中介機匣典型故障排除及深度修理
2014-11-19 08:42:42王曉梅
航空發動機 2014年6期
王曉梅,馬 蕾
(中航工業沈陽黎明航空發動機(集團)有限責任公司,沈陽110043)
0 引言
中介機匣是航空發動機承力系統主要部件,由外機匣、內機匣、承力支板、分流環等組成。中介機匣與低壓壓氣機出口整流器、低壓壓氣機轉子后支點、高壓壓氣機轉子前支點、中央圓錐齒輪傳動裝置等組件相鄰。柔性傳動軸穿過1號支板,通過中介機匣組件的上部安裝座孔將中央圓錐齒輪傳動裝置傳動機構與發動機附件機匣傳動機構相連接,完成發動機工作動力的傳輸工作;焊接在中介機匣12個支板上的分流環將通過低壓壓氣機來的空氣分成內、外涵道2股氣流;中介機匣彈性環的輕微彎曲變形,依靠從裝有彈性環的腔中擠出油膜產生轉子的抗振力,保證滾動軸承的減震效果。中介機匣組件的結構及功能決定其一旦發生故障即會造成極大危害。
本文對中介機匣組件修理中發生的幾種主要典型故障進行分析研究,找出故障原因,制定排故措施及深度修理方法,提高發動機使用安全性。
1 中介機匣主要故障
航空發動機中介機匣組件結構如圖1所示。通過故障統計,導致中介機匣需要修理或極易報廢的故障有以下幾方面:
(1)支板分流環裂紋、掉塊故障;
(2)上部襯套磨損故障;
(3)彈性環磨損故障;
(4)中介機匣同心度不合格。
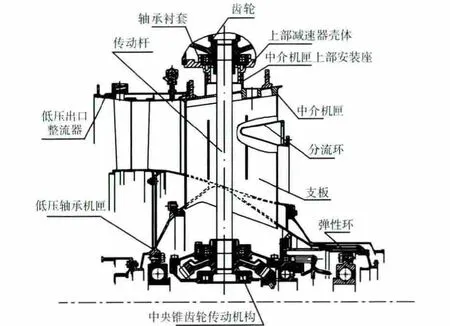
圖1 中介機匣組件結構位置
2 故障原因分析及修理方案制定
2.1 支板分流環裂紋和掉塊故障
中介機匣是發動機承力系統的主要部件。支板與機匣共同承擔著中介機匣組件的承力,支板與分流環、支板與機匣間組合焊接為整體,機匣支板、分流環焊縫處裂紋、焊縫周邊的裂紋及位于機匣焊接焊縫處的伸展裂紋均是常見故障。一般性的裂紋可以經打磨補焊排除,長度超過30mm的裂紋,補焊修復后經發動機附加試車考核合格的可繼續使用;裂紋發展至閉合則形成掉塊,對出現封閉發展趨勢的裂紋需要采取特殊排故措施。采用挖補補焊修理技術修復的某中介機匣分流環掉塊(故障范圍為130mm×62mm)故障的修理工藝實施步驟及要求如下:
(1)對故障中介機匣相關尺寸及配合端面進行測量,積累數據供補焊后零件變形情況對比分析。
(2)打磨分流環掉塊處,使其圓滑轉接,著色檢查應無殘余裂紋。
(3)從報廢中介機匣機件的相應部位截取所需補片材料,修磨補片與缺口形狀相吻合。
(4)采用氬弧焊補焊修復,焊后機匣著色檢查和煤油滲透檢查應無裂紋。
(5)對分流環補焊焊縫處進行消除焊接應力處理。
中介機匣支板與分流環上裂紋故障發生的幾率大、故障位置復雜且不穩定,目前主要采取加強檢查,質量監控,保證裂紋故障修復合格率等控制措施。
2.2 上部襯套磨損故障
中介機匣的上部襯套安裝座位于發動機最上部,連接中央圓錐齒輪傳動裝置與發動機附件機匣的柔性傳動軸通過該襯套孔向外傳遞動力形成與發動機附件機匣的工作接口。在發動機工作過程中,附件機匣下部端蓋上的支承環襯套可自由伸縮套在中介機匣安裝座襯套內,由于機件振動及附件機匣支承環襯套沿垂直方向移動導致中介機匣上部襯套磨損,磨損嚴重時將直接引起發動機漏油和振動。
