異形零件加工方法
2014-12-02 01:37:48齊齊哈爾北方機器有限責任公司黑龍江161000陳桂梅陰法軍
金屬加工(冷加工) 2014年22期
■齊齊哈爾北方機器有限責任公司(黑龍江 161000)陳桂梅 陰法軍 梁 齊

1.典型異形零件分析
異形類零件是機械加工中很少碰到的一種零件。它的應用不是很廣,一般都是鋼板類零件焊接成形,很少用機加工。但某產品有一種異形零件如圖1所示。
此零件為3 mm厚的鋼板壓形后,焊接成形,要求加工底面和上面與底面成30°,且保證產品圖尺寸要求和加工兩面的平面度。
2.典型異形零件加工難點分析
此零件屬于薄壁異形零件,從圖樣上看,工藝沒有難點。但是從加工上看,加工上、下面是難點,即裝夾是難點。且因為壁薄,又是異形加工,所以易變形。因此,加工此異形件的難點在于:①加工兩面時裝夾是難點。②加工時有彈性變形。③加工時切削力對工件容易造成熱變形。
3.解決方案
薄壁異形件裝夾加工是工藝難點,若工藝方案設計不好,則加工出的產品很容易變形,形成廢品,還可能增加工藝成本,造成浪費。
在考慮了裝夾、切削熱變形等因素后,制定異形零件加工方案如下。
(1)首先選擇加工基準,從圖1看底面是基準,所以先加工底面。但底面加工裝夾困難,根據零件的特點,設計出一套加工底面的夾具(見圖2),使用方法是:①將兩螺桿裝入機床床槽內,調整距離。②將兩定位斜鐵也裝入機床床槽內。③將兩側面擋塊裝入機床床槽內,并按零件的距離固定。④將異形零件裝入定位塊外,并一起裝入兩螺桿內,用手擰緊。⑤按劃線進行銑底面。
也就是根據異形零件形狀制作與之相輔的內外形壓緊塊,采用兩擠兩壓的方式解決裝夾問題,對異形零件在不變形的情況下進行有效裝夾。選用鋸片銑刀采用順銑加工方法進行加工。
(2)基準加工完成后,以基準定位再設計一套夾具(見圖3)加工上斜面。使用方法是:①將夾具裝夾在鋸床床面上。②將異形零件裝在夾具體上,用兩壓塊壓緊。③用手將螺母擰緊,但擰緊力要適當,不要太緊。④按線加工。
也就是使用已加工的基面定位,裝夾后與鋸條成30°。夾緊采用斜面壓塊壓緊,用手擰緊螺母,在鋸床上按線進行鋸削斜面。
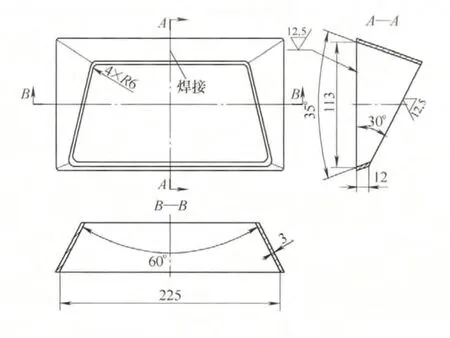
圖1
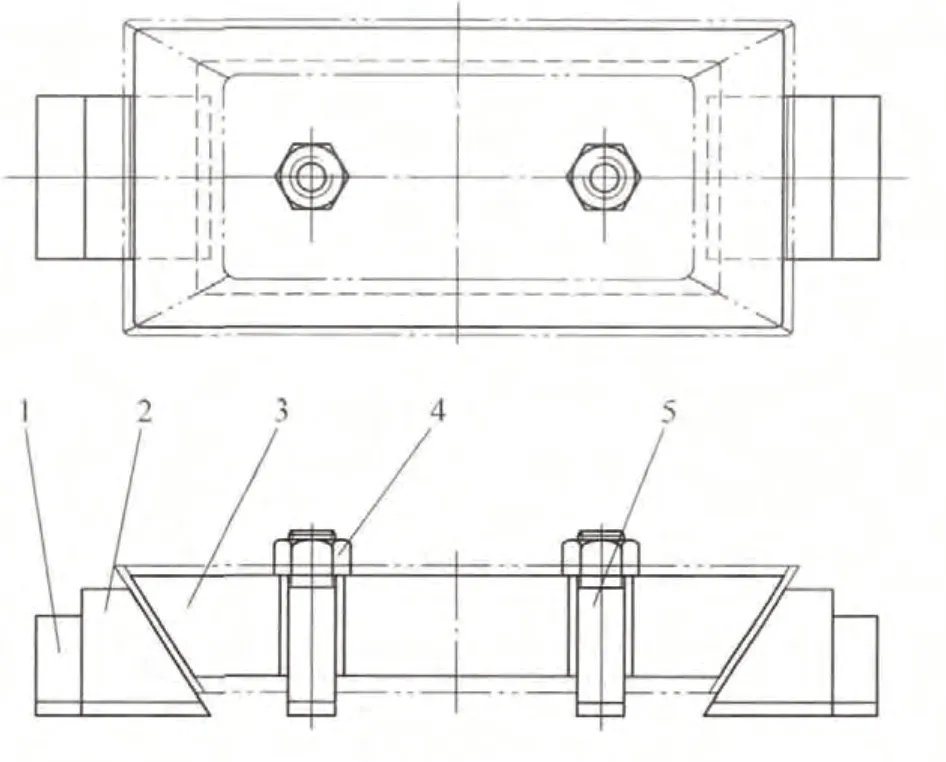
圖2 銑床夾具示意圖
4.結語
異形類零件的加工工藝,首先要考慮的是設計基準與工藝基準是否統一;其次要考慮加工時定位是否合理,定位基準是否合適,對加工結果是否有很大的不利影響,如何避免或消除這些不利影響;最后也是最關鍵的一點是加工如何裝夾,加工過程中及加工后如何測量檢驗加工尺寸。只有全面考慮,注意細節,才有可能更好、更合理地加工出合格產品。
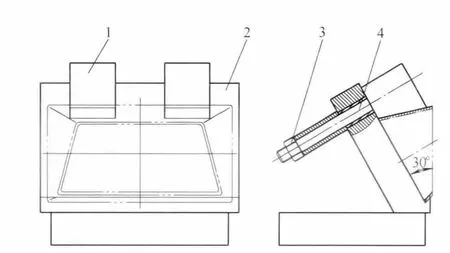
圖3 鋸床夾具示意圖
經過試驗證明,本文所述加工方法基本上滿足了產品加工要求,保證了產品質量。在今后的加工過程中還需完善和改進加工方法,使之更科學、更先進。
[1]王先逵.機械制造工藝學 [M].北京:機械工業出版社,2006.
[2]孫麗媛.機械制造工藝 [M].北京:冶金工業出版社,2007.
[3]徐學林.互換性與測量技術基礎[M].長沙:湖南大學出版社,2007.
[4]吳宗澤,羅圣國.機械設計課程設計手冊 [M].北京:高等教育出版社,2006.
[5]余光國,馬俊.機床夾具設計 [M].重慶:重慶大學出版社,2005.
專家點評
異形零件由于形狀不規則,在加工的裝夾過程中往往遇到很多問題。本文中的異形零件屬于薄壁異形零件,加工裝夾過程中容易變形,作者采用在零件薄壁兩面安裝定位塊的方法,使零件薄壁兩面的作用力達到平衡,不易變形。不過裝夾時只用手力擰緊,工件可能在切削力的作用下產生位移而影響加工精度,甚至發生事故,這點還需改進。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
