床身式銑床幾何精度檢驗與調整
2014-12-02 01:34:12山東威達重工股份有限公司滕州277500張道東
金屬加工(冷加工) 2014年7期
山東威達重工股份有限公司 (滕州 277500)張道東
1.主軸箱垂直移動的直線度
(1)定義與公差范圍 主軸箱垂直移動的直線度是指檢驗立柱垂直導軌和主軸箱垂直導軌各自的直線度及兩導軌的配合狀況。如圖1 所示,此項精度在機床橫向(a 項)垂直平面及機床縱向(b 項)垂直平面兩個平面內檢驗。在300mm 測量長度上,a、b 兩項公差為0.025mm。此項精度超差會影響被加工表面的直線度。
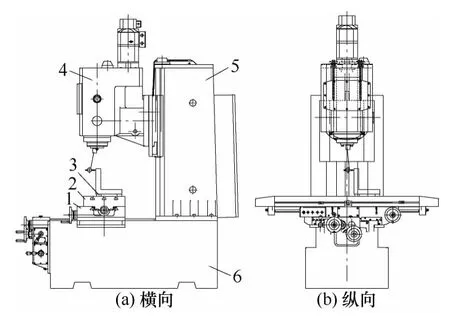
圖1
(2)檢驗方法 檢驗時工作臺位于縱橫行程的中間位置。為避免產生測量誤差,將不運動的部件鎖緊。角尺放在工作臺面上,下面可以墊調整塊,在測量橫向垂直平面時角尺檢驗面應與中央T 槽平行,在測量縱向垂直時角尺檢驗面應與中央T 槽垂直。將百分表架固定在主軸箱的已加工表面上,使其測頭觸及角尺的檢驗面,移動主軸箱,并調整可調墊塊,使角尺上下兩端處百分表讀數為零,最后移動主軸箱,觀察在角尺的全長上的讀數。
a、b 兩項誤差分別計算。在角尺全長上,百分表讀數的最大差值就是直線度誤差。
(3)調整方法 該項精度如超差,需修整立柱垂直導軌的直線度,并且與主軸箱導軌合嚴。
2.工作臺面對主軸箱垂直移動的垂直度
(1)定義與公差范圍 工作臺面對主軸箱垂直移動的垂直度如圖2 所示,此項精度在兩個平面(機床橫向垂直平面和機床縱向垂直平面)內檢驗。
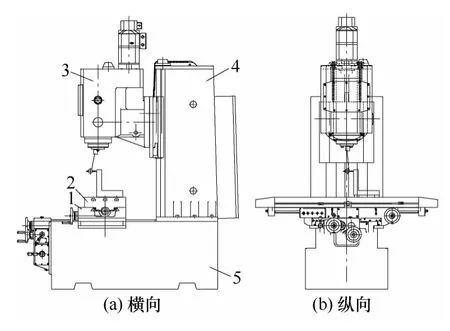
圖2
在主軸箱全行程測量,任意300mm 測量長度上,a、b 兩項公差為0.025mm。此項精度超差會影響被加工表面的直線度。
對于橫向垂直平面,要求只允許工作臺抬頭,這樣可以將切削力作用下的變形抵消一部分。判斷工作臺是否抬頭,是看角尺上端向哪個方向偏,當主軸箱上升時出現減表,即百分表測頭向外移動,表針逆時針轉動,讀數減小,就是工作臺抬頭。
(2)檢驗方法 與第1 項大致相同。區別是角尺放在工作臺面上,不墊墊塊。將主軸箱移動到行程的中間和兩端的三個位置,夾緊后讀數,百分表讀數的最大差值就是垂直度誤差。
(3)調整方法 影響此項精度的有關因素是:工作臺面橫向與導軌的平行度,滑鞍上下面的平行度,床身導軌與立柱導軌的垂直度。這些因素就是此項裝配精度尺寸鏈的組成環。如果單從此項精度來考慮,應選擇易于修配的部位為修配件,可是此項精度與后面的第4 項精度有關。此項精度超差后應修整滑鞍的下滑面。
3.工作臺面的平面度
(1)定義與公差范圍 工作臺面的平面度是指檢驗測量基準工作臺面的精度,平面度在1 000mm內公差為 0.04mm,在任意 300mm 測量公差為0.02mm。
