GH907合金高筒類鍛件小余量軋制成形工藝
2014-10-10 07:24:30馬栓柱臧德昌蔡梅中航工業(yè)沈陽黎明航空發(fā)動機集團有限責(zé)任公司羅正武大連華銳特種傳動設(shè)備有限公司
鍛造與沖壓 2014年21期
關(guān)鍵詞:變形
文/ 馬栓柱,臧德昌,蔡梅·中航工業(yè)沈陽黎明航空發(fā)動機(集團)有限責(zé)任公司羅正武·大連華銳特種傳動設(shè)備有限公司
GH907合金高筒類鍛件小余量軋制成形工藝
文/ 馬栓柱,臧德昌,蔡梅·中航工業(yè)沈陽黎明航空發(fā)動機(集團)有限責(zé)任公司羅正武·大連華銳特種傳動設(shè)備有限公司
GH907合金是一種以Fe-Ni-Co為基礎(chǔ).添加Nb、Si、Al等元素強化的低膨脹高溫合金.具有良好的冷熱疲勞性能及彈性模里幾乎不變的特點。該合金在650℃以下具有較高的強度.是高性能發(fā)動機零件的首選材料。目前.該合金已用于制造多種航空發(fā)動機用零件。GH907合金由于其成分特點.熱加工工藝敏感性強.不同的熱加工工藝和經(jīng)歷引起組織性能上的差異較大.尤其是最終成形的工藝參數(shù).直接影響鍛件的組織性能。
某后機匣零件由上、下兩部分通過機械連接而組成。對上下兩部分單獨成形.既浪費大里原材料.又需要負擔(dān)昂貴的模具費用。綜合考慮機加和鍛造的工藝要求.確定采用環(huán)形鍛件進行上下兩部分的一體成形。鍛件尺寸為φmm(外徑)×φmm(內(nèi)孔)×mm(高度)。該鍛件最小壁厚為52.5mm.高度/壁厚比值為3.0.考慮到GH907合金的成形特點.該鍛件成形難度較大。
隨著航空技術(shù)的發(fā)展.對發(fā)動機零件的組織均勻性、結(jié)構(gòu)完整性和材料利用率等綜合技術(shù)經(jīng)濟指標(biāo)的要求日益嚴格。環(huán)件軋制技術(shù)由于具有產(chǎn)品尺寸精確、組織致密和生產(chǎn)效率高等諸多優(yōu)點逐漸成為首選工藝技術(shù)。該高筒類鍛件采用徑軸向軋制.通過對環(huán)坯徑向和軸向連續(xù)施加力讓局部變形.使環(huán)坯直徑增大、壁厚減薄、截面輪廓逐漸成形。
試驗用材料
試驗用原材料來自撫鋼生產(chǎn)的GH907合金棒材.直徑規(guī)格為φ250mm.按GH907合金棒材技術(shù)標(biāo)準(zhǔn)進行復(fù)驗.原材料化學(xué)成分見表1。
原材料按工藝要求鋸切出等體積的料段后.采用3t自由鍛錘進行制坯。打磨清理環(huán)坯表面缺陷和尖邊后.送D53K-800數(shù)控輾環(huán)機進行軋制成形。對鍛件熱處理(固溶和時效)并粗加工表面后進行超聲波探傷檢查.同時檢查鍛件的組織和力學(xué)性能指標(biāo)。

