精密鍛造技術在汽車零部件制造中的應用
2014-10-10 06:08:02李鵬胡成亮張質良上海交通大學塑性成形技術與裝備研究院
鍛造與沖壓 2014年5期
文/李鵬,胡成亮,張質良·上海交通大學塑性成形技術與裝備研究院
精密鍛造技術在汽車零部件制造中的應用
文/李鵬,胡成亮,張質良·上海交通大學塑性成形技術與裝備研究院
精密鍛造技術具有高效率、低成本、低能耗、高質量等優點,在汽車零部件生產中正得到越來越廣泛的應用,本文以離合器接合齒圈、軸承圈、外星輪、差速器齒輪等汽車零部件為例,介紹了冷鍛、溫鍛、亞熱鍛、熱精鍛等精密鍛造成形工藝的應用,并分析了數值模擬技術在鍛造生產中的應用和重要作用,以及精密鍛造技術未來的發展趨勢。

李鵬,碩士研究生,主要研究方向為鍛造工藝設計及鍛造過程模擬。
精密成形技術是先進制造技術的重要組成部分之一,隨著制造全球化及汽車工業的飛速發展,國際間的競爭日益激烈,在汽車零部件的設計與生產過程中,如何降低成本、提高質量、降低能耗、保障安全等成為了決定產品競爭力的關鍵。因此,精密成形技術中冷溫鍛等近凈成形的少無切削加工技術成為了汽車工業的重要發展趨勢。
精密鍛造成形是指零件鍛造成形后僅需少量切削加工或不需要切削加工就可以達到零件設計要求的成形技術,其生產效率高、消耗低,能夠降低生產成本,同時還可以細化組織并使金屬流線沿零件輪廓合理分布,從而可獲得更好的材料組織結構和性能,減輕制件的重量,提高汽車產品的安全性、可靠性和使用壽命,因此近年來得到了很大的發展。部分汽車用精密鍛造零件如圖1所示。
汽車零部件制造中不同精密鍛造技術的應用
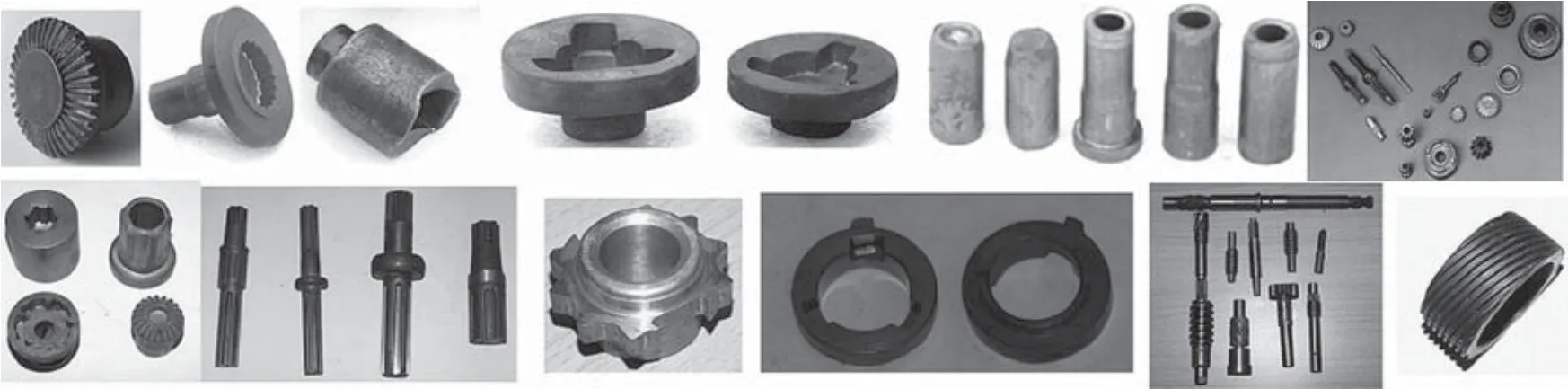
圖1 部分汽車用精密鍛件
依據金屬塑性成形時的變形溫度不同,精密鍛造成形可分為冷鍛成形、溫鍛成形、亞熱鍛成形、熱精鍛成形等精鍛工藝,不同塑性變形的溫度區間如圖2所示。汽車工業對精鍛件需求的不斷增長成為了精鍛技術快速發展的主要動力,我國的汽車精鍛零部件由20世紀60年代起,已經從活塞銷、彈簧座、輪胎螺母等簡單的零件發展到了外星輪、等速萬向節、花鍵軸、汽車后輪軸、起動齒輪、差速器錐齒輪等較為復雜的零件。
冷鍛成形
冷鍛一般在室溫下成形,鍛件具有力學性能高、表面質量好和尺寸精度高等優點,但是冷鍛的變形抗力大,對于塑性低、流動性差的材料,尤其是機械強度高、冷作硬化敏感的材料成形困難。國外已經普遍采用冷精鍛工藝生產低碳鋼、中碳鋼和低合金鋼零件,重量由幾克到十幾千克以上。日本和德國的一輛汽車上使用的冷鍛件達到50kg以上,我國目前每輛汽車約有30kg左右的冷鍛件。
⑴汽車離合器接合齒圈。汽車離合器接合齒圈(圖3)用于手動變速箱,因為齒頂部有倒角且齒長方向有倒錐,所以機加工工藝復雜,主要采用冷徑向分流擠壓工藝使齒輪成倒錐形。
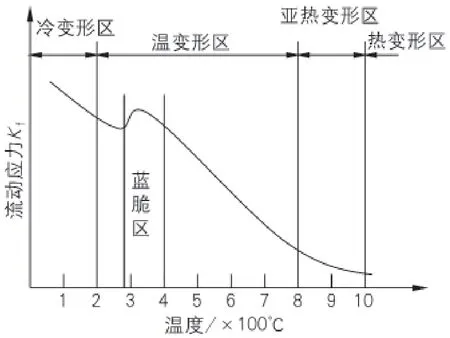
圖2 不同塑性變形的溫度范圍