(2)檢驗方法 工作臺應位于縱向和橫向行程的中間位置,將滑鞍與床身導軌鎖緊。
如圖3 所示,將三個等高量塊分別放在工作臺面的a、b、c 三個基準點上,這三點距離工作臺端部的距離為工作臺長度的2/9,將1m 長的平尺放在a-c等高量塊上,并在工作臺中部e 點放一可調整量塊,使其與平尺下檢驗面接觸,再將平尺放在b -e量塊上,在d 點放一可調整量塊,使其與平尺下檢驗面接觸,同樣平尺放在d-c 量塊上,可以確定f點的可調整量塊,平尺放在b -c 量塊上可以確定g點的可調整量塊。
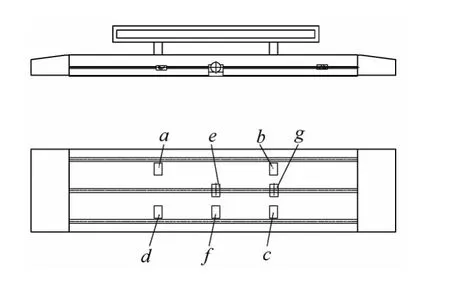
圖3
用量塊測出工作面與平尺檢驗面之間的最大與最小距離之差,就是平面度誤差。
此項實際測出值是不同方向直線度的最大值。等高塊距工作臺端部的距離是為減少平尺本身自重所引起的變形的最佳距離,這樣可以減少測量工具的誤差。
(3)調整方法 這項精度超差會影響工件或夾具的底面的定位精度,從而影響加工精度。
如果工作臺平面度超差,應修復工作臺面。
如果工作臺面本身合格,裝配后不合格,則超差是由于工作臺支承面存在問題,此時應修整工作臺支承面,也就是滑鞍的上導軌面。
4.工作臺面對工作臺移動的平行度
(1)定義與公差范圍 如圖4 所示,工作臺面對工作臺移動的平行度,應分別在工作臺橫向移動(a 項)和縱向移動(b 項)時檢驗。在任意300mm測量長度上,橫、縱方向平行度公差均為0.025mm,最大公差值為0.05mm。
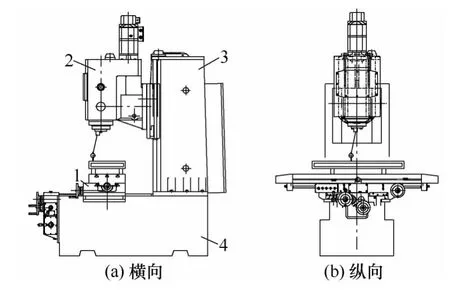
圖4
(2)檢驗方法 ①工作臺面對工作臺橫向移動的平行度。在工作臺面上放兩個等高塊,平尺放在等高塊上(與工作臺橫向移動方向平行)。鎖緊主軸箱,在主軸上固定百分表,使其測頭觸及平尺上檢驗面。工作臺應分別處于縱向行程中間或兩端位置,并將工作臺鎖緊。橫向移動工作臺并讀數,百分表讀數的最大差值就是平行度誤差。在兩個位置測量中誤差方向相反時,百分表讀數的絕對值之和,為平行度誤差。②工作臺面對工作臺縱向移動的平行度。在工作臺面上,跨中央T 形槽放兩個等高塊,平尺放在等高塊上,在主軸上固定百分表,使其測頭觸及平尺上的檢驗面。縱向移動工作臺并讀數,百分表讀數的最大差值就是平行度誤差。
(3)調整方法 這項精度超差會影響被加工表面的平行度(用角鐵夾持工件銑平面還會影響垂直度)。影響橫向平行度的因素有:工作臺橫向的平面和導軌的平行度,滑鞍橫向上下導軌面的平行度。故橫向平行度超差時,修整方法同第2 項精度(如前所述)。如工作臺與滑鞍上導軌面的接觸不好,也影響該項精度,需先修刮合格。
影響縱向精度的因素主要是工作臺在縱向的平面與導軌的平行度,故縱向超差時,只修整工作臺下面的燕尾形導軌。一般下導軌面凸出 (0.01~0.02)mm/1 000mm,較易合格。
5.主軸端部跳動
