5182鋁合金扁錠質(zhì)量缺陷的分析與控制
2014-11-13 10:50:52梁魯清
鋁加工 2014年3期
關(guān)鍵詞:裂紋
梁魯清
(青海橋頭鋁電股份有限公司,青海 西寧 810100)
0 前 言
5182合金屬5xxx系鋁合金系列,是以鎂為主要合金元素的鋁合金,屬于不可熱處理強(qiáng)化鋁合金,具有較高的強(qiáng)度、良好的塑性、耐蝕性、沖壓性能等綜合加工性能,在船艦、航空航天等領(lǐng)域中有著廣泛的應(yīng)用。目前已成為制造全鋁易拉罐和馬口鐵易拉罐罐蓋、拉環(huán)及其封裝組件的最佳鋁合金材料。
公司于2013年底開始研究開發(fā)罐蓋(拉環(huán))用5182鋁合金扁鑄熱軋坯料,試生產(chǎn)過(guò)程中出現(xiàn)較多的產(chǎn)品質(zhì)量缺陷問(wèn)題。本文就試生產(chǎn)中產(chǎn)品質(zhì)量缺陷進(jìn)行了簡(jiǎn)要分析,并探討相應(yīng)的控制措施。
1 5182合金扁錠存在的主要問(wèn)題
1.1 氫含量超標(biāo)
5182合金扁錠的質(zhì)量缺陷問(wèn)題最主要體現(xiàn)在氫含量超標(biāo),見(jiàn)表1。
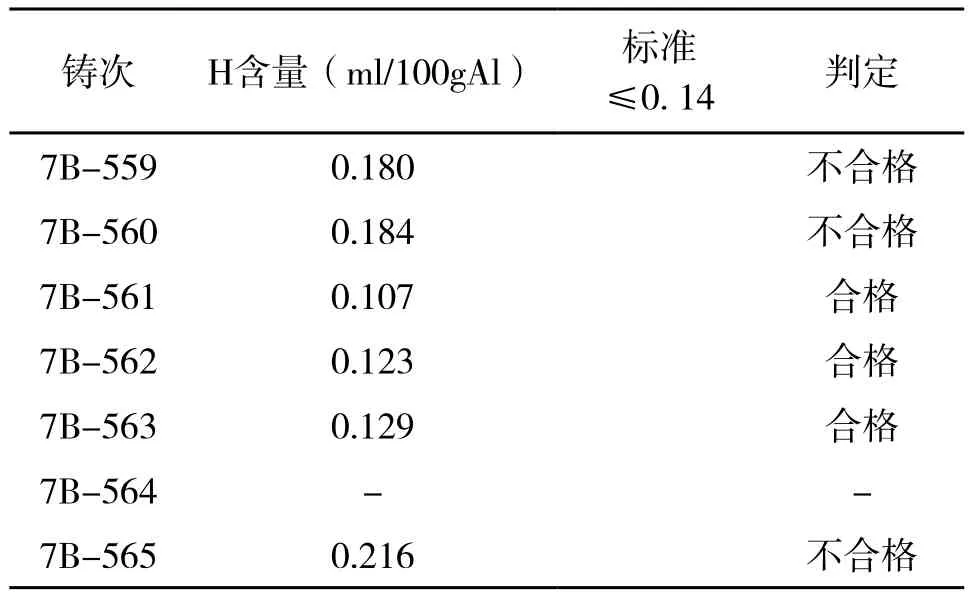
表1 扁錠實(shí)測(cè)氫含量
1.2 堿金屬嚴(yán)重超標(biāo)
扁錠堿金屬實(shí)測(cè)情況見(jiàn)表2。
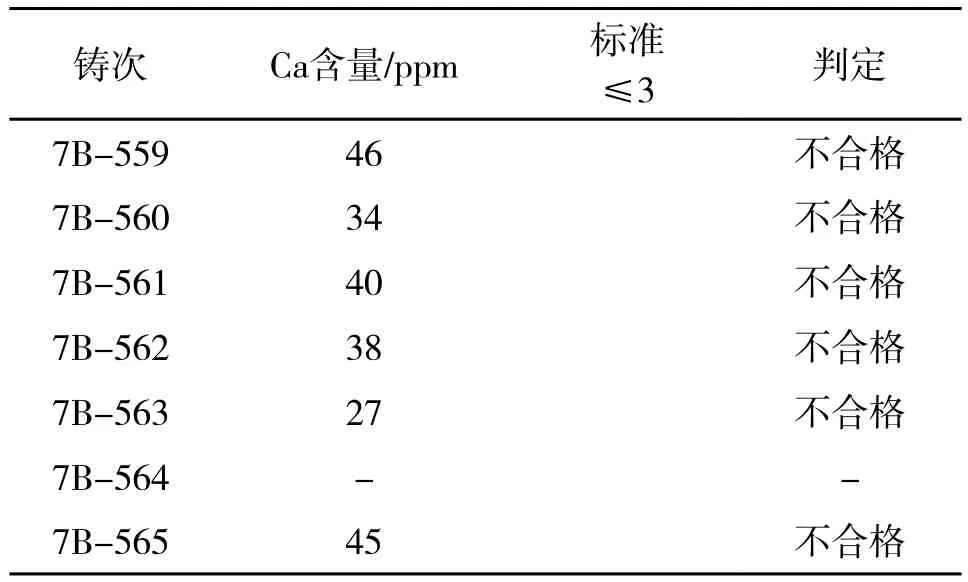
表2 扁錠實(shí)測(cè)Ca含量
1.3 內(nèi)部組織
晶粒度超標(biāo),產(chǎn)生羽毛狀晶,見(jiàn)表3。

表3 扁錠內(nèi)部組織檢測(cè)結(jié)果
1.4 表面主要質(zhì)量缺陷
表面主要質(zhì)量缺陷包括以下幾種:①鑄錠大面皺褶嚴(yán)重;②鑄錠表面裂紋:小面底部產(chǎn)生橫向裂紋;大、小面縱向通裂;③鑄錠鋪底處產(chǎn)生不同程度的漏鋁瘤。
2 5182合金扁錠存在的主要缺陷分析
2.1 氫超標(biāo)的原因
(1)電解鋁液中氣體含量較高(主要是H2)。公司用電解鋁液生產(chǎn)5182合金扁錠,由于鋁電解生產(chǎn)的特殊性,特別是倒入熔煉爐時(shí),鋁液與空氣中的水分發(fā)生反應(yīng),使其H含量進(jìn)一步升高。經(jīng)測(cè)量分析,高溫電解鋁液倒入熔煉爐后的H含量均在0.34~0.45ml/100gAl。
(2)在鋁鎂合金中,由于鎂的存在,進(jìn)入熔體中的H2O在高溫下更易與Mg反應(yīng)生成H,H又不能與Al、Mg反應(yīng),結(jié)合成H2分子,形成氣泡,溶于鋁熔體中。
(3)5182合金屬于高鎂鋁合金,合金熔體粘度大,合金熔體的流動(dòng)性差,不利于H的析出;同時(shí)表面氧化膜不能阻止Mg的繼續(xù)氧化和水汽的吸入。
(4)合金熔體在爐內(nèi)置放時(shí)間過(guò)長(zhǎng),易造成吸氫。