中介機匣上部襯套有新、舊2種結構。舊結構的中介機匣上部襯套與中介機匣殼體焊為一體,不可拆分。發生襯套孔輕微磨損故障經修磨后在保證配合要求下可繼續使用;襯套孔磨損超過0.3mm的則需重新制造新襯套,并將其壓裝、焊接在加工后的原加大襯套孔上,再按要求鏜加工出合格的襯套孔。該修理技術關鍵在于鏜孔加工應保持原孔中心位置基本不變,如圖2所示。
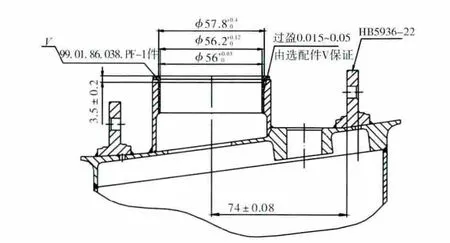
圖2 舊結構中介機匣壓裝襯套及組合加工
新結構中介機匣上部襯套與中介機匣殼體通過螺栓裝配為一體,為可拆分結構。其襯套孔磨損超過0.1mm時需更換新品襯套,更換襯套的注意事項如下:
(1)新品襯套為半成品,需將2個Φ=5.5mm的定位孔補加工至Φ=6.0mm。
(2)由于原臺襯套銷釘孔與中介機匣組合加工,每臺襯套的角向裝配位置都不一樣,修理時選擇組合加工方案,加大銷釘組別。經組合鉆鉸孔,保證襯套的角向位置,以達到襯套的精準安裝。
(3)經試裝,選取能順利裝入多臺發動機安裝座的故障襯套,定做成模板襯套,如圖3所示。在3坐標測量儀上對模板襯套的各孔座標進行精確測量。依據模板襯套的坐標點在座標鏜床上按模板襯套的孔座標加工新品襯套,保證襯套自由裝配。
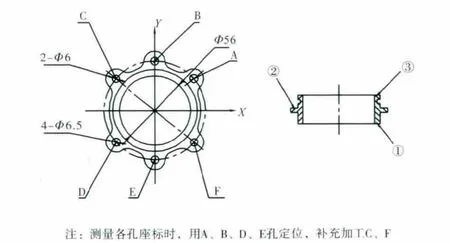
圖3 新結構中介機匣襯套加工
(4)依據模板襯套坐標點,采用極坐標定位,在中介機匣安裝座上加工出加大組別的銷釘孔,排除因組合加工導致原銷釘孔位置不穩定性因素,減小加工難度,保證配件加工裝配質量,降低修理成本。
2.3 軸承機匣和彈性環磨損故障
發動機高壓壓氣機轉子前支點位于中介機匣內,承受高壓壓氣機的軸向載荷和徑向載荷。高壓壓氣機前支點包括軸承機匣、滾珠軸承、接觸式密封裝置等組件,裝于軸承機匣內的彈性環依靠自身彈性及彎曲變形力,以及裝有彈性環的機匣腔中擠壓油膜所產生的轉子抗振力,保證滾動軸承的減振效果。在返廠發動機中,曾有多臺機件發生嚴重磨損和產生裂紋導致彈性環乃至軸承機匣報廢的故障,如圖4所示。
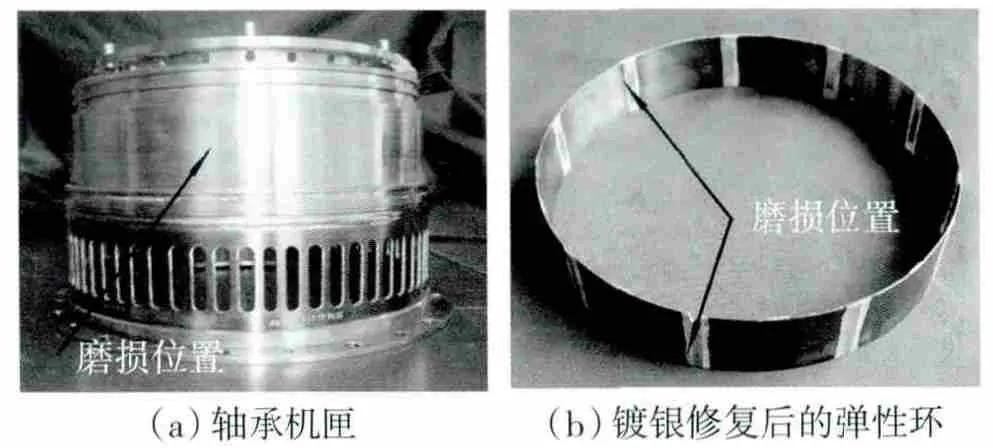
圖4 軸承機匣、彈性環磨損位置
經分析發現,因轉、靜子不同心,高壓轉子振動是導致軸承機匣與彈性環磨損的主要原因。為節省修理成本,軸承機匣與彈性環發生磨損故障且磨損深度小于0.04mm的首先采用彈性環鍍銀方法修復;如彈性環磨損深度超過0.04mm,采用彈性環定位槽裝配位置相對中心線周向旋轉18°,重新加工新定位槽的修理方法。
隨著發動機使用壽命延長,彈性環經旋轉18°修理后所形成的工作面再次發生磨損故障,在不影響彈性環工作部位進、回油功能前提下,通過改變定位銷的周向裝配位置,即在高壓壓氣機軸承機匣上將定位銷周向旋轉9°,在高壓軸承機匣有限的光滑表面上再次形成新工作面。該修理技術關鍵是處理好軸承機匣上原有銷釘孔的堵漏。原孔修理質量直接影響發動機工作腔內滑油的泄漏。
由于軸承機匣為薄壁件,采用焊接方式堵孔導致機匣變形,對彈性支承的減振作用影響極大。經試驗,最佳方案是采用過盈銷釘裝配堵孔,通過擴口方法修復原孔,可保證軸承機匣修理質量的穩定性,如圖5所示。

