剪擠復合精整中凸模圓角對核心變形區應力狀態的影響
2014-09-26 12:33:54袁秋鄧明寧國松文俐
精密成形工程
2014年3期
袁秋,鄧明,寧國松,文俐
(重慶理工大學,重慶 400054)
剪擠復合精整工藝主要是針對板狀局部精密輪廓零件,對留有余量的局部輪廓進行“精剪切+塑性擠壓”復合加工,從而使該輪廓達到全光亮帶成形,剪擠復合精整加工基本過程如圖1所示[1]。在剪擠復合精整工藝中,成形面的形成和切屑與工件基體的分離都發生在核心變形區,其應力狀態直接影響成形表面是否產生撕裂和成形質量的好壞[2]。凸模圓角作為剪擠復合精整中的一個重要工藝參數,對核心變形區應力狀態有重要影響。文中在理論分析和實驗的基礎上,借助有限元方法,研究不同凸模圓角半徑對剪擠復合精整中核心變形區應力狀態的影響,進而得出凸模圓角半徑對零件成形表面質量的影響,為剪擠復合精整工藝的實際應用提供參考。
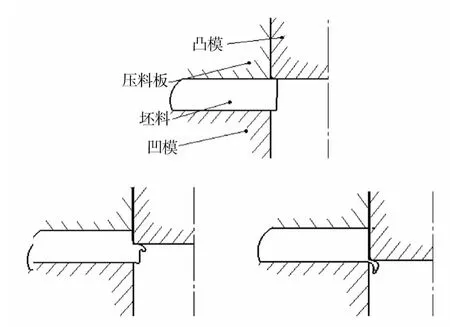
圖1 剪擠復合精整基本原理Fig.1 Basic process of shearing- extruding trimming technology
1 變形區材料應力狀態分析
剪擠復合精整時,作用于材料的外力如圖2所示,整個材料所受外力有凸模的精整力和凸模對新形成表面的摩擦力f1。由于有一定大小的凸模圓角,精整力在軸向和徑向上對變形區有F11和F12的分力,也就是說凸模圓角對材料提供縱向和徑向擠壓力。整個材料還受到壓料面的壓料力F2和摩擦力f2以及凹模對材料的支撐力F3和摩擦力f3,在這些力的綜合作用下,材料處于靜水壓應力狀態[3]。
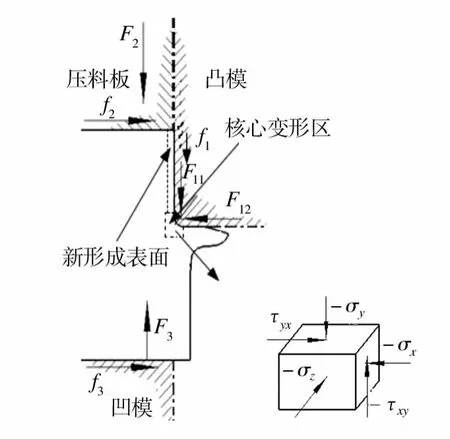
圖2 剪擠復合精整材料所受外力模型及核心變形區某一點的應力狀態Fig.2 Deformation model under external forces and the stress state of one point in the core deformation zone
在核心變形區某一點O取坐標……
登錄APP查看全文
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中華詩詞(2020年1期)2020-09-21 09:24:52
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
實驗流體力學(2011年5期)2011-01-14 01:25:28
學與玩(2005年3期)2005-04-29 00:00:00