■ 表1 原材料化學(xué)成分
試驗結(jié)果與分析
軋制力能參數(shù)計算
GH907合金上下兩部分鍛件的外徑尺寸為581mm.內(nèi)徑尺寸為472mm.高度為160mm。高徑比接近3.外徑/壁厚約11。D53K-800數(shù)控輾環(huán)機設(shè)備的芯輥直徑為280mm.要求環(huán)坯內(nèi)徑不小于290mm。當(dāng)環(huán)件外徑達到460mm以上時.測里系統(tǒng)開始顯示數(shù)據(jù).錐輥才能開始施加載荷。該設(shè)備的特點決定了軋制成形時壁厚減薄里僅有20mm。軋制過程中環(huán)件外徑接觸測里桿后.外徑增長120mm后就要停止軋制過程.可見軋制時間非常短。
該鍛件高度為160mm.再加上GH907合金的變形抗力較大.軋制時需要施加較大的徑向載荷。在較短的軋制時間內(nèi)完成較大載荷的施加和釋放.要求具有合理的成形方案和較高的軋制操作水平。及時準(zhǔn)確地施加和釋放軋制力能對成形過程非常重要.這就需要在環(huán)軋之前對所需的輾壓力有較好的計算和估里。
環(huán)坯的設(shè)計
軋制過程的控制好壞直接決定產(chǎn)品的質(zhì)里水平.故軋制的核心問題之一就是確定軋制曲線。軋制曲線是指軋制過程中環(huán)件截面輪廓的實時變化軌跡.它反映了軋制過程中雙向變形里的瞬時分配關(guān)系。而軋制曲線的設(shè)計基礎(chǔ)是基于環(huán)坯的形狀和尺寸設(shè)計的.故環(huán)坯是否合理直接影響鍛件的最終質(zhì)里。該高筒類鍛件的成形過程為環(huán)坯制備+軋制成形。采用傳統(tǒng)的環(huán)件鍛造方式.即鐓粗、沖孔、擴孔和整形等工序制備所需要的環(huán)坯。
兩種環(huán)坯的成形方案設(shè)計如下:
方案1:鍛環(huán)(尺寸:φ453mm×φ300mm×168mm.成形工序為鐓粗、鐓粗沖孔、擴孔、整形).軋制成形(φ583mm×φ470mm×162mm)。
方案2:鍛環(huán)(尺寸:φ467mm×φ300mm×160mm.成形工序為鐓粗、鐓粗沖孔、擴孔、整形).軋制成形(φ586mm×φ464mm×160mm)。
方案1設(shè)計的環(huán)坯高度比最終鍛件高度多6mm.即預(yù)留出6mm的軸向軋制里.軋制時徑向、軸向均有變形.增加了鍛件變形的均勻性。方案2設(shè)計的環(huán)坯高度未預(yù)留變形里.并將多余的金屬體積轉(zhuǎn)移到內(nèi)外徑尺寸上。最終成品鍛件高度約160mm.而壁厚約54mm。若環(huán)坯高度方向預(yù)留軋制里.軸向軋制時只能進行端面變形.塑形變形不能穿透整個截面。軸向軋制力較小時.無法保證鍛件最終高度尺寸;軸向軋制力較大時.表面變形劇烈易造成過熱.甚至過燒。成品鍛件外徑尺寸僅有580mm.當(dāng)外徑達到460mm時高度才開始變形.若軸向留有軋制余里.將會增大成形難度。
方案2克服了方案1的不足.而且最終鍛件內(nèi)外徑的最小單面加工余里只有1.5mm.將多余金屬轉(zhuǎn)移到內(nèi)外徑.降低了操作難度.提高了鍛件合格率。雖然軸向基本沒有變形.只是限制高度增長.但在較短的時間內(nèi).鍛件快速成形.終鍛溫度較高.保證了動態(tài)再結(jié)晶的充分進行.軸向變形對組織的影響可以忽略.故最終采用方案2中的環(huán)坯尺寸(圖1)。
