鋁帶拉彎矯直機組設計分析
2014-11-13 10:50:50唐琥
鋁加工 2014年3期
唐 琥
(洛陽有色金屬加工設計研究院 裝備技術公司,河南 洛陽 471039)
0 前 言
隨著我國國民經濟的快速發展,市場規模的逐步擴大,各行各業對鋁板帶材的產品質量要求越來越高。家用電器業、民用建筑裝飾業、印刷業的極大發展,迫切需要高質量的鋁板帶材。在這樣的契機下我院開發了鋁帶拉彎矯直機組。我院的拉彎矯已經歷了十四年的發展,在此期間結合市場需要、實際生產不斷積累經驗與開拓創新,在機型配置、力能參數、建設數量上都有了長足的進步和發展。9年間提供了四十多條拉彎矯直機組;產品厚度由0.1mm到3.2mm;產品寬度由1450系列發展到2300系列;機列速度由150m/min發展到430m/min。
2007年,我院新簽一臺為寬度為1850mm鋁帶拉彎矯直機組。由于甲方對帶材矯直板型及清洗效果和切邊質量要求很高,以往的機型無法滿足用戶的要求,必須創新,開發了該機組。本人參與了該機組的設計工作和調試工作,現就設計及調試過程中出現的問題,在這里進行一些分析和探討。
1 機組的主要性能參數
來料材質:純鋁及軟鋁合金(1000系、3000系、5000系, 8000系);帶材屈服極限:40~330MPa;帶材抗拉強度:80~350 MPa;來料厚度: 0.1~1.0mm;來料寬度: 850~1700mm;來料最大卷徑:φ1920mm;來料最大卷重: 11t(含套筒重量);來料套筒尺寸:φ605/φ665×1850mm;機組速度: 0~200~300m/min、0~200m/min;穿帶速度:20m/min;最大延伸率: 3%;來料板形:≤40I;拉彎控制板形: ≤3I;機列帶材通過標高:+1100mm;機列運行方向: 面對操作側從左到右;主傳動電機:交流變頻電機;張力輥組間最大張力:190kN;輔助傳動電機:交流電機;清洗用水的硬度:100mg/l;清洗用水的用量:最大3t/h;壓縮空氣壓力:4~6kg/cm2;壓縮空氣用量:16m3/min;液壓系統壓力:10MPa。
2 設備組成
機組設備組成見圖1。
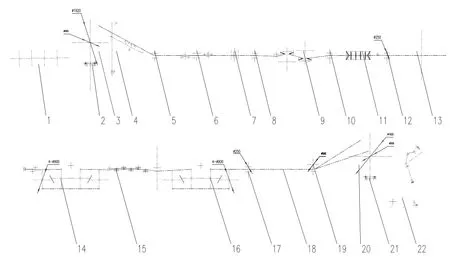
圖1 1850mm鋁帶拉彎矯直機組設備組成圖
其中清洗系統、噴油系統、廢邊卷取機、上套筒裝置圖中未顯示。
3 主要設備單元特點
3.1 清洗系統
