水環(huán)泵焊接葉輪加工制造的關鍵技術
2014-12-14 12:20:20賀紅霞雷春棟王海雷趙波孫猛劉傳棟
金屬加工(熱加工) 2014年16期
賀紅霞 雷春棟 王海雷 趙波 孫猛 劉傳棟
1.概述
我公司主要生產各類水環(huán)泵,其中葉輪是水環(huán)泵的主要核心部件。對于直徑較小,常規(guī)材質的葉輪,可以通過鑄造批量生產,但是鑄造具有一定的局限性:①對于直徑較大(φ800mm以上),且葉片有彎曲弧度的葉輪(見圖1),鑄造難度很大。②一個模具只能用于澆注一種葉輪,且制造周期長。③僅適用于批量、常規(guī)材質生產,特殊材質需要重新設計模具。④鑄件內部容易出現縮孔、疏松、砂眼等缺陷,經過加工后,輪轂表面出現氣孔。⑤鑄件葉片弧度和厚度不容易保證,葉輪葉片壁較薄,葉片頂端有澆不到的可能。
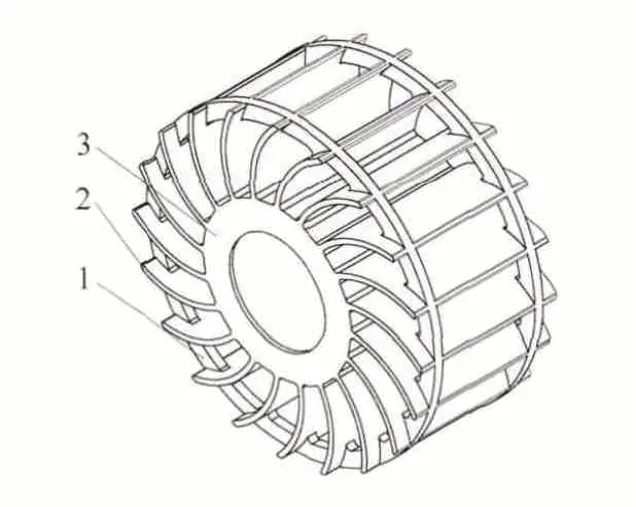
圖1 水環(huán)泵葉輪
為縮短部分單件、非常規(guī)材質以及大型葉輪的制造周期,改善葉輪的加工質量,提高水環(huán)泵的整體運行可靠性,我公司使用焊接葉輪來替代鑄件。焊接葉輪具有強度高,可靠性好,焊接過程中可通過焊接方法的選擇控制工件焊縫處的應力集中現象,對于發(fā)現的表面缺陷,可通過焊接方法進行適當的修補等優(yōu)點。
2.焊接葉輪的結構難點
如圖1可知,葉輪需要焊接數量較多且分布密集的葉片,葉片在輪轂上的焊接角度和葉片間距的均勻程度會嚴重影響水環(huán)泵的整機運行性能,因此,焊接過程中葉片在輪轂上的定位成為保證水環(huán)泵整機運行性能的關鍵。
分析葉輪結構可以看出,焊接葉輪存在焊接接頭多,焊縫分布密集,操作空間狹小等特點。焊接過程中,葉輪本身溫度升高快而且容易過高,焊縫影響區(qū)域相互疊加,葉片厚度較薄,受熱變形和熱應力影響嚴重,因此,焊接變形控制及焊后去應力處理成為影響焊接葉輪及水環(huán)泵整機運行可靠性的關鍵。
3.葉輪焊接工藝方案
(1)葉輪焊前準備 葉輪焊前準備包括葉片加工和壓制成形,葉輪輪轂和加強肋的加工。根據葉輪的材質和技術要求選擇合理的焊材及焊接方法,我們一般使用奧氏體不銹鋼制作焊接葉輪。
不同材質的葉輪應選用不同的焊接方法和焊材。與其他材質相比,奧氏體不銹鋼具有導熱系數小、線性膨脹系數大等特點,因此在焊接局部加熱和冷卻條件下,焊接接頭部位的高溫停留時間較長,焊縫金屬及近縫區(qū)在高溫承受較高的拉伸應力與應變,易產生熱裂紋。因此,選擇合理的焊材及確定正確的焊接方法顯得尤為重要。
(2)焊接過程中葉片的定位 焊接工序是葉輪成形的關鍵工序,焊接中葉片的位置和焊接方法直接關系到焊后葉輪的加工質量和整機運行性能,如葉輪表面的光滑度和焊接處的強度等。
直板狀葉片的焊接可以在定位盤上銑出直槽,焊接時將葉片嵌入槽內固定位置,進行焊接。但是對于圓弧狀葉片,用帶直槽的定位盤固定,葉片末端的圓弧部分處于游離狀態(tài),無法精確定位,根據葉片的形狀和焊接工藝,我們對定位盤工裝進行了改進,在定位盤上加裝圓柱銷來對葉片定位,有效地控制了葉片在輪轂上的定位精度。