(1)定義與公差范圍 如圖5 所示,主軸端部跳動包括3 項:a.主軸定心軸頸徑向跳動;b.主軸軸向竄動;c.主軸軸肩支承面跳動。c 項實質是檢驗主軸軸肩對主軸旋轉軸線的垂直度。它不僅反映主軸端面的跳動,還反映出主軸中間軸承裝配精度是否在公差之內。由于主軸端面跳動量包含著主軸軸向竄動量,這樣端跳誤差實際是主軸軸向竄動量與主軸軸肩支承面對主軸中心線垂直度的向量和。因此,此項應在主軸軸向竄動檢驗之后進行,其公差范圍也大于主軸軸向竄動量的公差范圍。a、b 項公差均為0.01mm,c 項公差為0.02mm。
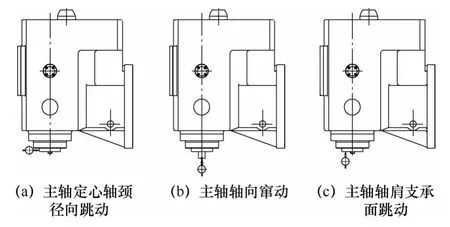
圖5
(2)檢驗方法 ①將百分表觸頭頂在主軸定心軸頸的表面上,旋轉主軸并讀數,百分表讀數的最大差值就是徑向跳動的誤差。②將平頭百分表觸頭頂在插入主軸錐孔中的短柄檢驗棒端面中心孔處的鋼球上,旋轉主軸并讀數,百分表讀數的最大差值就是軸向竄動的誤差。③將百分表觸頭頂在主軸前端面邊緣處,旋轉主軸并讀數,百分表讀數的最大差值就是支承面跳動的誤差。
(3)調整方法 a 項精度超差將造成刀軸和銑刀的徑向跳動以及銑刀振擺。在銑槽時會產生錐度,并影響槽寬或槽深及表面粗糙度;b 項精度超差在銑削時會產生較大的振動和影響加工尺寸精度;c 項精度超差會引起以軸肩支承面為安裝基準的銑刀的端面跳動,從而影響加工精度及表面粗糙度。
a、c 兩項檢驗的是裝刀定位面的精度,并與主軸自身精度有關。故主軸加工精度高,可保證不超差。當主軸前軸承間隙大時,會引起主軸擺動,也會增大徑向跳動量,故a 項超差時,應對前軸承進行調整。影響b 項誤差的因素主要是主軸軸向定位軸承,故當b 項超差時,應調整主軸后軸承間隙。
6.主軸錐孔軸線的徑向跳動
(1)定義與公差范圍 如圖6 所示,主軸錐孔軸線的徑向跳動應在兩處檢驗:a 處,靠近主軸端面處;b 處,距主軸端面300mm 處。
此項精度是檢驗主軸錐孔軸線與主軸旋轉軸線的同軸度,實質是檢驗主軸的旋轉精度。a 處公差為0.01mm,b 處公差為0.02mm。
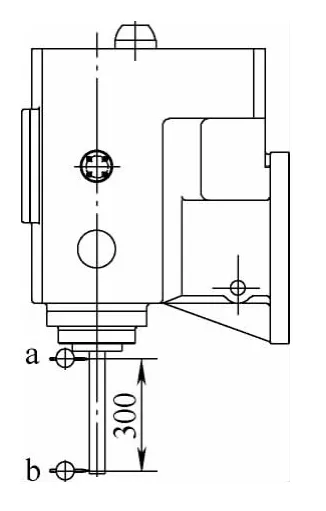
圖6
(2)檢驗方法 ①在主軸錐孔中插入檢驗棒。將百分表架固定在工作臺面上,使其測頭觸及檢驗棒的上母線或側母線。旋轉主軸,分別在靠近主軸端部的a 處和距離a 處300mm 的b 處進行檢測,并讀數。②拔出檢驗棒,相對主軸旋轉90°,重新插入主軸錐孔中。依次重復檢驗三次,這是為了消除檢驗棒的誤差。③a、b 處誤差分別計算。三次測量結果的算術平均值就是徑向跳動的誤差。
(3)調整方法 這項精度超差,將加劇刀軸和銑刀的徑向跳動,以及銑刀振擺。銑槽時,會產生錐度。
此項精度的影響因素為:前軸承誤差、后軸承誤差,主軸本身的制造誤差(主軸錐孔與軸頸不同心)。如超差,可采用定向裝配法修整。
7.主軸旋轉軸線對工作臺面的垂直度
