合成氨系統(tǒng)污水裝置處理能力的影響因素
2014-11-10 05:49:00譚冬梅
云南化工
2014年3期
譚冬梅
(云南天安化工有限公司總工室,云南安寧650309)
云南天安化工有限公司合成氨系統(tǒng)污水處理裝置是50萬t/a合成氨裝置的配套設(shè)施,于2007年建成投產(chǎn),污水采用常州海鷗水處理有限公司提供的活性污泥法進行生化處理。
1 存在的問題
污水裝置原設(shè)計處理能力為100 m3/h[1],但實際處理能力僅為35~55 m3/h,遠遠低于設(shè)計值。由于污水裝置處理量小,當上游污水量大時,為避免出水超標,只能限制上游送污水裝置水量,將污水緩存至上游沉降池,擇機再送至污水裝置進行處理。污水裝置處理能力小,應(yīng)對上游廢水負荷波動的能力差,環(huán)境風(fēng)險大。
2 原因分析
污水裝置在日常運行過程中主要表現(xiàn)為出水氨氮含量較高,這一現(xiàn)象直接制約著該系統(tǒng)負荷的提升。
本套裝置采用活性污泥法對污水進行生化處理。影響微生物降解能力的因素主要有以下幾點:廢水量、廢水成分、溶氧、水力停留時間、pH、水中有毒有害物質(zhì)的種類和濃度等。
2.1 廢水量的影響
合成氨系統(tǒng)運行產(chǎn)生的廢水量基本都在設(shè)計范圍內(nèi),數(shù)據(jù)見表1。
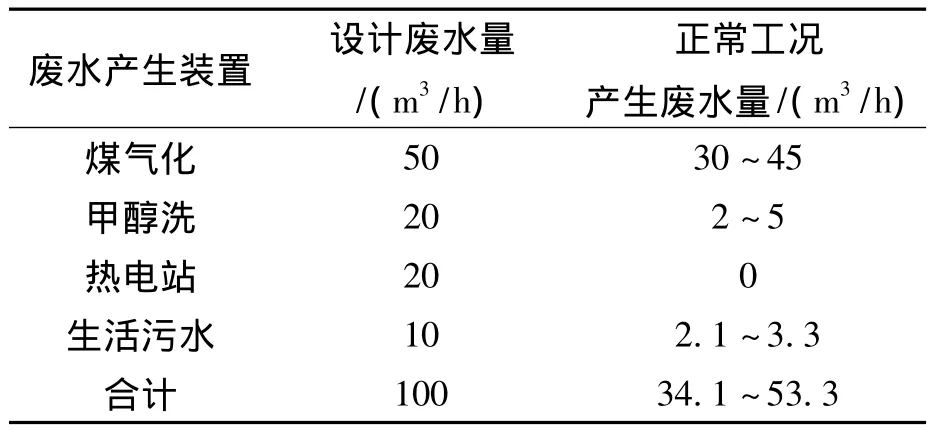
表1 廢水量實際產(chǎn)生和設(shè)計值Table 1 Waste water quantity of actual production and design value
從表1可知,各主裝置實際產(chǎn)生的廢水及總量并未超出設(shè)計值,對污水裝置處理能力沒有影響。
2.2 廢水成分的影響
本套污水裝置處理的廢水主要來自上游煤氣化裝置、合成車間甲醇洗工段、生活污水。各處污水成分均不同,但除煤氣化廢水氨氮含量外,其他成分含量基本上都在設(shè)計范圍內(nèi)。從統(tǒng)計數(shù)據(jù)看,煤氣化廢水實際氨氮含量長期高于設(shè)計值150 mg/L,且污水裝置日常運行過程中出水氨氮含量常常接近最大允許值,為避免出水超標,工藝車間只能將污水裝置總進水量控制在30~50 m3/h。……
登錄APP查看全文
猜你喜歡
發(fā)明與創(chuàng)新(2022年30期)2022-10-03 08:40:56
當代陜西(2021年2期)2021-03-29 07:41:24
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
人大建設(shè)(2018年6期)2018-08-16 07:23:10
文理導(dǎo)航·科普童話(2017年5期)2018-02-10 19:42:14
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
中國塑料(2016年3期)2016-06-15 20:30:00
舒適廣告(2008年9期)2008-09-22 10:02:48