圖5 堵孔銷擴口修理
2.4 中介機匣同心度不合格的位移調整
某型發動機6大支點中有3個支點(即低壓壓氣機轉子后支點、低壓渦輪轉子前支點和高壓壓氣機轉子前支點)位于中介機匣內。在發動機工作過程中,對3個支點有明確的技術要求,即位于中介機匣組件內的各支點間偏心量必須在0.08~0.10mm內(中介機匣同心度的檢測要求)。由于受發動機工作環境、工作狀態及機件變形等多方面因素影響,大修發動機中介機匣同心度不合格故障發生幾率很大,對此,中介機匣同心度是必檢項。
2.4.1 中介機匣同心度檢測技術要求
(1)低壓壓氣機軸承機匣B5面軸相對中介機匣軸Ч 在垂直下方的軸位移應為:Y1-Y5軸,0.08~0.10mm,方向向下;Y3-Y7軸,不大于0.05mm。
(2)位于中央錐齒輪傳動裝置機匣上的軸承外鋼圈跑道表面Л 相對中介機匣軸Ч 沿垂直軸位移應在0.08~0.10mm內。
當實際測量值無法滿足上述2項技術條件中任1項要求時,需按如圖6、7所示的方式實施中介機匣同心度位移調整工作。
2.4.2 中介機匣同心度檢測基礎數據不合格的調整
(1)測量中介機匣各配合表面跳動量超出允許值時,需先檢查中介機匣組件裝配的正確性,即分解中介機匣組件重新裝配、測量,排除人為因素所引起的裝配測量誤差。
(2)若裝配正確,需分下高壓壓氣機工藝軸承外鋼圈,測量軸承機匣T2面相對中介機匣Б1面的跳動量應不大于0.02mm,如圖8所示。
(3)當軸承機匣T2面相對中介機匣Б1面的跳動量過大時,需分解中介機匣,按如圖8所示的要求車削軸承機匣T2面。
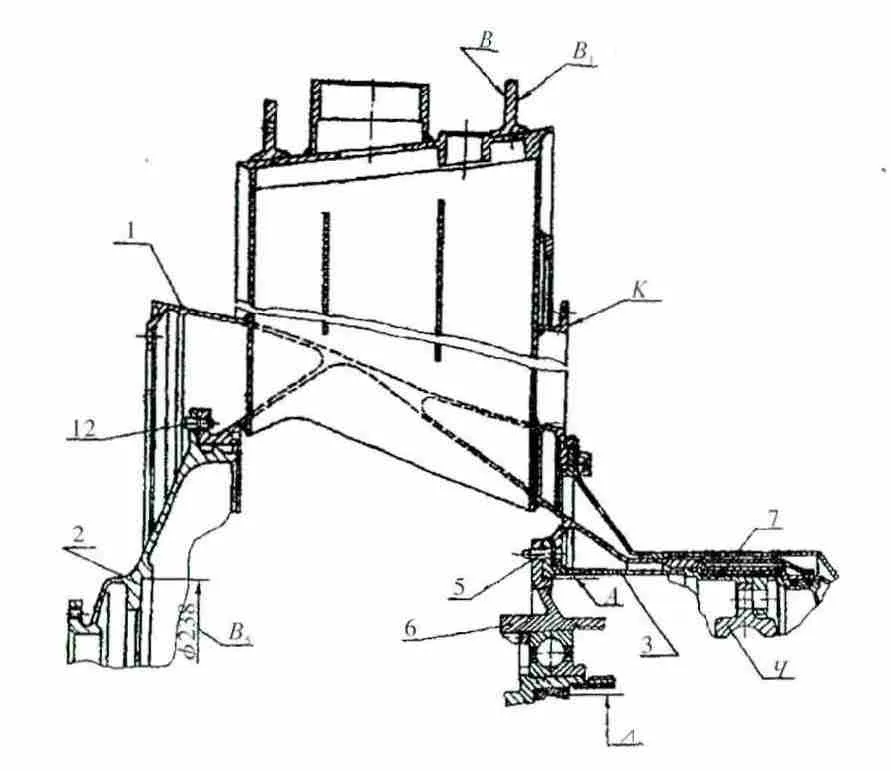
圖6 中介機匣同心度測量點位置
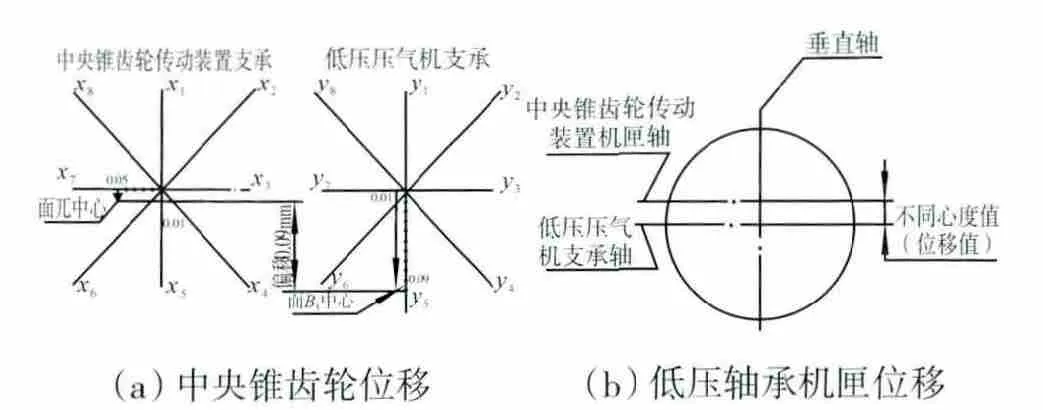
圖7 中介機匣同心度測量位移方向
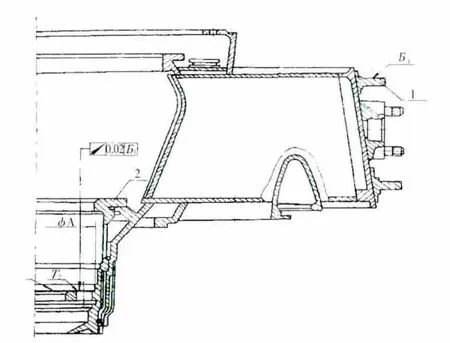
圖8 軸承機匣測量加工
2.4.3 通過調整中央錐齒輪傳動機匣修正不同心度的位移排故要點
針對中央錐齒輪傳動機匣的軸承外鋼圈跑道表面Л 跳動量不合格故障(圖6),需分解中央錐齒輪傳動裝置機匣和高壓軸承機匣,利用專用工具從中介機匣殼體上擠壓出中央錐齒輪傳動裝置機匣的定位銷釘,對正零件上刻線,將高壓軸承機匣、中央錐齒輪傳動機匣依次裝入中介機匣,使中央錐齒輪傳動機匣與高壓軸承機匣、中介機匣的銷釘孔對齊,用工藝螺釘固定但不擰緊,在允許范圍內適當校正中央錐齒輪傳動裝置機匣的裝配位置,輕微改變各機匣間局部裝配間隙,固定并組合鉸孔安裝加大組別的定位銷排除軸承外鋼圈的跳動量,以達到修正支點同心度的跳動值,滿足技術條件的要求。
2.4.4 通過移動低壓軸承機匣修正不同心度的位移
當發生低壓軸承機匣B5表面跳動量不合格故障時(圖6),需分解低壓軸承機匣,利用專用工具從中介機匣安裝邊上拔下6個定位銷,在低壓軸承機匣垂直軸上方標記線及原6個定位銷孔對正的前提下,將低壓軸承機匣安裝在中介機匣上,用工藝螺釘固定但不擰緊,適當校正低壓軸承機匣的裝配位置,輕微調整機匣間局部裝配間隙,固定并組合鉸孔安裝加大組別的定位銷,排除低壓后支點軸承機匣表面跳動量,以修正支點同心度的跳動值,滿足技術要求。