(1)定義與公差范圍 如圖7 所示,主軸旋轉軸線對工作臺面的垂直度,須在機床的橫向垂直平面內(見圖7a)和縱向垂直平面內(見圖7b)檢驗。
在300mm 測量長度上,兩個方向的垂直度公差均為0.025mm。在橫向垂直平面內,要求工作臺面外側只能向上偏,同樣是為了抵消工作臺所受切削力引起的變形。
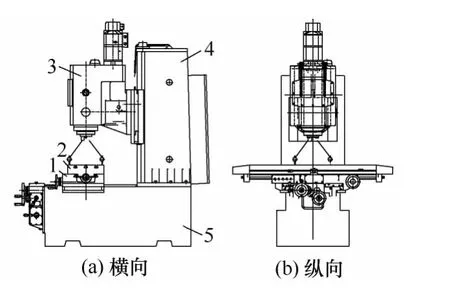
圖7
(2)檢驗方法 ①工作臺位于縱向行程的中間位置。橫向位置,應使中央T 形槽置于主軸中心線之下。將主軸箱、工作臺、滑鞍均鎖緊。②百分表裝在插入主軸錐孔中的專用檢驗棒上,或將百分表座吸在主軸端面上,使其測頭觸及工作臺面或觸及放在工作臺面上的檢具表面(該檢具圓盤上表面為此項精度的檢驗面)。旋轉主軸并讀數。測橫向時,在橫向垂直平面內讀數;測縱向時,在縱向垂直平面內讀數。③兩方向誤差分別計算。每次測量中百分表的讀數差值就是垂直度誤差。
(3)調整方法 這項精度超差將影響加工面的平面度或平行度。如果加工孔,還會使孔軸線歪斜或使孔呈橢圓形。
此項中橫向超差時,可修磨主軸箱本體的回轉平面,改變其對主軸旋轉軸線的平行度;縱向超差時,可松開緊固螺母,扳轉主軸箱,使主軸旋轉軸線對工作臺面的垂直度合格。
8.工作臺中央T 形槽的直線度
(1)定義與公差范圍 如圖8 所示,工作臺中央T 形槽是測量和定位基準,因此,對它的直線度有較嚴的要求,在任意500mm 測量長度上,公差為0.01mm。最大公差值為0.03mm。
(2)檢驗方法 在工作臺面上放兩個等高塊,平尺放在等高塊上。將專用滑板放在工作臺面上,并緊靠T 形槽一側(兩側均要檢驗),其上固定百分表,使其測頭觸及平尺檢驗面,調整平尺,并使在平尺兩端讀數為零,然后移動專用滑板,并讀數。百分表讀數的最大差值就是直線度誤差。

圖8
(3)調整方法 這項精度超差會影響以T 形槽定位的夾具的定位精度。此項精度由中央T 形槽本身精度保證,如果超差,就修整中央T 形槽。
9.工作臺中央T 形槽對工作臺縱向移動的平行度
(1)公差范圍 工作臺中央T 形槽對工作臺縱向移動的平行度公差,在任意300mm 測量長度為0.015mm,最大公差為0.04mm。
(2)檢驗方法 工作臺應位于橫向行程的中間位置,并將滑鞍與床身的導軌鎖緊。如圖9 所示,將百分表固定在立柱上,使其測頭位于主軸中央處,并觸及中央T 形槽的側面。然后,縱向移動工作臺并讀數。百分表讀數的最大差值就是平行度誤差。中央T 槽兩側均需要檢測。
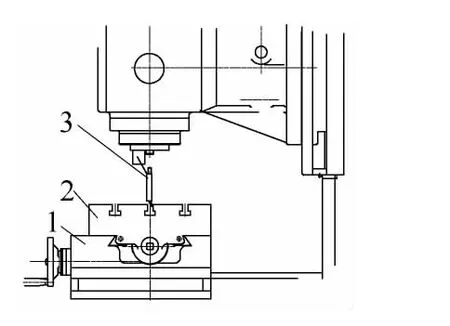
圖9
(3)調整方法 這項精度超差會影響用T 槽定位的夾具或工件的定位精度。
若此項精度超差,則修復工作臺基準導軌面,使其與工作臺T 槽平行,如果是由于接觸不良引起的,則應該刮研縱向鑲條。
本文對幾何精度的調整方法同樣適用于立式加工中心。