(5)澆鑄過(guò)程周圍環(huán)境濕度大,易造成熔體吸氫。
2.2 堿金屬Ca超標(biāo)的原因
(1)原輔材料中的Ca含量:①通過(guò)對(duì)電解鋁液的檢測(cè)分析,Ca含量最高為5.8ppm,最低為1.2ppm,≥3ppm的占到24%;②配料及凈化用金屬添加劑(中間合金)和金屬溶劑含Ca高,見(jiàn)表4;③鋁熔體精煉用粘土磚中CaO較高。
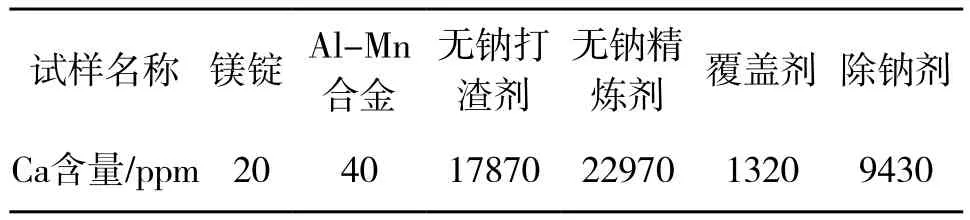
表4 生產(chǎn)5182合金各種添加劑的Ca含量分析結(jié)果
(2)爐內(nèi)襯、流槽內(nèi)襯等破損造成Ca進(jìn)入鋁熔體。
(3)無(wú)除鈣措施。
2.3 晶粒度超標(biāo)、產(chǎn)生羽毛狀晶缺陷的原因
晶粒粗大是鑄錠內(nèi)部晶粒組織局部或全部晶粒變大超出要求的晶粒組織,羽毛晶是鑄錠晶粒組織柱狀晶的變種,兩種缺陷都屬于鑄錠內(nèi)部異常組織,通常是由于熔體過(guò)熱等原因造成,Al-Mg系合金更易產(chǎn)生羽毛狀晶。
(1)向結(jié)晶器導(dǎo)入高溫熔體和導(dǎo)入熔體方式不當(dāng)時(shí),在半連續(xù)鑄造時(shí)易生成孿晶,即為羽毛狀晶。由于液穴內(nèi)溫度不均勻,在溫度高的地方晶粒長(zhǎng)大得快,在鑄錠中出現(xiàn)局部大晶粒或大晶區(qū)。
(2)鋁熔體過(guò)熱或在爐內(nèi)停留時(shí)間過(guò)長(zhǎng),熔體有效活性質(zhì)點(diǎn)極少極易產(chǎn)生粗大晶粒及羽毛狀晶的傾向,再加之澆鑄時(shí)鑄錠的冷卻速度極快,在結(jié)晶前沿液體中的溫度梯度十分陡峭,過(guò)冷帶極為窄小的情況下就會(huì)生成羽毛狀晶組織。
2.4 鑄錠表面產(chǎn)生皺褶缺陷的原因
(1)合金熔體的粘度。影響熔體粘度的因素有合金的化學(xué)成分、熔體的溫度和熔體中的夾雜物含量等。A1-Mg系變形鋁合金中,隨著Mg含量增加,熔體的粘度增加[1],漏斗(分流袋)兩側(cè)敞露液體滯留時(shí)間長(zhǎng),氧化膜增厚。金屬氧化物的導(dǎo)熱性遠(yuǎn)比金屬的低,相當(dāng)于結(jié)晶器壁的一次冷卻強(qiáng)度減弱,同等條件下形成的液穴壁變薄,易導(dǎo)致皺褶缺陷的產(chǎn)生。
(2)添加A1-Ti-B細(xì)化劑的影響。A1-Ti-B合金中的主要質(zhì)點(diǎn)是TiA13和TiB2,其中TiB2質(zhì)點(diǎn)很小(約1.5μm),但熔點(diǎn)很高(2000℃以上)[2],在熔鑄條件下不溶解,分散于鋁熔體中,與夾雜物對(duì)鋁熔體的影響一樣,使其粘度增加,表面張力增大,增大合金皺褶缺陷產(chǎn)生的幾率。
2.5 鑄錠底部小面產(chǎn)生橫向裂紋
鑄錠小面尾部沒(méi)有充分固化未達(dá)到足夠強(qiáng)度便開始鑄造而引起的缺陷。產(chǎn)生原因:① 鑄造開始水流量太低;②鑄造開始速度太快;③鑄造開始的金屬溫度太高;④水冷卻能力改變;⑤水分布狀況不良;⑥鋁液填充時(shí)間太短。
