我國精密鍛造設備的市場與技術發展情況
2014-10-10 06:08:00謝談李亞軍北京機電研究所
鍛造與沖壓 2014年5期
關鍵詞:設備
文/謝談,李亞軍·北京機電研究所
我國精密鍛造設備的市場與技術發展情況
文/謝談,李亞軍·北京機電研究所

謝談,副所長,研究員,中國機械工程學會塑性工程分會常務副理事長,在齒形類零件精密鍛造技術、復雜零件閉塞鍛造工藝與模具技術等方面取得了一系列成果并在行業內推廣應用,獲得國家科技進步三等獎1項、機械部科技進步二等獎2項、機械工業聯合會一等獎1項、美國通用汽車GM中國科技成就二等獎1項等。
我國汽車工業的規模化發展對鍛造技術與裝備提出了高效化和精密化的要求,本文從我國若干主要鍛造設備的市場與技術兩個視角,審視行業需求和已經取得的技術進展,并判斷未來的發展趨勢。
汽車制造業是鍛件消耗量最大的行業,2011年我國汽車產量超過1800萬輛(載貨卡車約600萬輛、乘用車約1200萬輛),按每輛載貨卡車平均使用400kg鍛件、每輛乘用車平均使用150kg鍛件計算,2011年我國汽車鍛件消耗量就已達到0.4×600+0.15×1200=240+180=420萬噸。
統計顯示,汽車行業消耗的模鍛件占全部模鍛件的60%以上,可以說鍛造工業是伴隨著汽車工業的發展而成長壯大的,如此巨大的模鍛件市場奠定了我國鍛壓機械快速發展的產業基礎。
汽車產業的快速發展對鍛件產品和鍛造生產提出了高效化和精密化的要求,發展各種優質、高效、節能、節材的鍛壓新技術,實現近凈成形是當前的技術發展熱點。熱模鍛壓力機與鍛造自動化技術、先進的螺旋壓力機及精密模鍛技術、冷溫鍛壓力機及精鍛技術、冷擺動輾壓機與冷擺輾技術等,是實現鍛件復雜化、精密化和生產高效化的關鍵技術與裝備。
我國鍛造行業目前正處在工藝水平提升和設備更新換代的關鍵時期。
我國鍛壓機械行業概況
鍛壓設備的產量與進出口情況
近年來,我國鍛壓設備(包括體積成形機床和板材成形機床)迅速發展,中小型鍛壓設備品種齊全、數量增長,整體水平和數控化程度明顯提高。
據行業統計,2010年,我國生產鍛壓機床26萬臺,同比增長18%,鍛壓機床總產值407億元人民幣,同比增長42%(其中體積成形機床產值約40億元,占10%,其余為板材成形機床),鍛壓機床產值約占整個機床行業總產值1250億元的30%。
2010年,我國鍛壓機床出口5.7億美元(主要是板材成形機床),同比增長25%;鍛壓機床進口19億美元(其中大部分也是板材成形機床,體積成形機床占15%),同比增長42%。
從進出口情況可知,對于大型、高精、數控鍛壓機床的進口依賴度大,體積成形機床尤其如此(進口∶出口大于15∶1)。
模鍛行業各種鍛造設備的市場份額
1980年我國的模鍛主機設備擁有量為900余臺,其構成結構為鍛錘占65%,摩擦壓力機占18%,如圖1a所示。經過30年的發展,截止到2010年,我國模鍛設備主機擁有量達到近6000臺(不包括630t以下的摩擦壓力機),其構成也有相應的變化:品種增多,摩擦壓力機的占比由18%增至48%,我國模鍛行業的鍛造設備中摩擦壓力機已經占據了半壁江山,如圖1b所示。
為什么摩擦壓力機能長期成為我國鍛造行業的主力設備?這是過去我國汽車工業分散,致使鍛造配套能力也分散、專業化程度低的必然結果。
我國汽車制造廠曾經超過百家,車型非常多,汽車鍛件的規格品種繁多,但各品種鍛件的批量都較小,因此各配套廠家的鍛件產量也都不大,對生產效率的要求不高。摩擦壓力機的特點是:效率不高,適合小批量、多品種生產,而且設備價格非常低廉。市場選擇造就了摩擦壓力機過去30年的快速增長,以山東省青島市為中心的摩擦壓力機產業群逐步發展壯大起來。
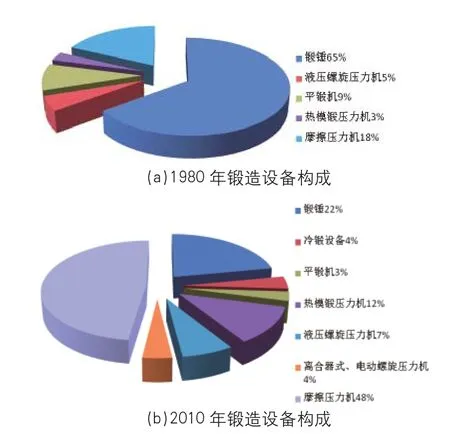
圖1 我國模鍛行業鍛造設備的構成變化
鍛造設備的技術發展情況
摩擦壓力機
近幾年我國鐵路快速發展(重載、提速),新型機車和車輛鍛件的特點是:鍛件重(50~100kg以上)、形狀復雜、鍛造成形力大(需要5000~10000t的力),但鐵路鍛件產量較小(一般每個品種不超過5萬件)。
鐵路鍛件的特點導致了對“大噸位、小批量、小投資”鍛造設備的需求。摩擦壓力機的特點恰是:效率不高,適合小批量和多品種生產。摩擦壓力機設備制造企業抓住鐵路鍛件市場的發展機遇,迅速成功開發出數十臺4000t、6300t、8000t規格的摩擦壓力機,甚至萬噸級的摩擦壓力機也在開發中。
摩擦壓力機的大型化開發應用過程促進了設備制造廠家在壓力機結構上加強了抗偏載結構設計的創新,突破了摩擦壓力機通常只能單工位鍛造的局限性;同時對于大型鑄鋼件(如機身、滑塊)和大型鍛件(如拉桿、螺桿)的加工技術也達到了較高水平。
大型摩擦壓力機的典型應用:鐵路貨車鉤尾框的鍛造(圖2)、重型卡車前軸的鍛造(圖3)。以大型摩擦壓力機為主機配置的鍛造生產線具有投資少、建設周期短的優勢。