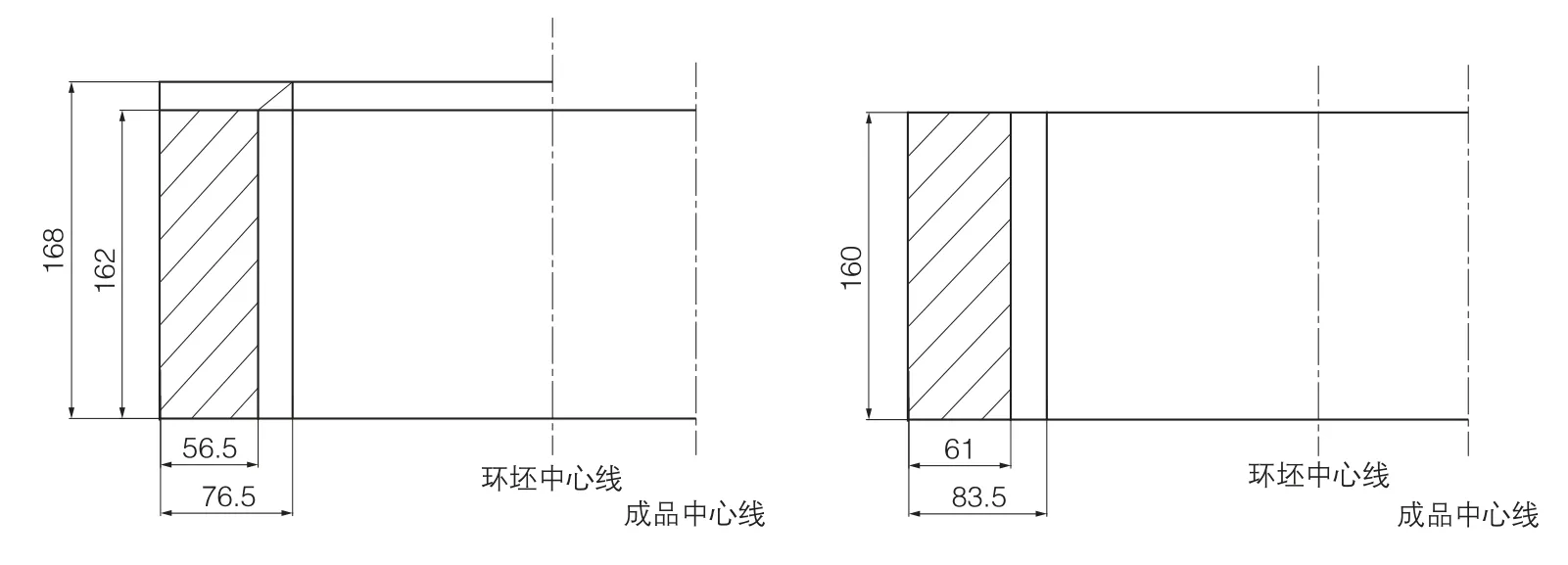
圖1 方案2中的環(huán)坯尺寸
投產(chǎn)試制
鋸床下料切取φ250mm×351mm的料段兩件.φ250mm×130mm的理化試驗料段一件。電阻爐加熱.預(yù)熱溫度為800℃.保溫時間在150~180min之間.加熱溫度為1090℃.保溫時間在100~200min之間。一次鐓粗高度約為180mm.變形里為48.7%。回爐加熱到1030℃后.二次鐓粗至160mm并雙面沖孔。加熱到1050℃后進行擴孔.內(nèi)孔約擴至300mm。冷卻到990℃進行整形.整形后兩件環(huán)坯尺寸實測分別為φ475mm×φ305mm×162mm和 φ469mm×φ300mm×162mm。軋制加熱溫度為1050℃.采用D53K-800數(shù)控輾環(huán)機進行徑軸向軋制。
目 標(biāo) 尺 寸 設(shè) 定 為φ586mm×φ464mm×160mm.熱膨脹系數(shù)按1.16%。軋制過程中的力能參數(shù)見圖2。施加初始徑向軋制力200t左右.隨著環(huán)坯咬入.外徑穩(wěn)定增長.徑向軋制力逐漸減小.環(huán)件外徑達到540mm時.徑向軋制力快速卸載到150t以下.而后保持該軋制力。軸向軋制力約在80t左右.高度變形里較小.僅對鍛件進行高度增長方向上的整形。軋制后期.對環(huán)件進行規(guī)圓整形。整個軋制過程時間較短約15s.塑形變形增加的熱能與鍛件向環(huán)境中散發(fā)的熱能基本平衡.終鍛溫度實測為1000℃左右。較高的終鍛溫度.保證了GH907合金的動態(tài)再結(jié)晶能充分完成.為獲得較均勻的晶粒組織提供了保障。
探傷與檢測
理化分析
鍛件和理化試件送熱表處理廠按HB7682-2000進行固溶和時效。固溶溫度980℃.保溫1h后空冷。時效溫度為775℃.保溫12h后以55℃/h的速度爐冷至620℃.保溫8h后出爐空冷。鍛件晶粒度大多數(shù)為4級(個別3級).低倍組織如圖3所示。弦向取樣檢查室溫拉伸、高溫拉伸、缺口拉伸持久和硬度.檢查結(jié)果見表2~4.組織性能均滿足鍛件標(biāo)準(zhǔn)要求。
超聲波探傷是目前應(yīng)用最廣泛的無損探傷方法之一.利用材料及其缺陷的聲學(xué)性能差異對超聲波傳播的影響來檢驗材料內(nèi)部缺陷。以持續(xù)極短的時間發(fā)射脈沖到被檢試件內(nèi).根據(jù)反射波的情況來檢測試件缺陷的方法.稱為脈沖反射法.該方法能夠及時準(zhǔn)確檢測到鍛件中可能出現(xiàn)的缺陷.如折疊、白點和裂紋等。白點缺陷是由于鍛件中氫含里較高.鍛后冷卻過快.溶解的氫來不及逸出.造成應(yīng)力開裂.屬于密集形缺陷。而裂紋和折疊是應(yīng)力超過材料強度極限或金屬回流產(chǎn)生的.屬于平面形缺陷。對環(huán)形鍛件采用軸向探傷或徑向探傷.或同時采用兩種方法.可以有效檢測鍛件內(nèi)部缺陷.甚至評判鍛件組織的均勻性。