2.6 鑄錠大、小面縱向通裂的原因
(1)大面氧化渣引起的裂紋產(chǎn)生原因:因5182合金氧化性大,在熔體表面易生成不致密的、疏松多孔的氧化膜和氧化渣,漂浮在鑄錠的液面上,被熔融金屬上氧化層的移動(dòng)而推到液面邊緣懸掛在鑄錠表面上。氧化物是絕熱體,在鑄錠外殼上造成熱點(diǎn)和應(yīng)力集中上升,引起開裂,形成裂紋源[3]。
(2)小面裂紋產(chǎn)生的原因:連續(xù)鑄造時(shí),扁鑄錠小面受三面冷卻,而大面中心部位受兩面冷卻,小面沿鑄錠軸向的溫度梯度和冷卻速度大大超過(guò)大面中心部位沿鑄錠軸向的溫度梯度和冷卻速度,因而使鑄錠小面產(chǎn)生沿高度方向作用的拉應(yīng)力。在剛開始的時(shí)候,因小面底部產(chǎn)生橫向裂紋或非金屬夾雜物起了應(yīng)力集中的作用,使之在小面區(qū)便形成了原始裂紋源。
(3)大、小面縱向通裂原因:在鑄錠產(chǎn)生大小面裂紋源的前提下,隨著鑄錠的逐漸冷卻,鑄錠內(nèi)的殘余應(yīng)力在原始裂紋處發(fā)生局部集中,當(dāng)超過(guò)金屬?gòu)?qiáng)度所允許的程度時(shí),便引發(fā)裂紋的繼續(xù)擴(kuò)展,導(dǎo)致縱向通裂缺陷。
2.7 鑄錠底部產(chǎn)生不同程度的漏鋁瘤缺陷的原因
(1)過(guò)冷狀態(tài)。澆鑄時(shí)金屬溫度和金屬液位高度配置不合理,導(dǎo)致鑄錠底部過(guò)渡區(qū)間的沸騰膜不均勻,部分區(qū)域產(chǎn)生過(guò)冷狀態(tài),產(chǎn)生金屬溢漏,形成漏鋁瘤。
(2)金屬分配袋破損或不良的金屬分配。這樣會(huì)導(dǎo)致金屬分流不均勻,鑄錠凝殼內(nèi)層處溫度有高有低,高的區(qū)域易產(chǎn)生二次重熔,沖破凝殼形成漏鋁瘤。
(3)鑄造速度提升斜率過(guò)慢或冷卻水斜率提升速度過(guò)快。澆鑄過(guò)渡區(qū)期間,鑄造速度提升過(guò)慢,易產(chǎn)生鑄錠凝殼處的高溫熔體二次重熔沖破凝殼形成漏鋁瘤。冷卻水提升速度過(guò)快,底部收縮大,易產(chǎn)生金屬溢漏,形成漏鋁瘤。
(4)圓弧角里冷卻量太大。結(jié)晶器圓弧角冷卻水量大,鑄錠圓弧角部收縮大,易產(chǎn)生金屬溢漏,形成漏鋁瘤。
3 5182合金扁錠質(zhì)量缺陷控制措施
3.1 氫含量
(1)電解鋁液入爐前的除氣預(yù)處理:高溫電解鋁液用真空包從電解車間到鑄造車間轉(zhuǎn)入準(zhǔn)備好的敞口包中,采用CCl4進(jìn)行原鋁精煉脫氣處理,電解原鋁中的H含量可從0.40ml/100gAl降至0.20ml/100g Al以下。
(2)為避免鋁熔體長(zhǎng)時(shí)間置放爐內(nèi)吸氫的危害,盡量縮短爐內(nèi)配料時(shí)間,縮短合金熔體在兩爐(熔煉爐、靜置爐)中的置放時(shí)間,對(duì)高鎂合金在熔煉爐中的時(shí)間應(yīng)控制在6h之內(nèi),靜置爐內(nèi)時(shí)間控制在2h之內(nèi)。