圖2 鐵路貨車鉤尾框及其鍛造過程

圖3 重型卡車前軸(130kg)及其鍛造生產線

圖4 離合器式螺旋壓力機的開發及應用
離合器式螺旋壓力機
為克服摩擦驅動效率低的缺憾,壓力機制造企業研發了應用離合器式驅動技術的離合器式螺旋壓力機,如圖4所示。這種先進的螺旋壓力機通過離合器結合飛輪驅動滑塊,使其具有曲柄壓力機的特點;幾乎在全行程任意位置均可發出公稱打擊力,又具有液壓機的特點;行程可以控制從而可實現多次鍛打,還具有鍛錘的特點。離合器式螺旋壓力機既可以鍛造所需打擊力大的葉片等薄平類件,也適宜成形所需打擊能量大的汽車轉向節等復雜件。
目前我國已經開發了6個系列的離合器式螺旋壓力機,即400t、630t、1000t、1600t、2500t、4000t,并已制造了120余臺。國產離合器式螺旋壓力機解決了四大關鍵技術,即:大型專用螺旋副材料及其螺桿螺母加工技術、大型螺旋副特殊潤滑技術、大型離合器的設計及制造技術、整機的機電液集成控制系統技術。
國產離合器式螺旋壓力機在4000t以下的規格中已實現了替代進口,未來將要開發6300t以上規格的離合器式螺旋壓力機。近年我國進口了德國35500t的離合器式螺旋壓力機(世界最大),用于發電設備汽輪機大葉片的模鍛成形。

