防爆開關殼體密封蓋的焊接質量分析與對策
2014-12-14 12:20:20梁玉星
金屬加工(熱加工) 2014年16期
關鍵詞:焊縫
梁玉星
1.概述
防爆開關的殼體是礦用隔爆啟動器的一個主要部件,不僅要隔爆,還要耐高溫變形。防爆開關的殼體是由后端蓋、筒體、上箱體、底座支板和密封蓋裝配焊接組合而成的一個產品。由于后端蓋和密封蓋都是由5~6mm厚的鋼板壓制而成的,板料較薄,焊縫要全焊,所以較易變形;另外,由于焊接工藝流程混亂,焊縫易造成未焊透和、未熔合、氣孔和夾渣等缺陷。為此,在研究試驗的過程中,我們不斷總結經驗,查閱相關資料,并經大量的實踐,按正確的焊接工藝流程制作,保證了焊縫的質量,最終取得良好效果。圖1為80(120)防爆開關的產品。

圖1
2.密封蓋焊接質量存在問題及使用環境
密封蓋是由5~6mm厚的板料通過壓模壓制而成,板料較薄,材質為Q235-A,無回火脆性,冷變形塑性高,與法蘭裝配焊接時易產生法蘭變形的現象。焊接時必須采用工裝夾具將其固定在平臺上,并采用分段焊接法,不能連續焊。
殼體的密封蓋由于是在礦井高瓦斯、高煤塵、復雜、惡劣的工作環境下,首先要求焊縫必須能夠承受得住16~24MPa(調試中最高為32MPa)的水壓試驗壓力;其次在板料與法蘭焊接的過程中,容易出現氣孔、裂紋、端面變形等焊接缺陷,導致產品達不到防爆要求而出現安全隱患。因此,對殼體密封蓋焊接質量進行分析,逐一排查產生的原因,并提出相應的改進措施及對策,顯得尤為重要。
3.焊接制作過程中產生焊接缺陷原因
在剛開始試制時,由于經驗不足,焊接人員技術水平良莠不齊,使用的設備又是焊條電弧焊,從而導致產品出現以下類型的焊接缺陷。
(1)氣孔 第一,坡口邊緣不清潔,有水分、油污和銹跡。車間生產中半成品堆放不規范,沒有專門的半成品擺放貨架,導致半成品材料沾上水分、油污和銹蝕。
第二,焊條或焊劑未按規定進行焙烘,焊芯銹蝕或藥皮變質剝落。
第三,低氫型焊條焊接時電弧過長,角度不當,焊接速度過快。
第四,焊條擺動時在坡口邊緣停留時間較短。
(2)夾渣 第一,焊縫邊緣有氧割或碳弧氣刨殘留的熔渣。
第二,坡口尺寸不合理,原來的坡口尺寸只有3mm,(見圖2),焊接厚度不夠;另外,坡口角度太小,焊接熱輸入太小或焊接速度過快。
第三,在使用酸性焊條時,因電流太小或運條不當而形成“糊渣”,使用堿性焊條時電弧過長或極性不正確。
第四,焊接部位有臟物,上一層焊渣未清理干凈。
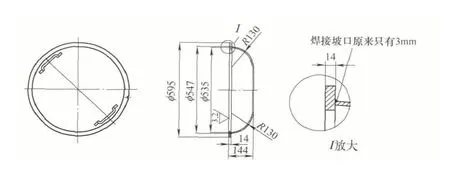
圖2
(3)未焊透 焊接電流小,熔深淺;坡口和間隙尺寸不合理,鈍邊太小;磁偏吹影響;焊條偏芯度太大;層間及焊根清理不良。
(4)未熔合 焊接電流過小;焊接速度過快;焊條角度不對;產生弧偏吹現象;焊接處于下坡焊位置,母材未熔化時已被鐵液覆蓋;母材表面有污物或氧化物影響熔敷金屬與母材間的熔化結合。
總之,防爆開關啟動器的殼體密封蓋在焊接過程中,除了注意以上缺陷外,還要注意焊縫的外觀成形尺寸和形狀是否符合要求,有無焊縫超高,表面是否光滑,焊縫是否過寬;焊縫向母材過渡是否圓滑,匹配適當,以及有無錯邊、塌陷等外觀缺陷。
4.改進措施
針對以上焊縫缺陷產生的原因分析,結合生產實踐,提出以下改進措施。
(1)生產現場的管理 第一,生產車間中半成品堆放采用專用貨架,專人管理,確保清潔、干燥。
第二,焊接時,清理工件坡口邊緣的水分、油污和銹蝕。
第三,嚴格按規定保管、清理和焙烘焊接材料。
(2)焊接方法的改進 第一,由原來使用焊條電弧焊機改為CO2氣體保護焊機進行施焊。
第二,人員安排由原來所有焊工均可參與焊接改為只有焊接水平較高的焊工才能操作。
(3)合理設計焊接坡口 原來的焊接坡口尺寸只有3mm,改進后為6mm,并在端頭法蘭處設計出焊接插入深度5mm(見圖3),實施雙面焊接。
(4)焊接參數的選定 第一,因密封蓋板料較薄,故選取氣保焊的焊絲直徑為1.2mm,可滿足焊接質量要求。
第二,焊接電流與電弧電壓之間要相互匹配。生產實踐表明,選用φ1.2mm焊絲,電弧電壓19V,焊接電流120A,氣體流量10L/min,可保證焊接質量。
第三,在平焊、立焊和仰焊方式中,平焊具有焊縫成形良好,飛濺少等特點,因此密封蓋工件的焊接首選平焊。
第四,由于使用的是半自動焊機,所以選定的焊接速度為120mm/min。因為如果焊接速度過快,氣體的保護作用就會受到破壞,同時使焊縫的冷卻速度加快,這樣就會降低焊縫的塑性;反之,如果焊接速度太慢,焊縫寬度就會明顯增加,熔池熱量集中,容易產生燒穿等缺陷。
第五,在焊接密封蓋時,屬于一般材料,宜采用直流反接的電源極性。
第六,焊絲伸出長度:一般情況下焊絲的伸出長度約為焊絲直徑的10倍,定為12mm。
第七,噴嘴與工件的角度:無論是自動焊,還是半自動焊,當噴嘴與工件垂直時,飛濺都很大,電弧不穩。為了避免這種情況的出現,可將噴嘴后傾10°~15°,即可保證焊縫成形良好,焊接過程穩定。
第八,運條手法:為更好地解決飛濺問題,提高焊接質量,宜采用平焊鋸齒形運條方法。
5.結語
自從改進焊接工藝,嚴格按焊接操作規程施工后,防爆開關殼體密封蓋的焊接質量有了很大的提高,焊縫經過X射線探傷合格率達到100%,水壓試驗無滲漏。不僅提高了產品性能,降低了生產成本,而且焊后密封蓋的內壁很清潔,外形美觀,經久耐用,受到了用戶的廣泛好評。
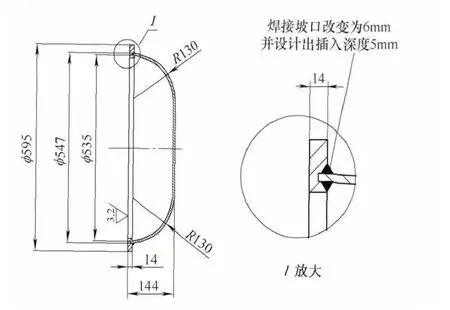
圖3
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
