空氣控制閥防護(hù)裝置箱體沖壓工藝及模具設(shè)計(jì)
2014-11-13 08:15:58康海軍余金鳳金業(yè)全
鍛壓裝備與制造技術(shù) 2014年4期
關(guān)鍵詞:工藝
康海軍,余金鳳,金業(yè)全,李 偉
(南車眉山車輛有限公司 工藝技術(shù)部,四川 眉山 620032)
空氣控制閥防護(hù)裝置箱體沖壓工藝及模具設(shè)計(jì)
康海軍,余金鳳,金業(yè)全,李 偉
(南車眉山車輛有限公司 工藝技術(shù)部,四川 眉山 620032)
介紹了空氣控制閥防護(hù)裝置箱體仿真模擬、沖壓工藝及展開方法,對(duì)箱體修邊落料模、一次沖缺口模結(jié)構(gòu)及設(shè)計(jì)要點(diǎn)作了簡要闡述。
沖壓成形;箱體;沖壓工藝;模具設(shè)計(jì);空氣控制閥
1 引言
空氣控制閥防護(hù)裝置是我公司為空氣控制閥(圖1)研制的一種新型防護(hù)外殼,它將原先組焊式外殼改為沖壓件使防護(hù)裝置更美觀、輕便。圖2所示箱體是該防護(hù)裝置的關(guān)鍵零件,材質(zhì)DZ04,料厚3mm,質(zhì)量要求較高。除尺寸精度外,還要求表面平整,棱線清晰,無起皺和破裂等缺陷。
圖1 空氣控制閥
我公司積極推行工藝設(shè)計(jì)并行研發(fā),工藝人員在產(chǎn)品研發(fā)階段就參與產(chǎn)品的工藝性審查,為產(chǎn)品設(shè)計(jì)提供合理建議。初期設(shè)計(jì)員根據(jù)空氣控制閥外形設(shè)計(jì)了內(nèi)凹式箱體,工藝員運(yùn)用作圖展開法進(jìn)行近似彎曲展開后,發(fā)現(xiàn)箱體內(nèi)凹部材料有較大面積的重疊,提出該部位拉伸會(huì)因材料補(bǔ)充不足而開裂,建議將內(nèi)凹改直。
2 工藝及仿真分析
箱體屬帶法蘭多邊形盒型件拉伸。其側(cè)壁是由直壁和圓角兩部分構(gòu)成,直壁部分的變形近似于彎曲,但不是簡單的彎曲,因拉伸時(shí)圓角部分的材料要向直壁流動(dòng),使直邊部分也受到切向壓縮;圓角部分的變形近似圓筒形的拉伸,但也不完全相同,拉伸時(shí)圓角部分材料可以向直邊流動(dòng),減輕了圓角部分變形[1]。
2.1 毛料展開計(jì)算
箱體底部由7段直邊與7段圓弧拐角組成。直邊部分按彎曲件展開,展開公式為[1]:
L=H+r-0.43(r凸+r底)
式中:r——角部圓角半徑,mm;
r凸——凸緣處圓角半徑,mm;
