沖壓自動化生產線設備運行軌跡干涉原因分析及改進措施
2014-10-10 05:16:40申強同濟大學一汽解放汽車有限公司卡車廠
鍛造與沖壓 2014年8期
文/申強·同濟大學 一汽解放汽車有限公司卡車廠
沖壓自動化生產線設備運行軌跡干涉原因分析及改進措施
文/申強·同濟大學 一汽解放汽車有限公司卡車廠
本文介紹了一汽解放汽車有限公司卡車廠薄板車間沖壓自動化生產線機器人取料及上料的控制方式及壓力機的安全角度設置,重點闡述了壓力機與機器人之間的安全連鎖、運行軌跡干涉情況,分析并闡述了自動化生產線機器人和壓力機發生碰撞的原因及改進措施。
一汽解放汽車有限公司卡車廠薄板車間沖壓生產線是卡車生產行業中應用較早的自動化生產線,該自動化生產線由上料系統(拆垛頭、過渡皮帶機、清洗機、涂油機、對中臺、上料手)、5臺壓力機(首臺2050t雙動壓力機、4臺1000t單動壓力機)以及6臺4軸機器人組成。該沖壓自動化生產線自建成以來,先后承擔馬自達6型轎車、紅旗轎車、J5卡車、J6卡車等車型的大型外表面覆蓋件及大型結構件的沖壓任務。
該生產線在生產時,發生過多次機器人和壓力機或模具相撞的事故,導致機器人端拾器變形、損壞,影響生產節拍。如何保證自動化生產線各個設備的安全運行,防止機器人和壓力機、模具發生碰撞,是自動化生產線設備安全使用的一個重要課題。
沖壓自動化生產線機器人的控制方式及設置
沖壓自動化生產線有5個操作站分別控制6個機器人(R1和R2共用一個操作站,注:R1、R2分別代表1號機器人及2號機器人,下同)的角度設置及驅動、自動、循環等控制。角度設置包括前方壓力機的偏置角度、當前角度,前方和后方壓力機的安全位置角度,機器人取料角度等內容,如圖1所示。
沖壓自動化生產線操作站的參數設置主要考慮以下幾點因素:
⑴機器人上料需要壓力機滿足連線、單次行程條件,壓力機滑塊位置在安全角度之上,并且后方機器人發出取料離開的信號或者后方機器人處于安全位置。
⑵機器人取料需要壓力機滿足連線、單次行程條件,壓力機滑塊位置在安全角度之上,并且前方機器人發出上料離開的信號或者前方機器人處于安全位置。
⑶通過總控室PLC、觸摸屏、工控機、編碼器、機器人控制柜,壓力機控制柜對自動化生產線壓力機及機器人進行動作控制及監控。
壓力機與機器人之間安全連鎖
壓力機與機器人之間的安全連鎖主要是機器人的取料、上料角度(壓力機滑塊角度)和機器人離開壓力機的位置信號,機器人或者壓力機的安全門、急停信號都會使相鄰的壓力機和機器人停止動作。
壓力機與機器人運行軌跡干涉的原因分析及改進措施
圖2所示為機器人取、送料軌跡。雖然壓力機與機器人之間有安全連鎖,但也常常會出現機器人和壓力機發生軌跡干涉的情況,造成壓力機或已安裝的模具與機器人碰撞的故障。經分析,其原因主要有兩個方面:第一是自動化生產線控制程序設計不嚴謹,其次為壓力機運行狀態不穩定。

圖1 操作站的設置
我們通過分析6次壓力機與機器人運行時發生軌跡干涉并造成碰撞的事故案例,基本找到造成軌跡干涉的原因,并逐一制定措施進行了改進。
案例1
問題點:1000t壓力機在回程(下死點到上死點)運行時,沒到上死點卻突然停止。機器人取件,導致機器人端拾器和壓力機模具發生碰撞。
原因分析:⑴壓力機停車角度在機器人允許取件的范圍之內,所以機器人取件;⑵模具氣夾夾緊信號丟失導致壓力機行程停止。
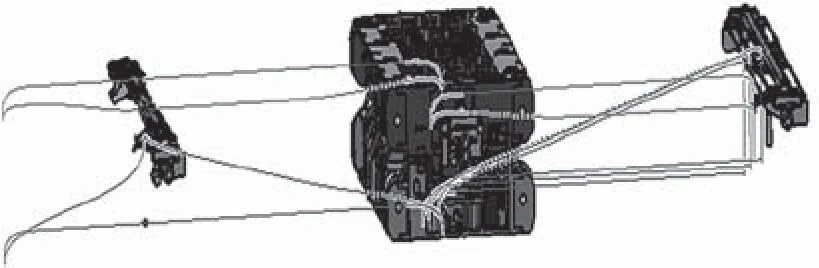
