帶式輸送機滾筒加工質量與工藝改進
2014-12-02 01:37:48中國平煤神馬集團機械制造公司河南平頂山467000王秀平李德霞
金屬加工(冷加工) 2014年22期
關鍵詞:工藝
■中國平煤神馬集團機械制造公司(河南平頂山 467000)王秀平 李德霞
1.問題的提出
帶式輸送機是長距離、大運量物料高效運輸的主要設備之一,廣泛應用于冶金、煤炭、化工、糧食和機械等行業。其所需的牽引力和制動力是通過傳動滾筒與輸送帶之間的摩擦力傳遞的,故滾筒是其關鍵部件。在生產實踐中,往往會遇到由于滾筒質量問題而引起的膠帶跑偏、軸承燒壞甚至膠帶起火燃燒等意外事故,因此,滾筒質量的好壞直接影響到整條輸送機的工作性能、安全性和可靠性。
滾筒不合格因素通常有同心度達不到要求、滾筒皮厚偏差、外徑偏差以及兩孔橢圓等。針對這些不合格因素,我們從第一道工序開始逐項排查,從原材料到最后靜平衡試驗都認真研究分析,最終統計結果表明,影響滾筒質量的主要原因有:①加工工藝不合理。②卷板圓度不合格。③焊接變形。④加工設備精度低。
針對上述原因,我們分別采取了以下改進措施。
2.改進和優化滾筒加工工藝
鑄焊結構筒體加工如圖1 所示。
(1)改進前的機加工工藝路線如下:
鏜:上鏜胎→以筒皮外圓找正→壓緊→平筒皮一端面→鏜接盤(或軸承座)內孔及平面至圖樣尺寸→調頭→仍以筒皮外圓找正→鏜成另一端內孔及端面。
車:一夾一頂以內孔定位找正→平筒皮有余量端面→車筒皮外圓成左右螺紋(或粗糙平面)。
(2)改進后的加工工藝路線如下:
鏜:上鏜胎→以軸承座內孔找正→壓緊→平筒皮一端面→鏜接盤(或軸承座)內孔及平面至圖樣尺寸→調頭,上找正加長桿,以已加工內孔為基準找正→鏜成另一端內孔及端面。
車:上雙頂尖以內孔定位找正→平筒皮有余量端面→車筒皮外圓成左右螺紋(或粗糙平面)。
(3)對改進前后工藝對比可知:
改進前兩端孔都以毛坯面為基準找正,對上一道工序和操作工人的要求都較高,因此兩孔同心度不易保證。改進后,第一端孔以毛坯找正,而另一端孔是以第一端精加工孔為基準找正,消除了粗基準的加工誤差。對于精度要求較高的孔我們還采用通刀桿尾座架,一次同時加工出兩孔尺寸。但在生產實際中一般很少采用,通常采用工作臺調頭法加工兩孔。實踐證明,工藝改進后加工出兩端孔的同心度已能滿足圖樣設計要求。
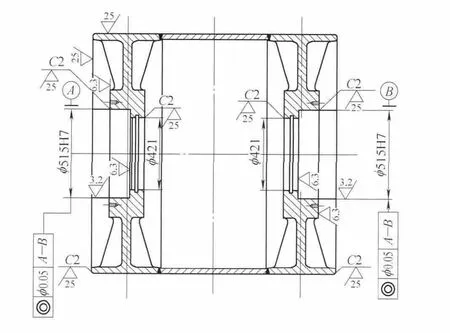
圖1 鑄焊結構筒體加工圖
改進前車外圓時采用一夾一頂,這樣找正時仍以毛坯為基準,從而造成滾筒外徑和皮厚偏差。而改進后雙頂尖以已加工孔為精基準,從而達到對兩孔同心度及外徑偏差進行校正(見圖2)。對于外形尺寸較大、質量較大的滾筒,我們還另外設計了一套支撐工裝以輔助雙頂尖定位、支撐。經實踐證明,我們自制的專門加工滾筒用的頂尖,無論在強度上或是使用性能上均能滿足加工要求。到目前為止,我們加工的最大滾筒的單重達到近12 t,而自制的頂尖仍游刃有余。
