一種薄壁跨板切斷工藝缺陷分析及改造方案研究
2014-10-10 09:45:06姚玲峰肖世德
制造業自動化 2014年3期
關鍵詞:工藝
羅 綱,姚玲峰,,肖世德
LUO Gang1, YAO Ling-feng1,2, XIAO Shi-de2
(1. 成都紡織高等專科學校 機械工程學院,成都 611731;2. 西南交通大學 機械工程學院,成都 610031 )
0 引言
一種薄壁大跨板結構如圖1所示 ,該零件材料采用Q235,壁厚2.3mm,長度規格有三種,分別為3000mm、4500mm和6000mm,在板兩端有三個異性孔。它的原始生產工藝流程如圖2所示,將剪切至合適尺寸的板材送入拉伸成型的生產線上,經拉伸成型后,由電鋸鋸斷,再由工人將切割好的跨板移至沖床,由沖床沖出異性孔,最后由人工打磨修邊。
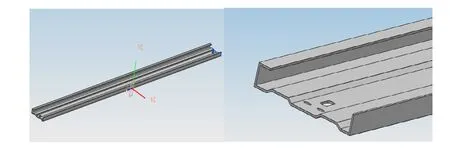
圖1 薄壁大跨板結構圖

圖2 改造前大跨板生產流程圖
1 原設備切斷工藝分析
1.1 跨板受力分析
跨板采用電鋸鋸斷,電鋸安裝在側面,鋸刀由側部切入,在切割過程中跨板受力如圖3所示。工件受工作臺支撐力Fn,鋸片切割力 Ft作用,Ft作用于鋸片與工件接觸的法線方向。
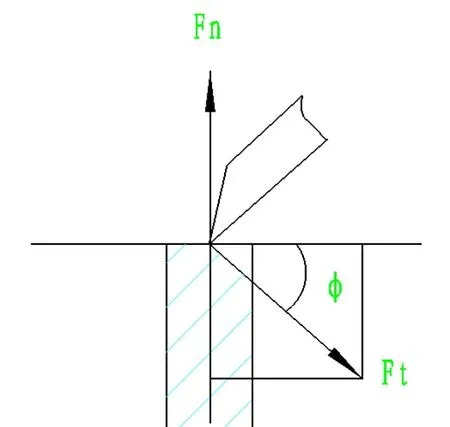
圖3 跨板切割時受力分析

式中:Fx為 Ft在X軸上投影。
跨板側部在切割過程中,隨著鋸刀的切入,跨板底部受彎曲應力為變化的,但在刀齒切入初期,刀齒距跨板底部最遠,彎距最大,此時彎曲正應力最大。

式中:σFmax為跨板與鋸刀接觸截面的彎曲正應力;
M為跨板與鋸刀接觸截面上的彎矩;
W為跨板與鋸刀接觸截面的抗彎截面系數。
對于矩形截面:
按p=10KW ,φ=35°,n=400r/min,b=3m ,h=0.01m ,l=0.15m計算得:

遠大于Q235許用彎曲正應力[σ]=158MPa,必然造成板材底部變形。
1.2 鋸刀使用時間和工件表面質量關系
由于鋸刀切割過程振動大,刀具相對于工件磨損較大,影響工件表面質量,同時每一個刀齒在切割時受變幅交變載荷影響,刀具容易因疲勞失效造成刀具壽命降低,這些都將造成工件斷面粗糙,毛刺多。根據鋸刀使用時間的統計及工件表面質量的測量列出表1,并繪制圖4鋸刀使用時間和工件表面質量關系圖,由表及圖中可見鋸刀在連續使用120h后,斷面的表面質量S開始急劇下降,工件表面需從新手工打磨才能符合技術要求。