r底——底部圓角半徑,mm;
圓角部分按凸緣筒形件展開,展開公式為[2]:

式中:i——橫的、豎的與斜的直線長度和弧線長度,mm;
x——直線重心和弧線弧心到旋轉(zhuǎn)軸的垂直距離,mm;
r——圓弧半徑,mm;
h——圓弧在對(duì)稱軸上的投影長度。
下面以箱體右上角部為例簡述其作圖展開的方法。首先根據(jù)凸緣與直邊的交點(diǎn)1、2,分別計(jì)算出1′、2′兩個(gè)展開圓,從直邊展開點(diǎn)分別畫 1′、2′圓的切線,并按凸緣外形修正中間形狀,將各尖點(diǎn)圓滑過度。依次將7段直邊與7段圓弧逐步展開,就得到箱體展開如圖3所示。
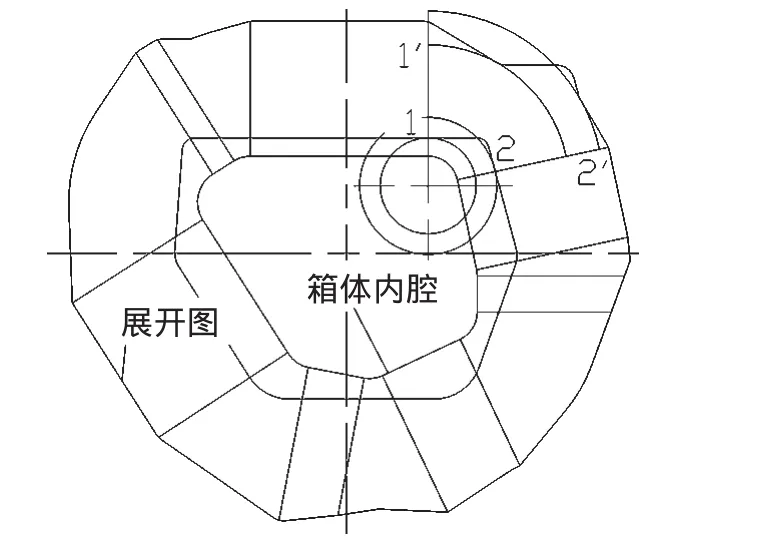
圖3 作圖法展開
圖4所示為通過實(shí)物試壓、修正、簡化后確定的實(shí)際展開。另外,我們還運(yùn)用PAM-STAMP鈑金成形有限元仿真軟件對(duì)該件進(jìn)行展開分析。比對(duì)三種展開結(jié)果,發(fā)現(xiàn)作圖展開與仿真展開外形尺寸復(fù)雜,存在大量擬合曲線,而實(shí)際展開是包含在作圖展開與仿真展開內(nèi)的一條簡化后展開線,該展開線更適合制造毛坯落料模。

圖4 實(shí)際展開料
2.2 成形分析
由于r凸=17mm較小,小于一次拉伸圓角半徑(8~12)δ的要求,故需增加一道整形工序。第一次拉伸r凸取10倍料厚即30mm,整形前后工件高度相差值 Δh=0.43(r1-r2)=0.43×(30-17)=5.59mm(r1、r2整形前、后r凸圓角半徑)。按r凸=30mm,H=236.5mm重新繪制箱體第一次拉伸模型,在PAM-STAMP軟件中,讀入數(shù)據(jù)進(jìn)行CAE分析。
零件材料為DC04冷軋鋼板,料厚t=3mm,其力學(xué)性能參數(shù)為:屈服強(qiáng)度σS=210MPa,抗拉強(qiáng)度σb=270MPa,楊氏模量 E=210GPa,硬化指數(shù) n=0.18,各項(xiàng)異性指數(shù)為ν=1.5,伸長率δ=40%。
提取箱體模型面生成模具的凸模、凹模、壓邊圈等,并根據(jù)公司設(shè)備情況,設(shè)置壓邊力600kN,摩擦系數(shù)0.12,提交求解器進(jìn)行仿真計(jì)算,模擬結(jié)果如圖5所示,模擬厚度分布如圖6所示。
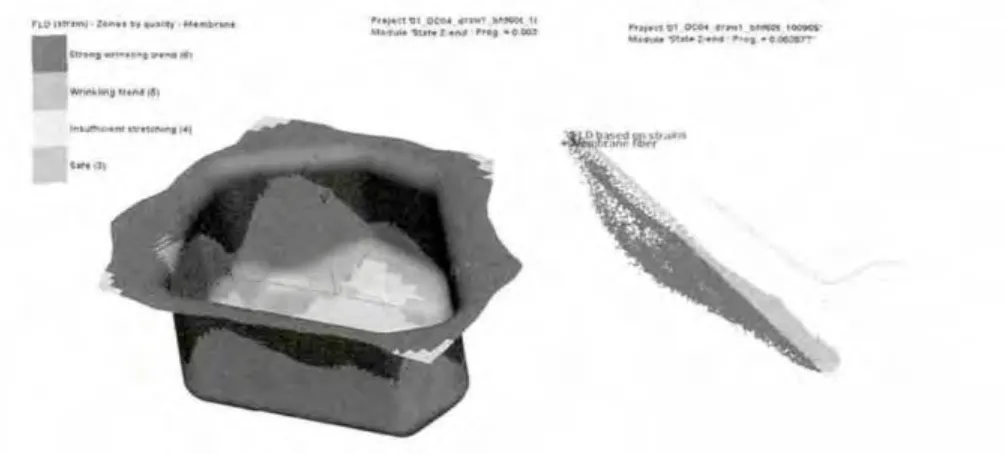
