不銹鋼焊條全位置焊接工藝性能的改進研究及應用
2014-10-08 11:38:58王若蒙劉奇望蔣勇匡艷軍黃騰飛邱振生朱平王淦剛趙建倉
金屬加工(熱加工) 2014年16期
王若蒙 劉奇望 蔣勇 匡艷軍 黃騰飛 邱振生 朱平 王淦剛 趙建倉
隨著核電工業的發展,核電用不銹鋼焊條的使用越來越廣泛,對焊條全位置焊接性能的要求越來越高,特別是要求焊條既有優良的立向上焊工藝性能,又有良好的平焊工藝性能。該文對不銹鋼焊條全位置焊接工藝性能的影響因素及其改進方法進行了深入研究,利用研究成果成功研制了核電站主設備用E308L不銹鋼焊條。其全位置焊接工藝性能優良,實現了該類焊條的國產化開發,可替代進口產品。
一、核電站主設備用E308L不銹鋼焊條研制
影響不銹鋼焊接工藝性能的主要因素有碳酸鹽、金紅石、硅酸鹽、氟化物、水玻璃等,故針對此做如下配方設計改進。
1.藥皮設計
基于以上分析,在核電站主設備用E308L不銹鋼焊條的藥皮配方設計中采取以下措施:通過適當的碳酸鹽、金紅石,獲得較高熔渣粘度,實現渣壁過渡,形成“短渣”;合理加入硅酸鹽、氟化物,獲得較高的熔渣粘度,采用復合氟化物保證焊接冶金去氫能力;減少水玻璃用量,增大藥粉涂壓力,嚴格烘干焊條,緩減碳酸鹽分解速度,采用高模數濃度較低的鉀鈉混合水玻璃,提高焊條抗氣孔敏感性和全位置焊接的可操作性;根據各材料在熔渣中的特點和作用調整配方,使焊條具有合適的造渣溫度和熔渣熔點;設計適當的焊條外徑,改善熔滴過渡狀態,并且使藥皮套筒長短適宜全位置焊接。配方中適當加入含有易電離元素的材料,可以進一步提高電弧穩定性,藥皮基本配比如表1所示。
2.合金化設計
近年來,國內對不銹鋼焊條發紅原因分析研究取得了很多成果,將焊芯電阻率作為影響藥皮發紅的因素單獨提出來進行研究,認為不銹鋼焊條焊芯電阻率隨溫度和合金組元而變化,如圖1所示。
由圖1可知,在被測焊芯中,合金元素含量較高者,電阻率隨溫度升高增大量較小,所以25-13型瑞典P5焊條比21-10型A132的電阻率增長值小。
鑒于不銹鋼焊芯電阻大,焊接時焊條發熱升溫,采用同質焊芯過渡,使焊縫金屬合金化。焊接冶金過程中,合金元素由于脫氧作用、氧化燒損和來不及過渡而殘留在熔渣中,同時考慮飛濺和蒸發等因素造成的損失,在藥皮中添加適量Cr、Mn、Ni等過渡穩定的合金元素,可將含量控制在標準要求的范圍之內,以保證焊縫金屬良好的力學性能和抗腐蝕性能。
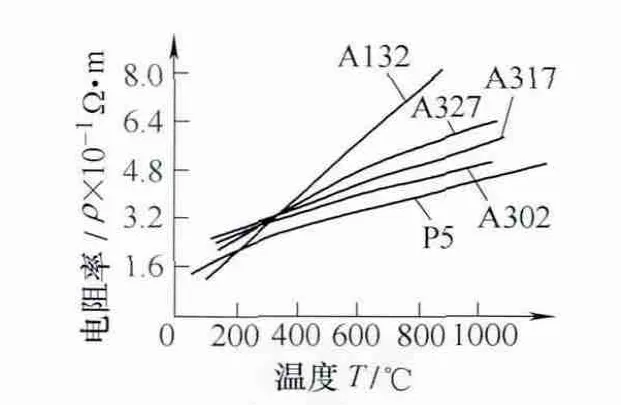
圖1 焊芯電阻率與成分及溫度的關系

表1 焊條配方(質量分數) (%)
二、核電站主設備用E308L不銹鋼焊條產品的性能
1.工藝性能
研制的核電站主設備用E308L不銹鋼焊條,具有較好的全位置焊接綜合工藝性能和適宜的導筒長度,焊接時電弧穩定、吹力大,立向上焊(連續焊)操作性好、熔渣及鐵液穩定性佳,脫渣優良、焊縫成形美觀;焊條抗發紅性好,藥皮不易發紅。較好地解決了多年以來困擾國內廠家的問題,即不銹鋼焊條平焊與立向上焊工藝性能之間的矛盾,在立焊工藝優良的基礎上保證了較好的平焊綜合工藝性能。
焊條平焊、平角焊、立向上焊(連續焊)工藝及焊條導筒分別如圖2~圖5所示,研制的核電站主設備用E308L不銹鋼焊條平焊和平角焊焊道成形優良,焊波均勻,焊腳邊緣平直;立向上焊道(連續焊)成形佳,焊波均勻;焊條藥皮導筒深淺適中。
2.理化性能
(1)產品熔敷金屬化學成分 研制的核電站主設備用E308L不銹鋼焊條熔敷金屬化學成分如表2所示,對應的鐵素體含量如表3所示。
(2)產品力學性能 對產品進行相關力學性能檢測,結果如表4所示。另外,對研制的核電站主設備用E308L焊條進行了熔敷金屬晶間腐蝕試驗和微觀組織分析,結果顯示熔敷金屬無晶間腐蝕傾向,焊縫組織為奧氏體加δ鐵素體。
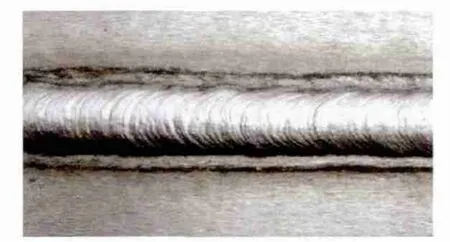
圖2 焊條平焊焊道

圖3 焊條平角焊焊道

圖4 焊條立向上焊道

圖5 焊條導筒

表2 熔敷金屬化學成分 (質量分數) (%)

表3 鐵素體含量測定 (%)

表4 不同熱處理狀態下常溫拉伸及沖擊性能
三、結語
研制的核電站主設備用E308L不銹鋼焊條全位置焊接工藝性能優良,較好地解決了平焊與立向上焊工藝性能之間的矛盾,在立焊(連續焊)工藝優良的基礎上保證了較好的平焊綜合工藝性能;理化性能滿足核電相關要求。20140218
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
電子制作(2018年11期)2018-08-04 03:26:08
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
工業設計(2016年12期)2016-04-16 02:52:00
制造技術與機床(2015年10期)2015-04-09 07:06:00