圖2 機器人取、送料軌跡
改進措施:⑴取消模具氣夾接近開關;⑵在壓力機程序中刪除模具夾緊連鎖信號;⑶使用氣夾安裝模具時,操作者應先檢查氣夾是否夾緊到位。
案例2
問題點:壓力機啟動行程時,機器人取件,導致機器人端拾器和壓力機模具發生碰撞,甚至端拾器被壓在模具內。

圖3 內、外滑塊角度曲線圖
原因分析:機器人編碼器內部聯軸節緊固螺絲松動或螺紋損壞,傳動軸與編碼器連接軸不同步,導致機器人送件、取件角度發生改變,改變后的角度符合機器人取件角度。
改進措施:對機器人編碼器內聯軸節緊固螺絲采用防松膠粘接。
案例3
問題點:123-132號壓力機連線生產時使用穿越模式,R4放件到壓力機工作臺過渡支架上離開,R5取件時,壓力機開啟行程,導致R5端拾器和壓力機發生碰撞。
原因分析:⑴操作失誤,壓力機使用穿越模式時,不應該開啟主電機,并且滿足連線起動行程的條件;⑵自動化生產線程序設計不嚴謹。
改進措施:⑴修改自動化生產線總控室FC22、FC23、FC24、FC25程序;⑵在1000t壓力機使用穿越模式時,防止自動起動壓力機行程。
案例4
問題點:123-129(2050t)號壓力機在起動行程時,R1取件,導致機器人端拾器和壓力機模具發生碰撞。
原因分析:2050t壓力機進行現場總線改造后,原壓力機行程角度顯示為外滑塊,改為顯示內滑塊角度(圖3),導致R1機器人取件角度發生很大的偏差。
改進措施:⑴修改自動化生產線總控室FC21、FC11程序;⑵設置R1操作站各個角度。
案例5
問題點:123-129(2050t)號壓力機在開動行程時,R1取件,導致機器人端拾器和壓力機模具發生碰撞。
原因分析:⑴操作失誤,在操作站上強制R1取料;⑵平衡氣缸壓力設置和模具大小不匹配;⑶自動化生產線程序設計不嚴謹。
改進措施:修改自動化生產線總控室FC21程序。
案例6
問題點:1000t壓力機在開啟行程時,后面機器人取件,導致機器人端拾器和壓力機模具發生碰撞。
原因分析:⑴操作失誤,在操作站上強制機器人取料;⑵平衡氣缸壓力設置和模具大小不匹配;⑶自動化生產線程序設計不嚴謹。
改進措施:修改自動化生產線總控室FC22、FC23、FC24、FC25 程序。
效果驗證
經過多次改進,避免了上述故障引起的沖壓自動化生產線機器人和壓力機發生碰撞,保護了機器人端拾器和模具的正常使用,也保證了自動化生產線生產的順利進行。
結束語
此沖壓自動化生產線自2003年投入生產以來,技術維修人員通過不斷學習和摸索,目前已經能夠獨立解決自動化生產線出現的常見故障,并對自動化生產線軟件也進行了一些小的改進,如防止自動化生產線機器人和壓力機發生碰撞、翻譯自動化生產線圖紙、翻譯自動化生產線上料系統及總控室操作站PLC程序注釋、清洗機自動潤滑程序改進等。這些工作不僅增加了我們對自動化生產線設備的了解程度,也提高了我們的維修技術水平。但是在自動化生產線提速方面還有一些問題沒有得到解決,如在壓力機沒有停到上死點時,機器人提前進入模具內取件;機器人上料后沒有完全離開壓力機時,起動壓力機行程。在以上情況下壓力機和機器人沒有安全連鎖,這時如果壓力機或機器人出現故障都會導致壓力機和機器人發生碰撞等。
隨著沖壓設備新技術的不斷應用,對設備管理人員的技術水平也提出了更高的要求,只有通過不斷的學習,拓寬視野,提高自身的技術水平,才能為設備管理工作做出更大的貢獻。
申強,工程師,一汽解放汽車卡車廠薄板車間主任,主要從事車間管理工作。