2.4.5 長定位銷的補充加工
為保證發動機工作可靠性,在中央錐齒輪傳動裝置原惟一定位銷的對面(約180°位置)增加了第2個長定位銷,因此,需增加對第2個長定位銷的檢查及補加工工作。中介機匣內沒有第2個長定位銷的,必須進行補加工。補加工工藝與中介機匣同心度不合格后位移修正過程中定位銷釘孔的組合加工相同。第2個定位銷孔的孔徑最小為為保證組件裝配質量,備有不同組別的長定位銷釘供選擇,分組別的定位銷直徑相差0.1mm,定位銷孔徑允許最大加工至Ф=7.3mm,每次孔徑的加工去除量最大為0.1mm。
2.4.6 影響中介機匣位移修正準確實施的基準
中介機匣同心度的檢測要求中介機匣與軸承機匣結合端面T2的跳動量應小于0.02mm,跳動值超差嚴重的可車加工中介機匣與軸承機匣結合處的安裝邊,但必須保證機匣安裝邊厚度不小于4mm,車加工T2面后的安裝邊跳動小于0.06mm,且允許安裝邊局部留有沒車削掉的痕跡(圖8)。
中介機匣同心度檢測不合格實施位移調整前,需檢查并保證滿足高壓軸承機匣外徑與中介機匣內配合表面及中央錐齒輪傳動裝置機匣外徑與高壓軸承機匣配合處的裝配間隙要求,這2處機匣裝配間隙是直接影響中介機匣位移修正準確實施的關鍵因素。在公差范圍內,對機匣的直接影響部位適當補加工,可保證調整后中介機匣裝配基準的穩定性。
隨著發動機修理難度不斷增加,多年來通過上述方案修理合格的發動機臺份約占發動機總量的1/4~1/3,特別是第2個長定位銷相關結構的技術改進,在一段時期內約有近半數返廠的發動機都進行了擴鉸第2個長定位銷孔的補充加工。
3 結論
(1)在中介機匣組件采用挖補補焊修復技術排除了分流環裂紋掉塊故障,采用極坐標定位與制定模板襯套相結合的方法提高了新品襯套的加工精度,裝配過盈銷釘采用擴口工藝保證零件的堵孔質量等修理方案都經過現場工藝和產品質量評審,并通過工廠試車考核。
(2)修復后的中介機匣組件均裝機使用,發動機外場工作正常,驗證了修理方案的合理性,表明修理后的狀態可滿足發動機可靠性要求。
(3)上述修理方案的實施,延長了中介機匣組件的使用壽命,實現了中介機匣自主修理,提高了中介機匣的利用率、降低了發動機修理成本。
[1]陳光,洪杰,馬艷紅.航空燃氣渦輪發動機結構[M].北京:北京航空航天大學出版社,2010:331-334.CHEN Guang,HONG Jie,MA Yanhong.Structure of aero gas turbine engine [M].Beijing:Beijing University of Aeronautics and Astronautics Press,2010:331-334.(in Chinese)
[2]謝壽生.АЛ-31Ф 加力渦扇發動機[M].西安:空軍工程大學工程學院,2002:30-31.XIE Shousheng.АЛ-31Ф afterburning turbofan engine[M].Xi'an University of Air Force.Engineering 2002:30-31.(in Chinese)