工藝改進后對操作工人的技術水平要求不高,加工出來的滾筒同心度好,外徑偏差在圖樣要求范圍內,從根本上保證了滾筒的加工質量。
3.針對滾板圓度不合格的應對措施
針對滾板圓度不合格問題,我們采取了以下應對措施:
(1)在筒皮滾圓的過程中要不斷調整各軸輥之間的間距。
(2)滾卷較厚或強度較大的鋼板時,上壓量要小,并采用多次滾卷。
(3)滾直徑大的筒皮時,壓力不得過猛,應緩慢地多次滾卷。
(4)筒皮焊接后需二次上輥板機找正滾圓。如達不到要求,可進行火焰矯正(見圖3)。火焰矯正的方法是用樣板檢查,如筒體外凸,沿該處外壁進行線狀加熱,任其自然冷卻,如一次不行,可再次加熱,直至矯圓為止。
4.針對焊接變形的應對措施
針對焊接變形問題,我們采取了以下應對措施:
(1)按照滾筒焊接指導書操作,焊接時先找正點焊,再測量各尺寸,確認后完成筒體焊接。
(2)焊接時用自動埋弧焊機按滾筒外徑尺寸及壁厚尺寸及時調整電流大小、進絲速度以及滾筒的轉動速度等。
(3)對縱焊縫長度超過100 mm時采用退焊法和跳焊法,從中間向兩邊每段焊縫長度為200 mm,以減少焊接變形。
(4)外徑800 mm以上鑄焊型滾筒焊接完工后,需要進行整體退火處理。
5.針對加工設備精度低的解決措施
針對加工設備精度低的問題,我們采取了以下解決措施:
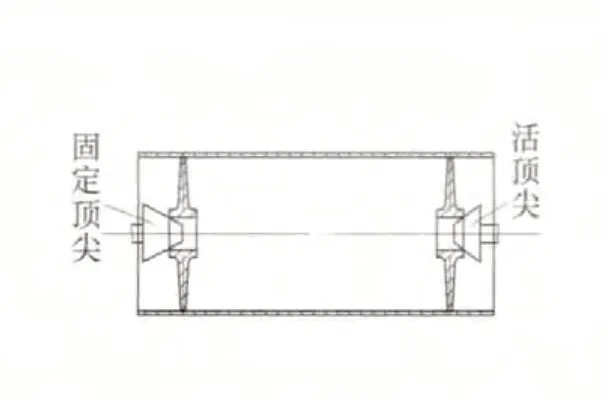
圖2 車床雙頂尖定心加工示意圖

圖3 火焰矯圓筒皮
(1)加強設備的日常保養和維護。
(2)及時調整設備的間隙,并定期對設備精度進行校驗和確診。
(3)加工工裝及量具(鏜胎、找正桿、固定頂尖及活頂尖等)要定期校驗精度和進行修正。
6. 結語
通過以上改進措施,滾筒加工的一次交檢合格率由原來的60%左右提高到了98%以上,不僅滿足了圖樣要求,攻克了滾筒加工中存在的技術難題,節約了成本,而且從根本上保證了滾筒零部件的質量,提高了公司的產品聲譽,贏得了用戶的信任和支持。
[1]李炳文,萬麗榮,柴光遠.礦山機械[M].徐州:中國礦業大學出版社,2010.
[2]鄭修本.機械制造工藝學[M].北京:機械工業出版社,2011.
[3]李志見.帶式輸送機特大重型滾筒設計[J].煤礦現代化,2013,11(6):65-67.
[4]夏廣嵐,馮憑.金屬切削機床[M].北京:北京大學出版社,2008.
[5]孫景榮.實用焊工手冊[M].3版.北京:化學工業出版社,2007.
[6]龔榮偉,丁夢野.焊工手冊[M].武漢:湖北科學技術出版社,2006.
[7]王榮杰,陳虹微.帶式輸送機滾筒壓裂分析及改進[J].煤礦機械,2005(11):134-136.
[8]仝鋼.帶式輸送機滾筒焊接生產中裂紋成因及防止措施[J].礦山機械,2005(12):58-59.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
