,2(34):32-36.
[3]徐科等.冷軋帶鋼表面自動監測系統的研究[J].鋼鐵,2000,35(10):6.
[4]吳川平,路同浚,王炎.鋼板表面缺陷的無損檢測技術與展望[J].無損檢測,2002,22(7):312-317.
[5]李欣.船用多色寬幅鋼板表面缺陷在線檢測系統研究[D].哈爾濱:哈爾濱工業大學,2010.
[6]M.P.Simonnis,余永桂譯.頻閃法在帶鋼表面檢查中的應用[J].鋼鐵,2000,35(10):6.
[7]Tony W A.Automated inspection of metal products not quite ready for prime time[J].Iron & Steel Maker.1992,19(1):14-19.
[8]董保全.基于機器視覺的鋼板表面缺陷檢測系統的關鍵技術研究[D].杭州:浙江理工大學,2013.
[9]Rodrick T J.Software controlled on - line surface inspection[J].Steel Times Int.1998,75(8):50-53.
[10]Parsytec Computer Corp.Software controlled on 2 line surface inspection[J].Steel Times International.1998,22(3):30.
[11]Ceracki P,Reizig H J,Rudolphi U,et al.On-line surface inspection of hot-rolled strip[J].MPT International.2000(4):1 -4.
[12]徐科,徐金梧.基于圖像處理的冷軋帶鋼表面缺陷在線技術檢測[J].鋼鐵,2002,37(12):61-64.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