圖5 國產電動螺旋壓力機的開發及應用
電動螺旋壓力機
電動螺旋壓力機由兩臺或多臺電動機借助一級齒輪減速機構,間接驅動飛輪作雙向交替旋轉運動;采用特制的三相交流變頻電動機或開關磁阻電機,滿足了壓力機工作時對電動機頻繁正反轉的要求;可根據鍛件成形工藝要求,調整打擊力和打擊能量,鍛件成形精度高,模具使用壽命長;上料和出料以及調整模具時,電機可間歇工作,無需連續運轉,節約電能。
在各種螺旋壓力機中,電動螺旋壓力機的顯著優點是主機結構最簡單,傳動鏈非常短,因此故障率低,易于維護。與摩擦壓力機相比,不需更換摩擦帶等易損件;與液壓螺旋壓力機相比,無液壓驅動單元,使用維護費用明顯減少。目前我國已成功研制了EPC-400/630/1000/1600/2000/2500/4000/8000等多種產品,如圖5所示。但由于電動螺旋壓力機對電機性能要求很高,而電機及其控制技術又比較復雜,因此在開發和應用萬噸級以上公稱力噸位的電動螺旋壓力機時,應在與其他類型的螺旋壓力機進行技術經濟分析比較后再綜合考慮確定。
液壓螺旋壓力機
液壓螺旋壓力機的傳統驅動結構是油馬達、飛輪結構,其一般的公稱壓力在3000t以上,制造小噸位的液壓螺旋壓力機不經濟。液壓螺旋壓力機的液壓系統流量大、壓力高,制造要求很高,技術比較復雜,設備造價較高,目前國外已很少生產。
近年我國某鍛造企業通過實踐探索和自主創新,開發出一種新型的液壓螺旋壓力機,相對國外技術復雜的傳統液壓螺旋壓力機,該機具有以下特點:
⑴機械結構非常簡單,采用液壓推缸結構,沒有齒輪、摩擦盤、離合器等傳動件,液壓缸的可靠性、可維護性高于變頻電機、開關磁阻電機和摩擦盤等。
⑵液壓系統結構簡單,元器件全部采用常規元件,價格低,維護更換方便。
⑶打擊速度快,打擊能量大于同規格的摩擦壓力機和電動螺旋壓力機,尤其適合制造用于生產需要大能量、大打擊力的大型鍛件的大型和超大型規格的螺旋壓力機。
⑷采用蓄勢器蓄能方式運行,充分利用工序間的間歇時間,整機安裝功率小,節能高效,沒有使用大型電機時產生的電流沖擊。
⑸壓力機運行在中低壓范圍,采取特殊設計措施保證液壓系統及管道系統工作的可靠穩定。采用滑塊推動螺桿,運動方式更有利于螺旋副的潤滑。
由于具有上述特點(還需在技術細節上進一步完善),這種新型的液壓螺旋壓力機作為模鍛成形設備(兩個工位)可能會有樂觀的市場前景。國產2500t液壓螺旋壓力機及其生產的鍛件如圖6所示。
熱模鍛壓力機
我國熱模鍛壓力機的技術主要來源于德國,20世紀80年代初我國引進了當時處于世界領先水平的德國奧姆科公司12個系列、42種規格的熱模鍛壓力機的全套設計圖紙和技術資料。北京機電研究所是該引進項目的技術負責單位,進行了全面的、系統的消化吸收與轉化。熱模鍛壓力機的特點是:剛度高、抗偏載能力強(偏心軸—雙點支撐連桿—偏心銷結構),特別適合多工位鍛造(可以安排4~6個工位),易于實現自動化和大批量生產,其鍛件精度可以達到精密級。
我國現在已經可以制造1000~12500t規格的熱模鍛壓力機;執行機構在傳統單速曲軸連桿機構的基礎上發展到了雙速執行機構,其在下死點的平均速度是單速執行機構的2倍,能有效減少負載的熱接觸時間,提高模具壽命;采用濕式離合器—制動器傳遞扭矩,液壓驅動可以提高動作頻次,油液循環冷卻便于控制溫度,使熱模鍛壓力機行程次數利用率得以大幅度提升,機械壓力機的高效特征得以充分發揮,從而帶來了高效自動化、模具自動潤滑系統等一系列的技術進步。熱模鍛壓力機的技術引進和國產化、系列化如圖7所示。