圖5 模擬結(jié)果及成形極限圖(FLD)
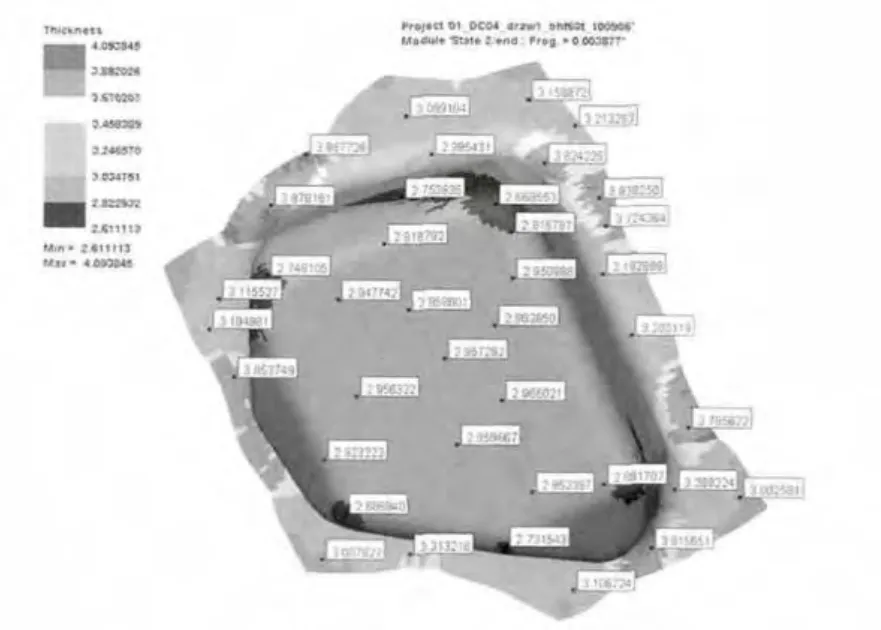
圖6 厚度分布圖
從圖中可以看出,凸緣面增厚比較明顯,最大厚度4.09mm,有明顯的起皺趨勢;箱體底部圓角最小厚度2.61mm,減薄率最大13%,但還處于安全區(qū),該件的成形難點(diǎn)在于防止凸緣起皺。可通過增加壓邊力或設(shè)計(jì)工藝?yán)咏罱鉀Q之,我們選用了前者。
2.3 工藝分析
通過以上分析,箱體成形需拉伸、整形兩次工序;而凸緣及側(cè)壁兩處缺口,需兩次沖缺口工序;凸緣及底部各孔可一次沖出。基于以上分析確定箱體加工工藝流程:毛坯落料─拉伸─整形─修邊落料─沖孔─一次沖缺口─二次沖缺口。
3 模具設(shè)計(jì)
依據(jù)上面工藝安排,箱體制造需7套模具。本文只介紹其中的修邊落料模(圖7)及一次沖缺口模(圖8)。
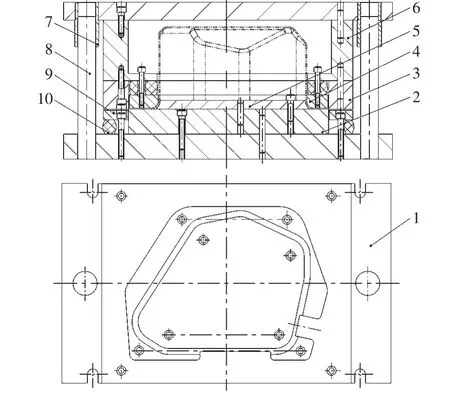
圖7 修邊落料模
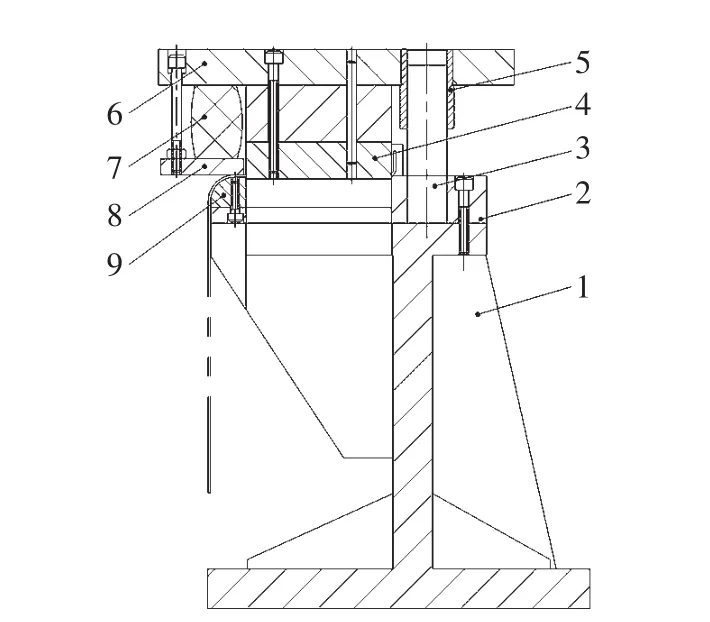
圖8 一次沖缺口模
由于箱體凸緣與側(cè)壁缺口貫通,處于相互垂直的面上,可考慮將箱體傾斜放置一次沖裁加工,但模具結(jié)構(gòu)復(fù)雜,制造困難。故采用在修邊落料工序先切除凸緣面及r凸=17mm弧長一半缺口,在沖缺口工序?qū)?cè)壁缺口放置水平,切除剩余部分的模具設(shè)計(jì)方案。
修邊落料模采用凸模在下的倒裝結(jié)構(gòu),箱體反扣于下模,箱體內(nèi)腔用定位板5定位,按照以上分析修邊落料模需切除凸緣面及r凸=17mm弧長一半的缺口,故該模具定位板缺口處也設(shè)計(jì)了沖裁刃口。考慮到箱體尺寸較高,以及設(shè)備參數(shù)所限,下模采用聚氨酯橡膠卸料以降低模具的閉合高度。受箱體尺寸限制,上模卸料彈性體只能安裝于箱體法蘭外輪廓與側(cè)壁之間有限空間內(nèi),無法布置足夠的彈簧以提供卸料力,故也采用聚氨酯橡膠卸料。
一次沖缺口模下模采用C型結(jié)構(gòu),為箱體側(cè)放入模具留出空間,設(shè)計(jì)中為增加下模墊1的剛度,在靠近凹模刃口兩側(cè)設(shè)有加強(qiáng)筋。沖裁時(shí)將修邊落料后的箱體側(cè)壁放置水平裝入模具,用上工序已沖出的凸緣缺口與凹模外形定位,在一次行程中沖去側(cè)壁缺口與剩余的r凸=17mm弧長使箱體凸緣與側(cè)壁缺口貫通。