圖3 汽車離合器接合齒圈

圖4 帶花鍵的輸入軸
⑵汽車變速器的輸入軸。輸入軸零件材料是SCr420H合金鋼,精軋圓棒使用帶鋸床鋸切下料,然后進行球化退火,冷鍛前采用磷化、皂化潤滑處理。帶花鍵的輸入軸(圖4)的冷鍛過程主要包括5個工步:第1、2工步,對輸入軸的頂部和底部進行正擠壓;第3工步,擠壓頂部和底部,然后預鐓粗中間部位;第4工步,處理花鍵軸的齒尖;第5工步,擠壓成形花鍵。這5個工步連續地在同一臺壓機上進行,中間不再進行潤滑和熱處理。
溫鍛成形
溫鍛成形技術是在冷鍛成形技術基礎上迅速發展起來的,鋼的溫鍛成形溫度通常認為在200~850℃之間(完全再結晶溫度以下)。金屬材料不同,其溫鍛成形溫度、變形速度、變形程度等也不盡相同。
溫鍛成形不僅具有冷鍛成形及熱鍛成形的優點,而且也避免了它們的缺點。溫鍛成形完全繼承了冷鍛成形生產效率高、節約原材料、改善產品質量等優點,而且比冷鍛成形抗力低,成形性好。同時,溫鍛成形避免了熱鍛成形能耗大,容易產生過熱、過燒、氧化、脫碳,加工余量大,產品質量不高等缺點。溫鍛成形一般不需要鍛前坯料軟化熱處理、磷化、皂化等輔助工序。
目前,溫鍛成形工藝廣泛應用于冷變形時加工硬化嚴重、變形抗力較高、冷態變形性能差的不銹鋼、高碳高合金鋼、軸承鋼、工具鋼等材料。同時對形狀復雜、變形程度大、變形工序多、需要連續多工位生產的零件,或為改善零件的綜合力學性能,都可優先選用溫鍛成形工藝。

圖5 軸承圈的溫擠壓成形工藝
如圖5所示為軸承圈的溫擠壓成形工藝。軸承鋼棒料經冷剪切下料,進行鐓餅壓縮變形,反擠壓后沖底,然后溫擠壓成形,由于該成形工序為空心正擠壓和復合擠壓,因此可大幅降低單位擠壓力,減少能量消耗,提高模具壽命。
亞熱鍛成形
鋼的亞熱鍛成形在積聚再結晶溫度以下進行,其溫度范圍一般在850~1000℃左右,亞熱鍛成形可避免加熱溫度高時晶粒粗大、氧化、脫碳、過熱、過燒等缺陷。亞熱鍛連續變形工序可滿足多工位成形過程,變形后可利用余熱進行空冷、緩冷等熱處理工藝,為冷精整創造良好的成形條件。該工藝可以進一步降低成形抗力,提高成形性能,使內部組織得到細化,提高產品精度,特別是可控制變形溫度、變形程度、變形速度與冷卻速度等與變形后的余熱熱處理結合,不僅減少了工序和能耗,而且還可改變產品的綜合力學性能,具有廣闊的應用前景。
如圖6所示的汽車等速萬向節滑套系列產品,其腔體為異形不通孔結構,除精密鍛造成形外,沒有其他經濟的加工手段。
如圖7所示為一種典型的等速萬向節滑套成形工藝。將中碳鋼棒料精密切斷下料,然后對表面進行石墨涂層處理,通過感應加熱達到900~1000℃的亞熱鍛成形溫度,進行3工位亞熱鍛成形,但成形后的產品精度還達不到其要求的裝配精度,需要再對亞熱鍛毛坯增加一道冷精整工序,冷精整后的鍛件精度可達到IT7~IT8級,能夠滿足零件的裝配要求。
熱精鍛成形
熱精鍛工藝是將毛坯加熱到金屬再結晶溫度上某個適當的熱鍛溫度范圍內對其進行鍛造,加熱溫度高,變形抗力小,材料塑性和流動性好,成形較為容易,所需設備噸位小,但也正由于加熱溫度高,故容易產生高溫氧化、脫碳以及熱膨脹等問題,降低了產品的尺寸精度和表面質量,一般熱精鍛件都需要進行一定量的切削加工才能作為最終產品。