[3]張寶誠.航空發動機試驗和測試技術[M].北京:北京航空航天大學出版社,2005:280-282.ZHANG Baocheng.Experiment and testing technoiogy of aeroengine[M].Beijing:Beihang University Press,2005:280-282.(in Chinese)
[4]姜偉,曹福泉,王偉,等.裝配試車技術[M].北京:科學出版社,2002:147-149.JIANG Wei,CAO Fuquan,WANG Wei,et al.Assembly and test technology[M].Beijing:Science Press,2002:147-149.(in Chinese)
[5]鄧明.航空燃氣渦輪發動機原理與構造[M].北京:國防工業出版社,2008:245-246.DENG Ming.Theory and structure of aero gas turbine enginer[M].Beijing:National Defense Industrial Press,2008:245-246.(in Chinese)
[6]劉長春,廖連芳,邵丕仁,等.某型航空發動機中介機匣分流環插接安裝的脫開失效載荷分析[J].航空發動機,2012,38(1):7-8.LIU Changchun,LIAO Lianfang,SHAO Piren,et al.Invalidation load analysis of splicing detachment for an splitter of intermediate case for aeroengine [J].Aeroengine,2012,38(1):7-8.(in Chinese)
[7]孫楊,劉振德,鄭嚴,等.某渦噴發動機中介機匣振動模態分析[J].推進技術,2001,22(6):486-488.SUN Yang,LIU Zhengde,ZHENG Yan,et al.Vibration modal analysis on intermediate casing of turbojet engine[J].Journal of Propulsion Technology,2001,22(6):486-488.(in Chinese)
[8]航空發動機設計手冊總編委會編.航空發動機設計手冊:第5冊[M].北京:航空工業出版社,2002:174-177.Editorial Board of Aeroengine Design Manual.Aeroengine design manual(Part 5)[M].Beijing:Aviation Industry Press,2002:174-177.(in Chinese)
[9]岳國金,晏礪堂,李其漢.轉子碰摩的振動特征分析[J].航空學報,1990,11(10):499-502.YUE Guojin,YAN Litang,LI Qihan.Vibration features analysis of rubbing rotors[J].Acta Aeronautica et Astronautica Sinica,1990,11(10):499-502.(in Chinese)