圖6 國產2500t液壓螺旋壓力機及其生產的鍛件
我國現在已有10余條12500~14000t熱模鍛壓力機自動化鍛造生產線(其中約有二分之一是進口的鍛造生產線或主機進口而周邊配套設備國產),16500t熱模鍛壓力機自動化鍛造生產線也正在建造中,該生產線建成后將主要用于鍛造載重汽車的曲軸和前軸(重量大于140kg)。目前國內已經新建成幾十條汽車精密零件熱精鍛全自動化生產線(主機1000~2500t),實現了多工位、全自動化鍛造,生產效率由以往人工操作的5件/min提高到了現在的15~20件/min。
熱模鍛壓力機的技術引進和國產化的實現,為我國鍛造行業由錘上鍛造模式發展到與國際先進水平同步的壓力機鍛造的大批量生產模式奠定了裝備基礎,有效支撐了我國汽車工業20世紀90年代后期以來的規模化發展。
大公稱壓力行程冷鍛壓力機
大公稱壓力行程冷鍛壓力機是實現高效冷鍛生產的關鍵設備。冷鍛工藝要求滑塊在下死點附近速度慢、公稱壓力行程長(距下死點大于25mm),核心技術是廣義肘桿機構,在滑塊行程和行程次數均相同的前提下,廣義肘桿機構在下死點附近的速度要慢得多,而且可以擴大公稱壓力行程,公稱壓力行程大的壓力機其輸出能量相對較大,在大變形擠壓時飛輪速降小。
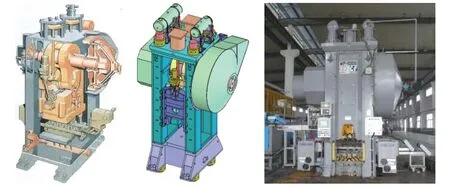
圖7 熱模鍛壓力機的技術引進和國產化、系列化
對于大公稱壓力行程冷鍛壓力機,國內以前主要是從德國、日本進口,價格十分昂貴,進口公稱壓力為630~1000t規格的冷鍛壓力機每臺需100~200萬歐元,形成了“物以稀為貴”的局面。2010年北京機電研究所和臺灣金豐機器工業股份有限公司簽訂技術合作協議,雙方發揮各自的技術特長,解決了長行程肘桿機構等關鍵技術(圖8),采用了多點支撐寬連桿及復合導向等多項先進技術,成功合作開發出了1000t、1250t大公稱壓力行程冷鍛壓力機,如圖9所示。面對市場雙方聯合投標,在國際招標中以明顯的性價比優勢勝出。