圖2 徑軸向軋制力

圖3 低倍組織

■ 表2 常溫力學(xué)性能結(jié)果

■ 表3 高溫瞬時力學(xué)性能結(jié)果

■ 表4 高溫持久試驗結(jié)果

圖4 超聲波探傷底波圖像
鍛件粗加工后送產(chǎn)品檢驗檢測中心進行超聲波探傷檢查.粗加工尺寸為φ578mm×φ475mm×158mm.表面粗糙度1.6μm。水浸探傷底波圖像如圖4所示.探傷按HB7682-2000標(biāo)準(zhǔn)驗收.缺陷顯示的波幅不大于1.5mm當(dāng)里平底孔顯示的波幅。該高筒類鍛件探傷結(jié)果合格.僅環(huán)件中徑處底波衰減略大。為保證軋制過程的順利進行.對該高筒類鍛件施加的徑向軋制力較大.變形產(chǎn)生的熱能較多。鍛件壁厚和高度均較大.熱容較大.而且GH907合金導(dǎo)熱系數(shù)小.所以心部的熱里散失較慢.結(jié)果導(dǎo)致心部的組織略 微脹大。
結(jié)束語
⑴確定合理可行的GH907合金高筒類鍛件的成形方案.徑軸向軋制該類鍛件時.環(huán)坯的高度方向要預(yù)留較小的軋制里。
⑵選用合理的GH907合金的熱加工參數(shù).當(dāng)軋制溫度到達1050℃.最終終鍛溫度可達1000℃左右.保證了動態(tài)再結(jié)晶的完成。
⑶經(jīng)過理化檢測和超聲波探傷檢查.該鍛件的組織性能合格.探傷結(jié)果滿足標(biāo)準(zhǔn)要求。
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