[10]王德友.旋轉機械轉靜子碰摩振動特性[J].航空發動機,1998,24(2):36-41.WANG Deyou.Vibration features from rubbing between rotor and stator of rotation machinery [J].Aeroengine,1998,24(2):36-41.(in Chinese)
[11]晏礪堂,朱梓根,宋兆泓.結構系統動力特性分析[M].北京:北京航空航天大學出版社,1989:35-41.YAN Litang,ZHU Zigen,SONG Zhaohong.Dynamic characteristic analysis of structure system [M].Beijing:Beihang University Press,1989:35-41.(in Chinese)
[12]曹茂國,孟憬非.某型發動機整機振動故障分析[J].航空發動機,1994,20(4):15-21.CAO Maoguo,MENG Jingfei.Failure analysis of an aeroengine vibration[J].Aeroengine,1994,20(4):15-21.(in Chinese)
[13]可成河,鞏孟祥,宋文興.某型發動機整機振動故障診斷分析[J].航空發動機,2007,33(1):24-26.KEChenghe,GONGMengxiang,SONGWenxing.Fault diagnosisanalysis of an aeroengine vibration[J].Aeroengine,2007,33(1):24-26.(in Chinese)
[14]鄭旭東,張連祥.航空發動機整機振動典型故障分析[J].航空發動機,2013,39(1):34-37.ZHENG Xudong,ZHANG Lianxiang.Typical failure analysis of aeroengine vibration [J].Aeroengine,2013,39(1):34-37.(in Chinese)
[15]王聰梅,崔榮繁,蔣洪權,等.機匣制造技術[M].北京:科學出版社,2002:74-75.WANG Congmei,CUI Rongfan,JANG Hongquan,et al.Casing manufacturing technology[M].Beijing:Science Press,2002:74-75.(in Chinese)
猜你喜歡
汽車維修與保養(2021年8期)2021-02-16 00:28:30
汽車維修與保養(2021年8期)2021-02-16 00:28:18
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
汽車與新動力(2015年1期)2015-02-27 12:11:01
汽車與新動力(2014年2期)2014-02-27 12:10:15