以前的清洗系統均采用兩臺高壓供水泵分別對帶材的上下表面進行噴淋,并采用簡易過濾機(一層過濾紙)對污水進行過濾。通過現場調試發現,過濾紙的過濾精度低,只能過濾掉污水中大顆粒的雜質,而污水中的鋁粉及較小顆粒的雜質無法過濾掉,從而導致清洗效果差,時間一長,雜質還會把噴嘴堵住,導致清洗效果更差。
新設計的清洗系統主要由儲水箱、過濾機、兩級增壓泵以及其它低壓泵組成,其工作原理圖見圖2。
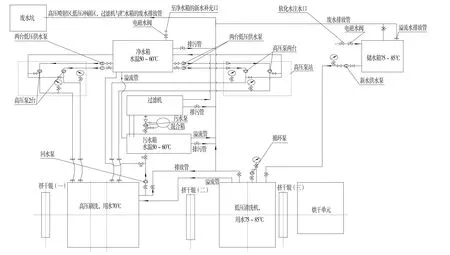
圖2 清洗系統原理圖
儲水箱將車間供應的軟化水加熱至85℃左右,采用液位計進行自動補水控制,通過加熱器加熱并自動控制溫度。通過新水供水泵將熱水送至低壓清洗機。低壓清洗機內的循環泵對帶材進行漂洗,多余的熱水溢流到高壓刷洗機,高壓刷洗機的污水通過回水泵打回污水箱,然后污水箱的污水通過污水泵打到過濾機進行過濾,過濾完的干凈水流入凈水箱,凈水箱的水通過四臺低壓供水泵和四臺高壓泵分別對帶材的上下表面進行高壓噴淋;高壓水是采用兩級增壓的形式,保證水壓穩定。高壓刷洗機配有兩個刷輥,分別對帶材的上下表面進行刷洗,以配合高壓噴淋。
過濾機采用板式帶壓過濾,對高壓刷洗裝置清洗后的污水、污油進行過濾與吸附,以進行循環清洗利用。凈水箱體內含蒸汽加熱管在初期生產前預加熱水溫,最高溫度不得超過60℃。污水箱上部設置溢流出口,在系統不斷補水的情況下,由溢流口將污水箱上部浮起的油脂溢出。該過濾機的過濾精度為5U。
通過現場證明該清洗系統完全滿足用戶的要求。
3.2 圓盤剪
在拉彎矯直機組中,帶材的邊部質量極為重要。如剪切質量不好,延伸率不能給大,如給大會出現斷帶現象,從而影響矯直效果。帶材邊部質量主要取決于圓盤剪的機械精度和可靠性,而圓盤剪的機械精度和可靠性與合理的設計以及精密的裝配密不可分。
圓盤剪由以下幾部分組成:①圓盤剪本體;②主傳動裝置;③機架移動裝置;④展平輥裝置;⑤碟型刀裝置;⑥機座、導槽、配管等其它部分。其中圓盤剪本體為切邊機構,是圓盤剪最重要的單元。
圓盤剪本體如圖3所示。圓盤剪本體有兩個對稱的機架—左右機架,機架內有上刀軸和下刀軸,上下刀軸上裝有刀片、隔環、液壓螺母等。上刀軸裝在一個偏心套內,可隨著偏心套的轉動變化徑向的位置,其軸向的運動被相關件完全限制。下刀軸裝在固定孔中,徑向不可移動,但可以在側隙調整機構的操縱下軸向移動。上刀隨著上刀軸的上下運動調整與下刀的重疊量,下刀隨著下刀軸的軸向移動調整與上刀的側間隙。圓盤剪的操作過程:先把圓盤刀的側間隙和重疊量調整好,再通過機架移動裝置中的一對左右旋滾珠絲杠副帶動左右機架,將圓盤剪開口度調整到適合帶寬的位置,然后主傳動驅動兩側的圓盤刀進行剪切。影響切邊質量最重要的兩個因素是側間隙和重疊量。