圖6 等速萬向節滑套精密鍛件

圖7 等速萬向節滑套的亞熱—冷聯合成形工藝
⑴汽車差速器齒輪。差速器齒輪(直齒傘齒輪)是熱精鍛成形工藝在汽車中應用很成功的一例,如圖8所示。我國載重汽車的差速器齒輪大多數是通過熱精鍛成形工藝生產的,通過熱精鍛—溫擠壓(或冷整形)工藝,其齒形精度可以達到8級。
⑵汽車前軸。前軸是載重汽車底盤系統上重要的安全零件,是汽車上最大的鍛件。生產前軸通常采用精密輥鍛—整體熱模鍛的成形工藝,使前軸難以鍛造成形的工字梁和彈簧座通過精密輥鍛成形,而模鍛只對兩端彎臂成形。如圖9所示為典型的汽車前軸鍛件。

圖8 熱精鍛成形工藝生產的汽車直齒傘齒輪
精密鍛造技術中數值模擬技術的應用
計算機數值模擬技術可傳遞鍛造成形過程中的坯料實際狀態以及變形規律等信息,實現變形過程的相似再出現,其目的是通過建立分析模型,對金屬的變形、應力、應變、溫度場和組織等進行仿真,實現對工藝過程、毛坯形狀以及模具結構的優化,從而縮短研發周期,提高產品質量,延長模具壽命,降低生產成本。在現代大型企業中,數值模擬已成為新產品開發必不可少的重要手段。同時,數值模擬對優化改進已有產品的生產工藝也具有重要意義。
數值模擬最初以二維模擬為主,研究主要集中在科研機構和大學。后來由于計算機的不斷發展及數學算法的改進,越來越多的三維商業化軟件得到應用。常用的數值模擬軟件有DEFORM、MARC、ABAQUS、AFDEX、QFORM等,它們為工藝的合理制定和試模時間的減少提供了技術保證,在工業界中得到了推廣應用。
胡成亮利用彈塑性大變形有限元法,在已建立的彈塑性—彈性耦合三維模型上模擬了倒擋齒輪的鍛造過程,探討了倒擋齒輪冷鍛成形的規律,并定量預測了成形過程中由彈性變形引起的齒件尺寸偏差,為后續的齒部精整工藝及模具設計提供了必要的參考。
如圖10所示為倒擋齒輪模擬結果中不同壓下量的等效應力分布圖。
李雪松利用數值模擬軟件DEFORM-3D模擬了汽車離合器襯套沖鍛復合成形工藝過程,預測了板料變形過程中金屬的流動情況和應力場、應變場的空間分布,分析了成形過程是否會產生缺陷,并進行了工藝優化,由模擬結果得出了兩步沖鍛復合成形比一步沖鍛復合成形更合理的結論。
李振紅采用基于熱—力耦合的彈塑性有限元法,利用有限元分析軟件MARC對外星輪亞熱鍛成形過程中的溫度場、應變場、等效應力和平均正應力的分布進行了模擬,分析了外星輪亞熱復合擠壓工藝的特點。如圖11所示為外星輪亞熱復合擠壓成形各階段的溫度場情況。
精密鍛造技術未來的發展趨勢
隨著我國汽車等裝備制造業的快速發展,精密鍛造技術在汽車零部件制造中的應用將越來越廣泛,同時這也對精密鍛造技術提出了更高的要求,未來的發展趨勢主要有以下幾方面:
⑴在更多新材料、新結構的產品出現的同時鍛件精度要求將不斷提高,以降低零件制造成本。
⑵溫鍛與冷鍛、亞熱鍛與溫鍛或冷鍛、熱鍛與冷鍛,以及與熱處理工藝相結合等聯合成形工藝,將進一步得到推廣應用。

圖10 不同壓下量的等效應力分布圖
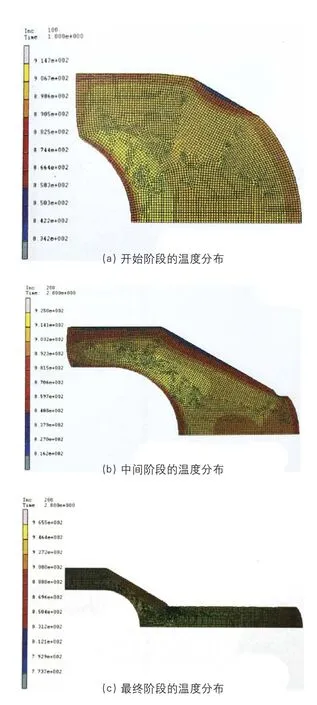
圖11 外星輪亞熱復合擠壓成形各階段的溫度場
⑶鍛模結構的合理設計及其模具壽命的延長方面的需求將變得越來越迫切。
⑷鍛造設備自動化水平、生產管理信息化水平將進一步提高。
⑸環境友好的潤滑劑與潤滑方法將越來越受到重視。
略)
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
作文大王·低年級(2016年4期)2016-04-18 00:24:37
銅業工程(2015年4期)2015-12-29 02:48:39
決策探索(2014年21期)2014-11-25 12:29:50