高強(qiáng)度汽車(chē)鋼板沖壓成形的主要問(wèn)題及模具對(duì)策
2014-09-26 12:33:50鐘茂蓮
精密成形工程 2014年3期
鐘茂蓮
(江鈴控股有限公司,南昌 330052)
隨著汽車(chē)輕量化要求的提高,相應(yīng)地對(duì)車(chē)用鋼板的強(qiáng)度等級(jí)要求也越來(lái)越高,高強(qiáng)度板的廣泛應(yīng)用,對(duì)汽車(chē)模具開(kāi)發(fā)提出了更高的要求。高強(qiáng)度鋼板的高抗拉強(qiáng)度、高剪切強(qiáng)度等特殊性能,使其在沖壓成形過(guò)程中極易出現(xiàn)開(kāi)裂、褶皺及表面撓曲等缺陷,這也成為制約其快速發(fā)展和模具制造的一個(gè)重要瓶頸。文中試從高強(qiáng)度鋼板沖壓成形存在的主要問(wèn)題分析入手,并以高強(qiáng)度汽車(chē)縱梁成形模具設(shè)計(jì)為例,提出了針對(duì)高強(qiáng)度鋼板沖壓成形問(wèn)題的模具對(duì)策。
1 高強(qiáng)度鋼板在沖壓成形過(guò)程中存在的主要問(wèn)題
雖然高強(qiáng)度鋼板在汽車(chē)車(chē)身零件中的應(yīng)用,可以提升部件的沖擊能量吸收能力及塑性變形抗沖擊能力,但是鋼板高強(qiáng)度化易引起其塑性下降、成形性變差,而屈服強(qiáng)度的提高則引起面畸變和回彈效應(yīng),增加形狀不穩(wěn)定性。典型的成形缺陷有開(kāi)裂、起皺、尺寸精度不良和卡模具等。
1.1 開(kāi)裂
鋼板強(qiáng)度的提高,易引起其塑性的下降,也會(huì)使脹形斷裂極限和拉伸翻邊斷裂極限下降。隨著鋼板的高強(qiáng)度化,易產(chǎn)生裂紋。另外,由于其需要大的成形力,沖壓生產(chǎn)時(shí),若模具溫度升高,則易發(fā)生板件粘模具的現(xiàn)象,其結(jié)果將誘發(fā)拉毛和裂紋的產(chǎn)生。由圖1不同高強(qiáng)度鋼板的強(qiáng)度和延伸率的關(guān)系可以看出,材料的不同,成形極限曲線(xiàn)的位置與形狀會(huì)發(fā)生變化,相應(yīng)沖壓成形時(shí)開(kāi)裂比率也在變化。
1.2 起皺
沖壓過(guò)程中高強(qiáng)度板屈服點(diǎn)升高時(shí),易發(fā)生起皺現(xiàn)象。起皺不僅會(huì)造成卡模和裂紋,也難以在成形后期消除,其結(jié)果往往導(dǎo)致形狀不良。由于不能在成形后期消除起皺,沖壓件便不能在下死點(diǎn)成形,而且成形后的彈性回復(fù)引起的形狀不良以及起皺引起的面應(yīng)變也是很大的問(wèn)題。
