重型汽車轉向節鍛造工藝的研究與應用
2014-10-10 06:08:12韓海河王文清莊志強周擁軍唐康內蒙古一機集團富成鍛造有限責任公司
鍛造與沖壓 2014年5期
關鍵詞:工藝
文/韓海河,王文清,莊志強,周擁軍,唐康·內蒙古一機集團富成鍛造有限責任公司
重型汽車轉向節鍛造工藝的研究與應用
文/韓海河,王文清,莊志強,周擁軍,唐康·內蒙古一機集團富成鍛造有限責任公司
轉向節是汽車上的關鍵零部件,它既支撐車體重量,又傳遞轉向力矩和承受前輪剎車制動力矩,是汽車上的重要安全零件之一。由于大量的市場需求和可觀的技術附加值,該類產品被技術先進的國家視為專有技術產品,國內各生產廠家也保守其工藝秘密。
如圖1所示的轉向節應用于奔馳前驅動車,其形狀復雜,尺寸精度要求高,鍛件成形困難,對預、終鍛模具壽命和鍛件質量穩定性提出了很高的要求。
重型汽車轉向節一般屬于形狀不對稱、截面變化劇烈、成形難度大的復雜枝類鍛件,設計組根據奔馳前驅動車轉向節的特點,參考了大量的成熟工藝,結合我公司的設備狀況,經反復計算、論證,最終確定了預鍛、終鍛的成形方案。
預鍛分析
因省略了制坯工序,故預鍛需要達到制坯、預鍛兩道工序的效果,這就對預鍛工藝的設計提出了更高的要求。根據產品形狀特點,分模面設計為垂直于桿部且通過筋部及凸臺中心;將桿部各臺階簡化成錐桿,以減小金屬的填充阻力;桿部與法蘭盤面連接處設計成正擠變形區,即“漏斗”,以便桿部的正擠成形;因預鍛成形時,上模外形受鍛件形狀限制筋部較深較窄,故沖頭必須向上抬起一定高度,以減小上模筋部型腔深度。

圖1 奔馳前驅動車轉向節

圖2 預鍛充型情況
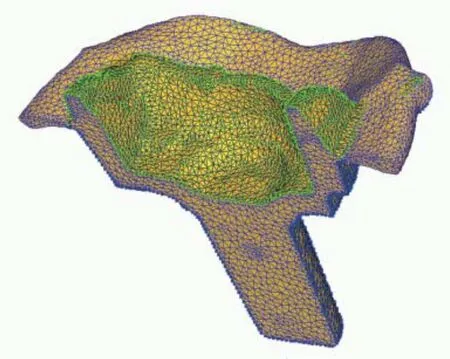
圖6 終鍛充型情況
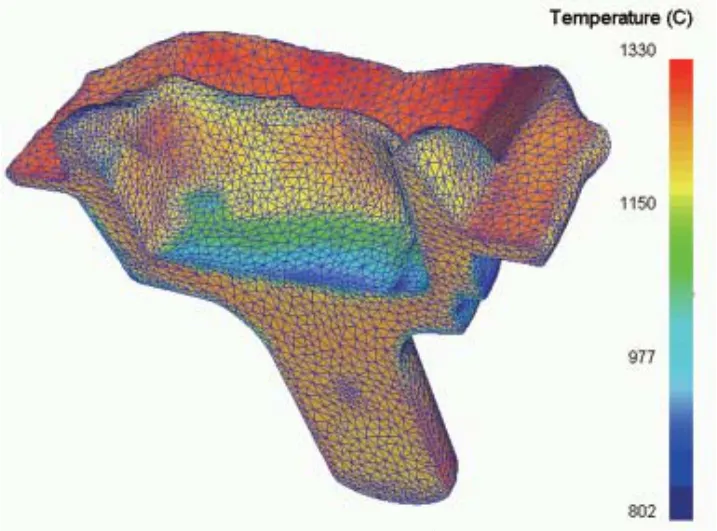
圖3 預鍛件溫度分布

圖7 終鍛件溫度分布

圖4 預鍛件等效應力分布
圖8 終鍛件等效應力分布
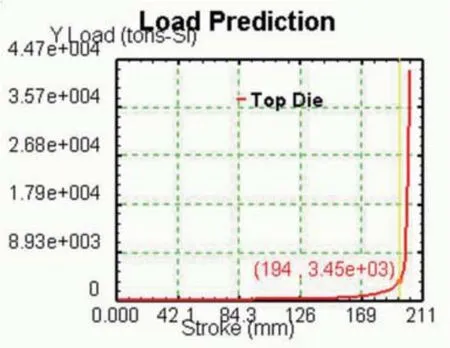
圖5 預鍛工步載荷—位移曲線
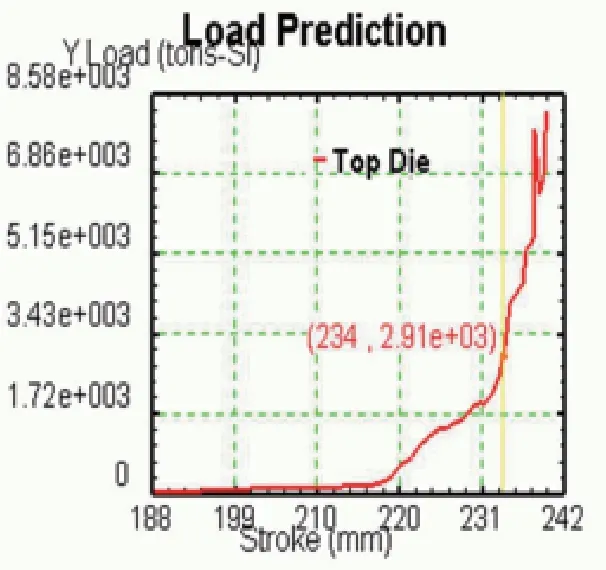
圖9 終鍛工步載荷—位移曲線
為保證終鍛有足夠的金屬進一步填充型腔深處,除增加預鍛件厚度外,還需在預鍛件的沖頭部位預留有一定的金屬,這部分金屬位于鍛件的中心位置,受壓時易于向兩側法蘭盤和桿部補充金屬且不易流向飛邊。預鍛充型情況、溫度分布、等效應力分布及載荷—位移曲線分別如圖2、3、4、5所示。
終鍛分析
加熱溫度對金屬材料變形抗力的影響非常顯著,要降低鍛造成形力,必須盡可能地提高始鍛溫度。通常將42CrMo的始鍛溫度控制在1180~1220℃之間,考慮該工藝采用中頻爐加熱,加熱時間短,不會產生嚴重的氧化現象,故設計組將始鍛溫度提高80℃,即為1260~1300℃,以降低鍛打時坯料的變形抗力。
在小批量試生產時,終鍛桿部頂端有未充滿現象,考慮到預鍛設計時增加金屬流向模膛外阻力、減小金屬流向桿部的原則,通過調整預鍛、終鍛的打擊能量,增大預鍛成形比例,以此提高終鍛時金屬充滿模膛的能力,調整后的參數可以滿足鍛件充滿要求。終鍛充型情況、溫度分布、等效應力分布及載荷—位移曲線分別如圖6、7、8、9所示。
結束語
根據奔馳前驅動車轉向節的形狀特點和實際鍛造條件,設計組設計了合理的預鍛、終鍛工序,同時結合先進的鍛造有限元分析軟件,最終生產出了滿足用戶使用要求的合格鍛件。奔馳前驅動車轉向節裝車測試結果表明,鍛件質量優良,與有限元分析結果吻合,工藝方案合理,可實現高質量、低成本的綠色生產。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52