根據焊接葉輪葉片的大小、數量和形狀,在葉片定位盤上加工出三圈螺紋孔,然后將底部加工有螺紋的圓柱銷安裝在葉片定位盤上。每個葉片分別由三個一組的圓柱銷來定位,如圖2所示,A1、B1、C1為一組,A2、B2、C2為一組,A3、B3、C3為一組,以此類推。圓柱銷A與C固定葉片的外側,圓柱銷B固定葉片的內側,使其在焊接過程中能保持在一個確定的位置。特別是焊接直徑較大的葉輪時,該定位盤工裝比銑槽式定位盤加工簡單,節(jié)約加工成本,且提高葉片定位精度。
(3)葉輪焊接變形控制 在實際焊接過程中,選擇合理的焊接順序至關重要,采用對稱施焊(見圖2),可有效減少焊接變形。即先點焊好由圓柱銷A2、B2、C2所固定葉片,再去點焊與它相距180°,由圓柱銷A4、B4、C4固定的葉片,利用反變形原理,減小焊接熱引起的變形,如果條件允許,由兩名工人同時進行焊接,手中的焊條呈180°,會達到更好的效果。
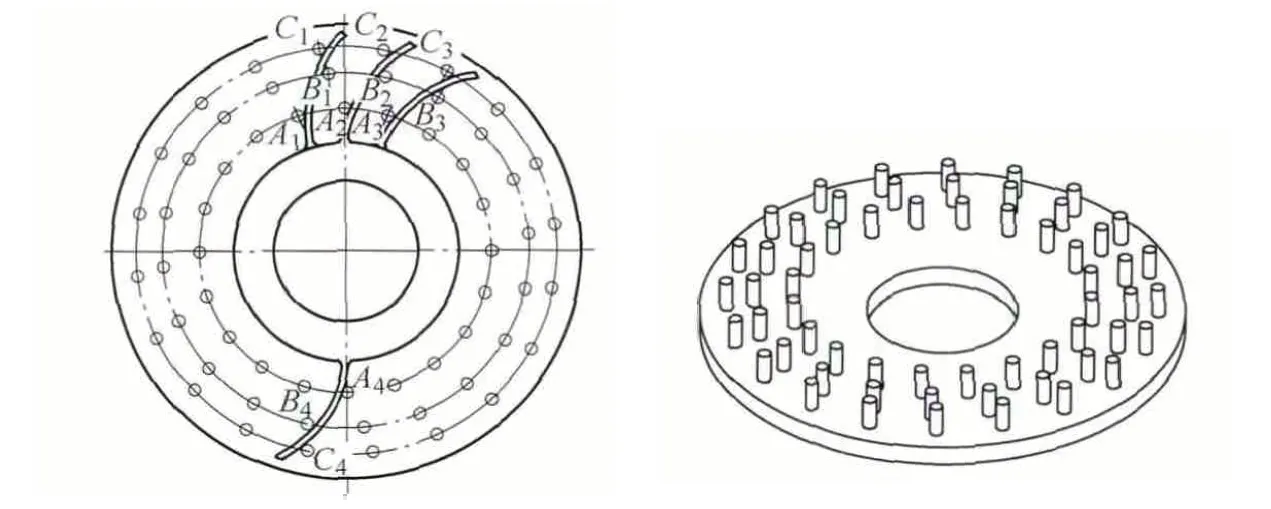
圖2 焊接葉輪葉片定位工裝
點焊完成后,先取下點焊時支承葉片的加強肋,用專用整形樣板對每個葉片的位置度、與端面的垂直度進行整形校正,校正完成后連接加強肋,再對稱焊接整個葉輪,最后對葉輪進行整體整形校正。
(4)消除焊接去應力措施 不銹鋼葉輪焊接后可能會出現焊縫晶間腐蝕以及焊接接頭的應力腐蝕開裂現象。
因此,要防止焊縫晶間腐蝕及應力腐蝕開裂的發(fā)生,需要采用以下幾方面的措施:①合理設計焊接接頭形式,避免腐蝕介質在焊接接頭部位聚集,降低或消除焊接接頭的應力集中。②合理布置焊道順序,如采用180°對稱焊操作,可減少葉輪的焊接應力。③對于應力腐蝕介質中等的材質,焊接完成后,葉輪整體應進行固溶處理(1 065~1 120℃水冷或急冷),以消除焊接應力。對于要求較高的葉輪,采用焊后錘擊、振動時效或噴丸等處理,可更好的消除葉輪殘余應力。
(5)焊接質量控制 在焊接過程中,由于焊接方法不當易引起焊縫成形缺陷,如裂紋、氣孔、夾渣、咬邊及未熔合等,所以在焊接中應注意以下幾點:①根據焊條直徑確定焊接電流,將電流值控制在理論值范圍內,防止大電流焊接操作,以保證焊縫成形美觀、飛濺少、無燒穿及咬邊現象。②合理調整焊接間隙,控制焊條角度。葉輪焊接基本都屬于角焊縫焊接,在保證電流與焊條移動速度的情況下,利用月牙形的擺動方法,可使熔池在寬度上的熱量輸入為恒定值,確保焊縫成形后無未熔合及夾渣現象。
4.結語
焊接葉輪是水環(huán)泵葉輪加工制作的一個重要手段,它使葉輪的強度提高,壽命延長,質量提高,葉片形狀更加精確,但加工和焊接過程中葉片的變形和定位需進行必要的控制,以免影響產品的整體使用性能。
通過長期的研究分析和經驗證明,焊材與焊接工藝方法選擇,焊后去應力處理的措施是決定焊接葉輪質量的關鍵因素。通過選用合理的葉片定位工裝,可以使葉片的位置精度得到有效控制;通過焊接工藝方法、焊材及焊后去應力處理的合理選擇,可以降低葉輪及葉片的變形,避免裂紋,夾渣,氣孔等內部缺陷,減少應力腐蝕開裂現象。
經檢驗和運行試驗,焊接葉輪尺寸和質量均符合設計要求,水環(huán)泵整機運行性能和運行可靠性得到了大幅度提高,驗證了焊接葉輪可以改進鑄件的缺陷和不足,有效避免了在使用中因工作液長期侵蝕內部氣孔等引起的葉輪斷裂、晶間腐蝕和應力腐蝕開裂等現象,增強了葉輪的使用壽命和使用性能。
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