(3)為降低5182合金熔體的粘度,提高熔體流動(dòng)性,有利于H的析出,熔體精煉介質(zhì)采用高純氬氣,不用氮?dú)猓粷茶T過(guò)程,適當(dāng)提高澆鑄溫度(700~710℃)。
(4)改善澆鑄平臺(tái)周圍環(huán)境。澆鑄過(guò)程封閉豎井周圍或在鑄造平臺(tái)四周安裝流風(fēng)機(jī),生產(chǎn)時(shí)啟動(dòng)風(fēng)機(jī)進(jìn)行抽氣處理,預(yù)防水蒸氣進(jìn)入鋁熔體造成H升高。
3.2 堿金屬
(1)嚴(yán)格控制原輔材料的質(zhì)量;(2)不用耐火磚作為熔體精煉介質(zhì);(3)合金轉(zhuǎn)組生產(chǎn)時(shí),爐子、流槽、除氣箱、過(guò)濾箱等載流工器具必須清理干凈、修補(bǔ)完善;并預(yù)防生產(chǎn)過(guò)程中破損;(4)采用合適的無(wú)鈉除鈣劑進(jìn)行除鈣處理。
3.3 粗大晶粒、羽毛狀晶
(1)縮短熔體在爐內(nèi)的置放時(shí)間。
(2)提高熔體溫度均勻性,防止熔體局部過(guò)熱。充分發(fā)揮熔煉爐電磁攪拌對(duì)鋁熔體溫度均勻的作用性能;加強(qiáng)保溫爐中熔體的攪拌作用,同時(shí)合理調(diào)整爐內(nèi)透氣塞的運(yùn)行模式。
(3)合理調(diào)整配料固液比,提高金屬冶金活性,增加金屬非自發(fā)性形核的幾率。
(4)適當(dāng)提高澆鑄時(shí)的冷卻強(qiáng)度,降低結(jié)晶液穴寬度與高度,提高結(jié)晶過(guò)冷度,提高結(jié)晶形核率。
(5)適當(dāng)延長(zhǎng)向結(jié)晶器充液的時(shí)間,有利于液穴內(nèi)溫度均勻,避免鑄錠中出現(xiàn)局部大晶粒或大晶區(qū)。提高液面及液位的穩(wěn)定性,避免鑄造時(shí)液流直接沖擊結(jié)晶前沿,有利于抑制羽毛晶缺陷的產(chǎn)生。
3.4 鑄錠表面皺褶
(1)盡可能使用含B較低的原輔材料(包括細(xì)化劑)。
(2)適當(dāng)提高鑄造溫度,降低熔體的粘度,增加熔體的流動(dòng)性,改善分流袋兩側(cè)熔體的更新條件。表面的氧化膜厚度降低,影響導(dǎo)熱的表層氧化膜厚度變薄,可使液穴壁厚度增加降低扁錠寬面液穴壁的二次加熱程度,減少皺褶缺陷的產(chǎn)生。
3.5 鑄錠小面底部橫向裂紋
(1)適當(dāng)增加鑄造開始的小面第一道水流量。
(2)降低鑄造開始速度。
(3)檢查水質(zhì),及時(shí)做好水質(zhì)的處理,保障金屬結(jié)晶過(guò)程中的熱平衡。
(4)檢查水出口和水分布狀況,保障冷卻水分布及均勻性。
(5)適當(dāng)延長(zhǎng)鋁液填充時(shí)間。
3.6 鑄錠大小面縱向通裂