圖4 鋸刀使用時間和工件表面質量關系圖
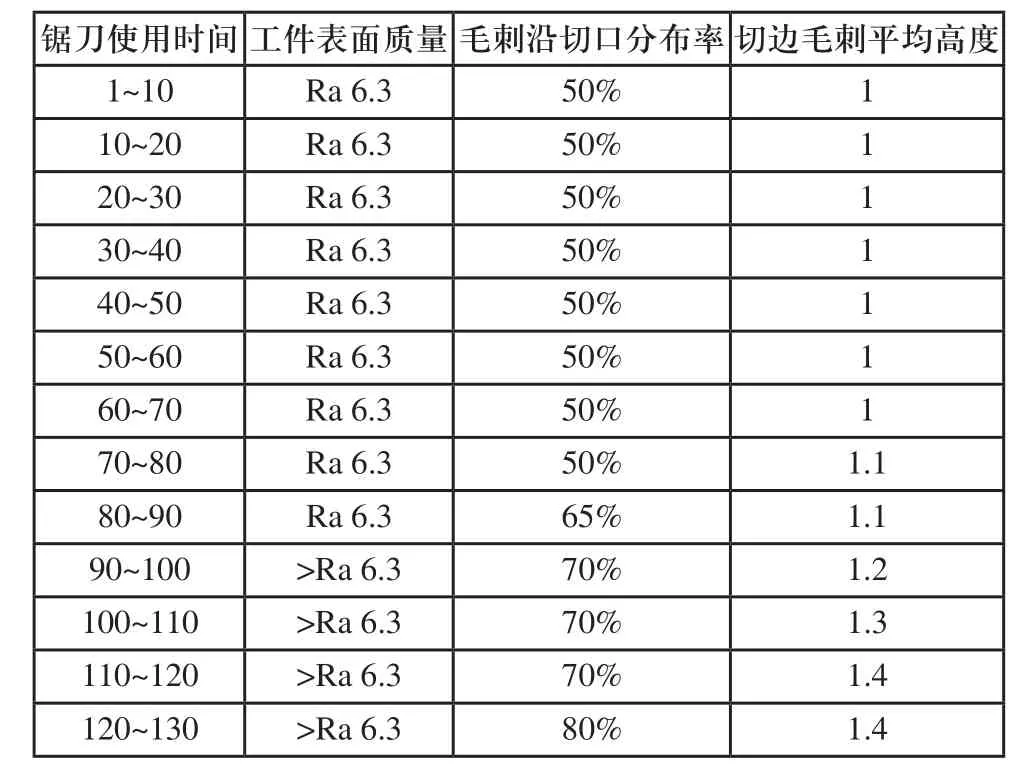
表1 鋸刀使用時間和工件表面質量關系表
2 設備改造方案
經過進一步研究,發現用模具完成沖孔和剪切可以避免板材底部產生變形。在沖孔和剪切時,使用電磁離合器斷開電機和傳動機構,并同時對生產線制動,開始沖孔和剪切工作。沖孔和剪切工藝完成后,先松開制動裝置,再接通主電機,繼續送料。沖制完成后,由推料氣缸將廢料推出。整個方案工作過程如圖5所示,該方案工作過程比較連貫,避免電機的頻繁啟動對電機壽命的影響,同時也避免了對設備的大改。
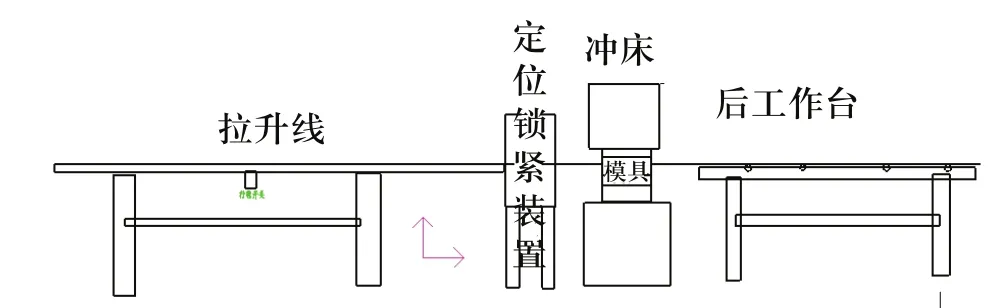
圖5 改造后大跨板生產線示意圖
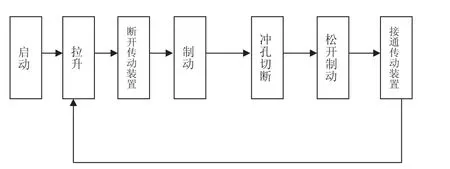
圖6 改造后大跨板生產流程圖
3 模具設計
3.1 模具結構設計
根據設備改造方案的分析,設計模具功能如下:模具能同時完成產品的沖孔和切斷,第一次沖孔為單工位工作,采用始用擋料銷定位,而后為雙工位工作,沖孔剪裁一體,一次將前板尾孔和后板始孔沖成,并保證對稱。