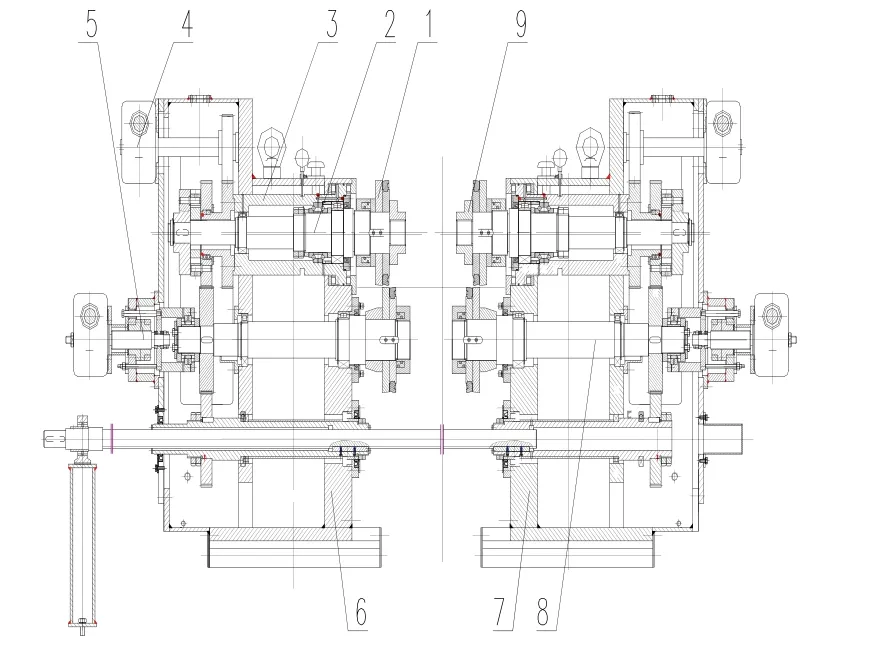
圖3 圓盤剪本體
3.2.1 側間隙的調整
圓盤剪采用專門的側隙調整機構,見圖4。該側隙調整機構與下刀軸聯接在一起,通過控制下刀軸的移動來實現側隙調整。為了保證側隙調整的精確與穩定,下刀軸與調整機構之間必須消除軸向游隙。調整機構采用螺紋傳動,并采用剖分式螺母以消除軸向間隙,因此可以使刀片間隙得到連續而穩定的變化,以實現側間隙在線可調。
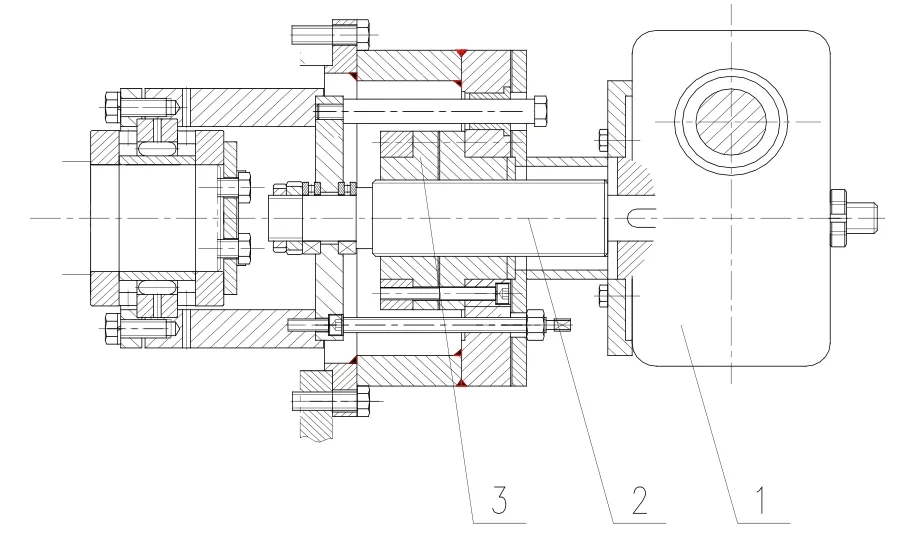
圖4 側隙調整機構
3.2.2 側間隙與端面跳動
調整后的側間隙在剪切過程中并不是一個恒定值,而是隨著一對上下刀片的旋轉周期性地變大變小,一圈一個變化周期,這是因為刀片總存在一定的端面跳動。端面跳動的數值應該有多大,這主要取決于帶材的厚度。比如要剪切0.2mm的帶材,按照經驗,刀片側間隙的變幅必須控制在微米級的范圍之內,單片刀片的端跳要控制在更小的數值,才能有好的切邊質量。
影響刀片端面跳動的幾個因素:①刀軸的竄動量;②刀軸上起定位作用的軸肩面的幾何精度;③刀片自身的加工精度;④鎖緊螺母;⑤其它的因素。
為了減少刀軸的竄動量,刀軸上的定位軸承采用了可以承受一定的預緊載荷和具有相當精度的軸承,并要求給刀軸施加軸向力。當該力在0~100kg時,每個刀軸軸承的軸向游隙控制在2.5μm至5μm以內。
上刀軸和下刀軸都有一個對刀片進行定位的軸肩,按照刀片直徑與軸肩直徑的比例,它的端跳數值會加倍地影響刀片的端跳數值。因此,軸肩的端跳精度要求更高,控制在3μm以內。往往加工無法保證這樣高的精度,為了達到該精度,常常采用人工研磨軸肩的方法。
3.2.3 重疊量的調整
重疊量的調整在上刀軸上實現,上刀軸裝在一個偏心套里,用手轉動減速箱的手輪,減速箱轉動一對嚙合的齒輪,齒輪轉動偏心套,偏心套帶動上刀軸和刀片作徑向移動,即可調整上刀與下刀的重疊量。由于上刀軸要求與機架之間無軸向竄動,因此不僅要求上刀軸與偏心套之間無軸向竄動,還要求偏心套與機架之間無軸向竄動。所以上刀軸偏心套定位尤為重要。上刀軸偏心套定位見圖5。

圖5 上刀軸偏心套定位圖