圖8 大公稱壓力行程冷鍛壓力機關鍵技術的開發
冷擺輾成形機
冷擺動輾壓具有小噸位設備輾壓大鍛件(其輾壓力僅是普通鍛造工藝的1/20~1/5)、鍛件精度高(精度可達0.025mm、表面粗糙度Ra值可達1.6~0.8μm)、材料利用率高、工作時無振動和噪聲小的特點。冷擺動輾壓工藝可以生產帶軸的法蘭、端面齒輪、錐齒輪、齒條等各種扁平形狀的復雜零件,可節約金屬材料,降低生產成本。國內冷擺動輾壓的理論研究與工藝應用已有多年歷史,但冷擺輾成形機卻基本依賴進口,國內引進了約30~40臺立式冷擺輾成形機。
傳統的立式冷擺輾成形機,擺頭可以實現圓、直線、螺旋線和多葉玫瑰線4種運動軌跡,其中直線、螺旋線和多葉玫瑰線3種軌跡擺頭均通過中心點,該點擺頭軸線與設備垂直軸線重合,擺角為0°,模具與工件坯料完全接觸,瞬間成形力陡增。圓形軌跡擺頭不通過中心點,擺輾過程為連續的局部成形,這也是目前極少采用螺旋線和多葉玫瑰線軌跡成形,而90%以上的擺輾件成形均采用圓形軌跡的原因。
針對直線、螺旋線和多葉玫瑰線3種軌跡擺頭均通過中心點而使成形力陡增這一問題,北京機電研究所開發出了擺頭不通過中心點的橢圓、螺旋線和多葉玫瑰線運動軌跡(圖10),這樣即能夠解決擺頭通過中心點而使成形力陡增的問題,使擺輾過程均為連續的局部成形,對設計新型擺輾機、改進擺頭結構、完善擺輾成形工藝具有重要的技術意義。200t冷擺輾成形機的開發如圖11所示。

圖9 海峽兩岸合作開發的1000t和1250t大公稱壓力行程冷鍛壓力機
結束語
我國在20世紀80年代引進、消化和吸收德國奧姆科公司熱模鍛設備產品與制造技術的基礎上,實現了熱模鍛裝備從“錘上鍛造”向“機上鍛造”的升級;通過自主創新與合作開發,實現了冷鍛壓力機、離合器式螺旋壓力機、液壓螺旋壓力機、電動螺旋壓力機、輥鍛和楔橫軋機等鍛造裝備的技術創新和國產化,基本上解決了汽車零部件的精密鍛造成形,對我國汽車工業從年產百萬輛到千萬輛的跨越起了重要的裝備支撐作用。
實現優質、高效、低成本的鍛造生產,需要系統的技術裝備來支撐,鍛造企業要特別關注并致力于這些技術裝備的改造、提升與創新,因為鍛造生產競爭的實質其實就是在比拼材料利用率的高低、設備效率的高低和生產過程的穩定性。誰的材料越節省、生產效率越高、質量越穩定,誰的產品的競爭力就越強。
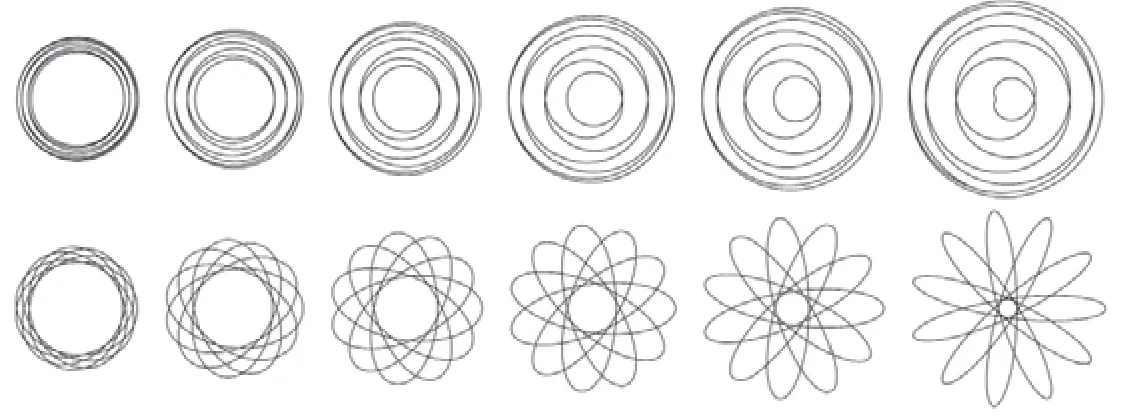
圖10 擺頭不通過中心點的螺旋線和多葉玫瑰線運動軌跡

圖11 200t冷擺輾成形機的開發
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00