4 結(jié)束語
(1)通過PAM-STAMP仿真模擬,對(duì)工件的開裂與起皺進(jìn)行預(yù)測,可以對(duì)產(chǎn)品前期開發(fā)提出合理建議,避免試制中產(chǎn)生大量的設(shè)計(jì)變更。同時(shí)可指導(dǎo)模具設(shè)計(jì),通過在模具設(shè)計(jì)中采取相應(yīng)措施,以減少模具調(diào)試成本與周期。
(2)通過作圖法展開與仿真展開毛料的對(duì)比,可大致判斷毛料的大致形狀與尺寸。實(shí)際生產(chǎn)中采用先數(shù)控準(zhǔn)備毛坯料,再通過壓型過程中不斷修正毛坯料,最后確定外形輪廓相對(duì)簡單的下料形狀及尺寸,并配制相應(yīng)的毛坯落料模。
[1] 鈑金沖壓工藝手冊(cè)編委會(huì).鈑金沖壓工藝手冊(cè)[M].北京:國防工藝出版社,1989.
[2] 萬戰(zhàn)勝.沖壓工藝及模具設(shè)計(jì)[M].北京:中國鐵道出版社,1995.
Stamping processing and tool design of protective gear box for air brake valve
KANG Haijun,YU Jinfeng,JIN Yequan,LI Wei
(Process Technical Dep.,CSR Meishan Rolling Stock Company,Meishan 620032,Sichuan China)
The simulation,stamping process,and spread method of protective gear box for air brake valve have been introduced.The structure and design key points of gear box trimming blanking tool and single piercing tool have been briefly put forward.
Air brake valve;Stamping;Processing;Tool design
TG386
B
1672-0121(2014)04-0074-03
2014-02-09
康海軍(1974-),男,高級(jí)工程師,從事沖壓工藝與模具設(shè)計(jì)
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