老式上刀軸偏心套定位采用壓蓋壓偏心套,偏心套壓銅磨擦片的結構。往往壓蓋壓的過緊,偏心套轉不動;壓的過松,偏心套轉動靈活,但上刀軸出現軸向竄動。而且銅磨擦片易磨損,影響剪切效果。新式上刀軸偏心套定位采用壓蓋壓軸承,軸承壓偏心套的結構。這種結構只要將壓蓋壓死,偏心套即能轉動靈活,且上刀軸無軸向竄動。
3.3 矯直單元
矯直單元用于產生永久的帶材延伸以消除來料的板型缺陷。矯直單元由幾組彎曲輥系和一組可調節的矯正輥系組成,彎曲輥系使帶材在其間產生彎曲變形,矯正輥系用于矯正帶材通過彎曲輥系時產生的彎曲。通常把彎曲輥系和矯正輥系設計成一樣,以便維護。
對于各種要加工帶材的厚度范圍,我們總是希望做到:彎曲輥系的工作輥直徑足夠小以獲得最小厚度帶材的足夠彎曲應變,并且該直徑足夠大以便匹配足夠大的支承輥來承受最大厚度帶材產生的載荷(通常最大厚度帶材下的張力最大)。
因為足夠的剛度是最根本的要求,所以首先確定最大厚度情況下的工作輥、支承輥的結構參數和尺寸參數以及相應的張力。將所得的輥子尺寸再分析確認是否能夠在最小厚度情況下產生足夠大的延伸率。如果選擇最薄帶材時的矯直張力接近帶材的屈服張力,容易出現斷帶現象。一般來說,最薄帶材時的矯直張力限制在帶材的屈服張力的0.8以下。這種分析計算通常要反復幾次,以便同一工作輥直徑可以適應于客戶要求的厚度范圍。
具有分段支承輥,中間輥為通長輥的6輥型,這種配置也需要上面描述的精度。允許比3輥型小的工作輥。其通長中間輥一般加工有螺旋槽以利于減少灰塵、氧化物等渣滓。采用這種配置必須考慮有足夠大的包角使帶材和輥子之間產生足夠的力來克服大量支承輥的密封及潤滑脂產生的阻力。如果包角較小,中間輥和支承輥很容易產生擦傷。
我院設計的矯直單元有兩種型式:一種是彎曲包角可調型;另一種是彎曲包角不可調型。
彎曲包角可調型的矯直單元,其下輥系可通過螺旋升降機上升和下降,來改變其彎曲包角,從而實現彎曲包角可根據來料板形在線可調。輥系在上升和下降時仍要保持良好的水平度及輥系間的平行度,所以要求輥子的制造精度及輥系相關件的裝配精度極高,維護較難。而且操作因人而異,無法保證產品質量的連續性。但其優點是較后者降低了入出口張力輥組的電機功率。
而彎曲包角不可調型的矯直單元,采用固定包角、大輥距、大輥徑的布置方式,該方式有如下優點:①該種分布極大地減小了輥系震動引起的各種問題;②該種分布不進行矯直頭的壓下調整,使操作更簡單,而且產品質量不會因人而異,保證產品的連續質量;③該種分布維護方便。但其缺點是較前者入出口張力輥組的電機功率較大。