模具結構如圖7~圖9所示。由于沖壓件為薄壁件,且有重疊部分,在沖壓時為防止工件變形,采用保型沖壓(如圖7所示),工件穿過保型塊,沖壓時彈簧被壓縮,切斷刀和沖孔凸模下行完成沖孔和切斷;開模時,上模上行,保型塊在彈簧作用下下行到兩側擋板位置,保持和送料高度平齊,拉伸裝置繼續送料,當達到送料長度后,行程開關控制沖床再次沖壓。
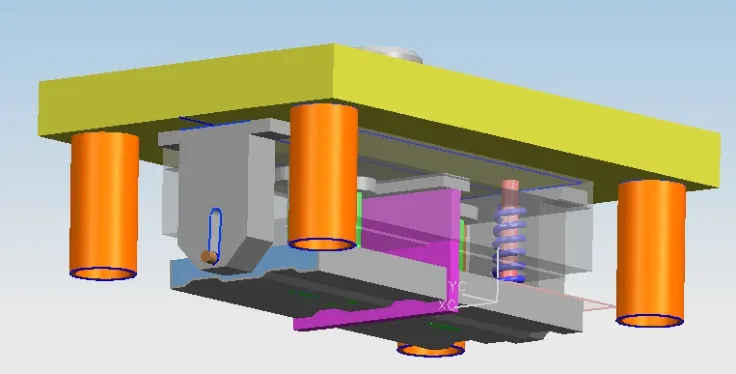
圖7 沖孔和切斷工藝模具上模結構圖
下模(如圖8所示)由兩塊保型凹模下方由墊塊墊高,以便清除廢料,廢料的清除可人工完成,也可安裝推料液壓裝置。
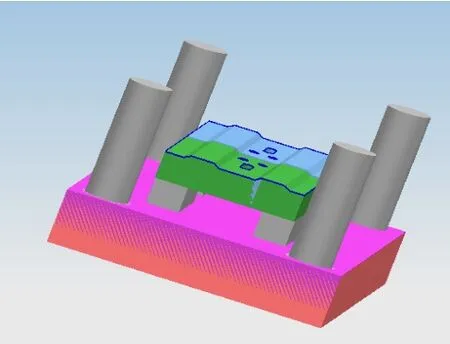
圖8 沖孔和切斷工藝模具上模結構圖
模具工作過程如圖9所示。
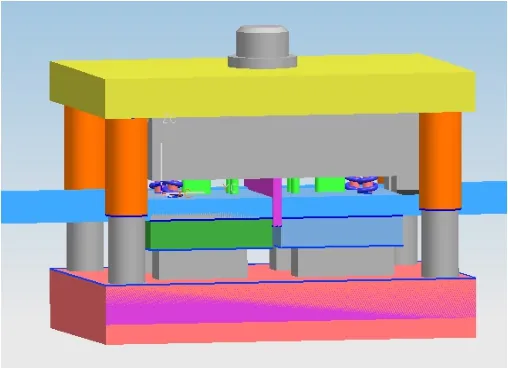
圖9 沖孔和切斷工藝模具工作過程圖
3.2 模具沖壓力計算
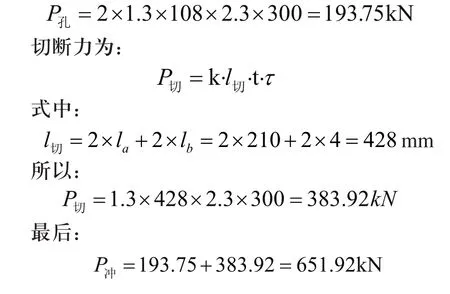
3.2.1 模具的沖裁力