(1)控制高鎂合金不致密氧化膜的產(chǎn)生。熔體中可加入適量Be元素保護(hù)熔體;澆鑄過(guò)程保溫爐內(nèi)熔體表面撒蓋一層無(wú)堿金屬覆蓋劑進(jìn)行熔體保護(hù);生產(chǎn)中流槽、結(jié)晶器內(nèi)等的金屬熔體液位、液面要保持穩(wěn)定,沒(méi)有特殊情況不允許人為破壞液面氧化層;鑄造開頭時(shí)結(jié)晶器液面打渣處理要及時(shí)、速度要快,并要求從結(jié)晶器四邊逐步向液面中心撇渣處理,避免斷開的氧化膜(氧化渣)隨熔體分流帶到鑄錠的表面。
(2)避免鑄造開頭時(shí)因控制造成的底部橫向裂紋而引起的縱向開裂;對(duì)于寬厚比較大尺寸的扁錠,應(yīng)考慮在冷卻控制方面適當(dāng)堵塞靠小面兩側(cè)大面的部分冷卻水孔,盡量降低鑄錠小面受到的三面冷卻而導(dǎo)致的小面冷卻不均勻造成的應(yīng)力不平衡形成的小面縱向裂紋。
3.7 鑄錠底部漏鋁瘤
(1)調(diào)整結(jié)晶器中的液位不能過(guò)低,熔體溫度不能過(guò)高,預(yù)防鑄造開頭至過(guò)渡區(qū)由于沸騰膜不均勻,部分區(qū)域產(chǎn)生過(guò)冷狀態(tài),產(chǎn)生金屬溢漏。
(2)鑄造前仔細(xì)檢查分流袋的質(zhì)量及安裝質(zhì)量,確保金屬分流均勻,防止二次重熔形成漏鋁瘤。
(3)調(diào)整二次冷卻水量,預(yù)防由于二次冷卻水過(guò)大產(chǎn)生的鑄錠二次快速翹曲造成的鋁漏。
(4)堵塞結(jié)晶器四角部相應(yīng)的出水孔,避免鑄錠圓弧角處因冷卻量過(guò)大產(chǎn)生的金屬溢漏。
4 結(jié)束語(yǔ)
通過(guò)對(duì)罐蓋料用5182鋁合金扁錠坯料試生產(chǎn)中出現(xiàn)的質(zhì)量缺陷原因分析,針對(duì)生產(chǎn)設(shè)備工裝技術(shù)、工藝技術(shù)、原輔材料、操作方法等實(shí)際運(yùn)行條件,探討并提出預(yù)防以上質(zhì)量缺陷的相應(yīng)措施,望能對(duì)生產(chǎn)有所參考。
[1]彭學(xué)仕.鋁熔體中黑褐色夾雜物的本質(zhì)及分離方法[J].輕合金加工技術(shù),1989,(1)
[2]王德滿,李春生,等.鋁合金扁錠寬面樹狀皺褶缺陷的成因[J].輕合金加工技術(shù),2005,(10)
[3]郝志剛,黃 晶,等.5083鋁合金大規(guī)格扁錠熔鑄工藝研究[J].輕合金加工技術(shù),2006,(7)
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:18
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
艦船科學(xué)技術(shù)(2022年6期)2022-04-19 11:01:32
成都信息工程大學(xué)學(xué)報(bào)(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚(yáng)子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38