式中:P孔為沖孔沖裁力;
P切為切斷力。
而沖孔沖裁力為:

式中: k為系數1.3;
n為孔數量;

t為材料厚度2.3mm;
τ為材料抗剪強度:300MPa。
將數值帶入公式:
3.2.2 模具的卸料力計算

式中,k卸為卸料力系數。
3.2.3 模具的頂件力計算

式中,k頂為頂件力系數。
3.2.4 用彈性卸料和上出料方式的總沖壓力

3.3 模具壓力中心確定
由圖10可知,沖孔切斷成對稱布局,故壓力中心為切斷中心。
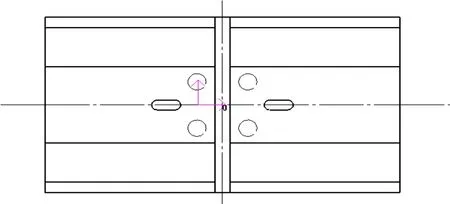
圖10 壓力中心
3.4 壓力機選擇
壓力機選用時需滿足:

式中P公為壓力機公稱壓力。
即:

可選用J23-90型壓力機,其公稱壓力為900kN。
4 大跨板前后工藝對比
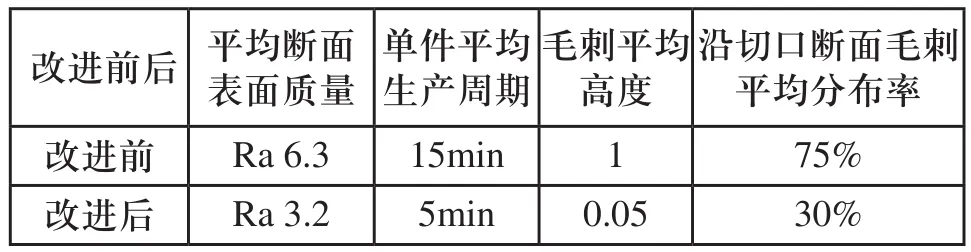
表2 前后工藝對比
5 結束語
改造后采用模具替代鋸刀完成切斷工藝,避免了用鋸刀切斷薄壁跨板時造成的跨板板材切斷面底部變形,提高了工件斷面質量。
使用改造后工藝可以一次完成產品的沖孔和切斷,在加工過程中只需要兩個人進行成品的收集便可完成,機器調試好后,機器即沿工件導軌連續生產,這樣減少了二次加工造成的人力浪費,節約了成本。
采用模具沖切直接成型,防止多次搬運工件造成的工件表面劃傷,保證了工件的良好外觀。
[1]鄭佳賢.沖壓工藝與模具設計實用技術[M].北京:機械工業出版社,2005.
[2]賈玉申,陳松林,蔡維忠,等.沖壓模具設計手冊[M].北京:中國鐵道出版社,1996.
[3]彭建聲.冷沖壓技術問答:上冊[M].北京:機械工業出版社,1995.
[4]周大雋.沖模結構設計要領與范例[M].北京:機械工業出版社,2005.
[5]肖祥芷,王孝培.中國模具設計大典:第3卷[M].南昌:江西科學技術出版社,2003.
[6]張宏飛,伍宇紅,聶和林.高壓大電機轉子沖片通風孔斜刃式沖模設計[J].鍛壓技術,2010,35(2):106-108.
[7]沖模設計手冊編寫組.沖模設計手冊[M].北京:機械工業出版社,1995.
[8]模具實用技術叢書編委會.沖模設計應用實例[M].北京:機械工業出版社,1999.
[9]袁根華.沖裁模中導柱導套設計問題的探討[J].鍛壓技術,2009,34(5):1036-107.
[10]李慧敏.沖壓單元組合模具在汽車生產中的應用[J].鍛壓技術,2009,34(2):94-97.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