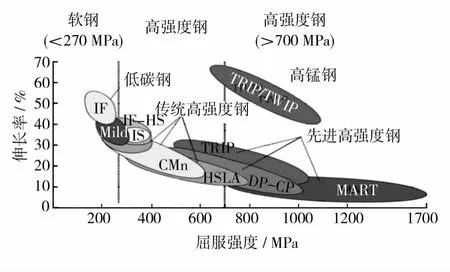
圖1 不同高強(qiáng)度鋼的強(qiáng)度-伸長(zhǎng)率關(guān)系Fig.1 Relationship between UTS and total elongation for various high-strength steel
1.3 尺寸精度不良(回彈)
鋼板強(qiáng)度升高時(shí),其殘余應(yīng)力增大,易產(chǎn)生成形后彈性回復(fù)引起的形狀不良和尺寸精度不良(回彈)等。回彈是板厚方向應(yīng)力差引起的以沖壓件角度不合格和面翹曲為代表的尺寸精度不良現(xiàn)象。隨著鋼板強(qiáng)度的提高,角度不合格和面翹曲變得嚴(yán)重起來(lái),其程度大大超過(guò)普通鋼板,如圖2所示,這是高強(qiáng)度鋼板成形中最為嚴(yán)重的問(wèn)題,對(duì)車(chē)身合格率、汽車(chē)總裝配也將產(chǎn)生重大影響。
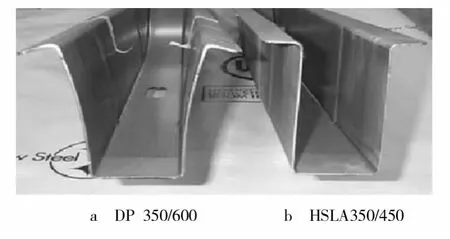
圖2 同一模具中順序加工的2種材料尺寸精度的對(duì)比Fig.2 Two channels made sequentially in the same die
1.4 零件卡模具
高強(qiáng)度鋼板成形時(shí)需要很大的成形力,以使坯料與模具的接觸壓力增大,這樣易發(fā)生零件卡模具現(xiàn)象,零件無(wú)法正常取下,使得模具鑲塊和零件表面都將產(chǎn)生拉痕。同時(shí)由于模具的受力不均,嚴(yán)重者使模具的工作鑲塊出現(xiàn)開(kāi)裂情況,甚至導(dǎo)致模具整體開(kāi)裂,這就加大了模具調(diào)試難度,且在后續(xù)的生產(chǎn)過(guò)程中。由于生產(chǎn)時(shí)產(chǎn)生的磨損,使零件和鑲塊反復(fù)出現(xiàn)拉傷,模具鑲塊需要不斷修正或更換,模具維修費(fèi)用也將相應(yīng)增加。
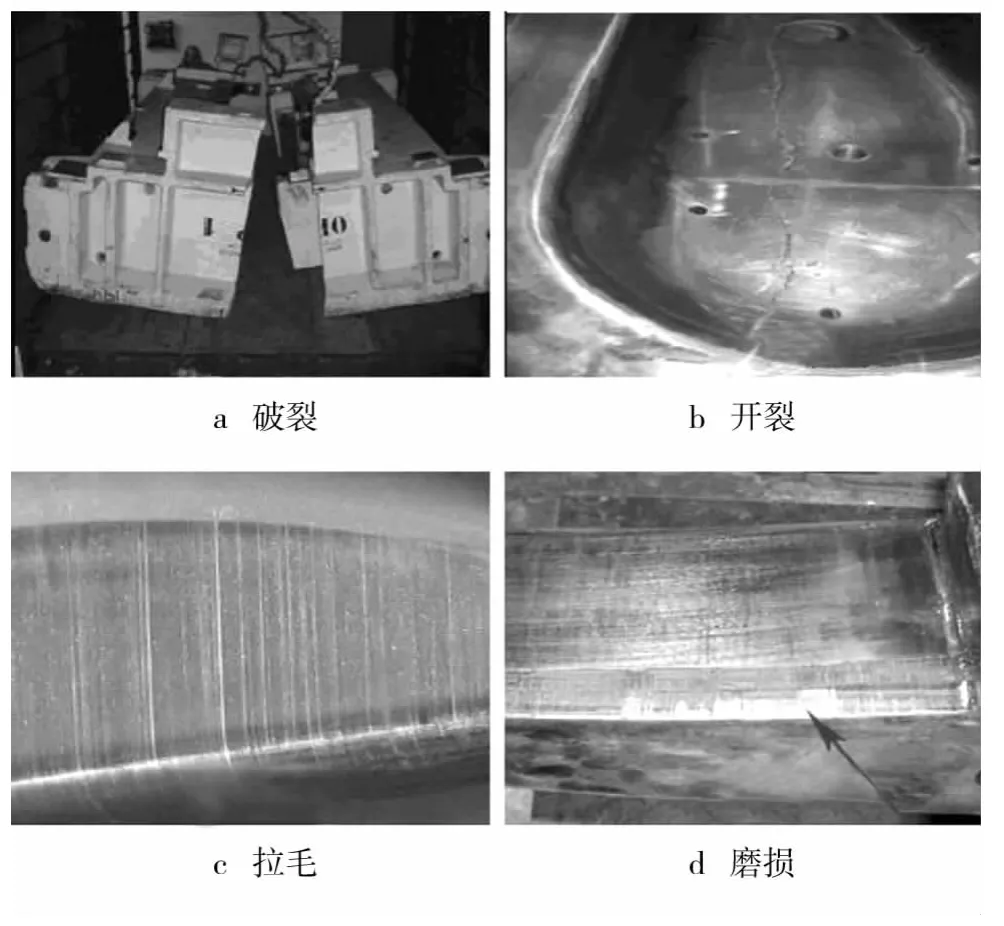
圖3 高強(qiáng)度鋼模具損壞的實(shí)例Fig.3 Die failures for HSS stamping
2 高強(qiáng)度鋼板沖壓成形模具的設(shè)計(jì)及調(diào)試問(wèn)題的對(duì)策
鑒于高強(qiáng)度鋼板在沖壓成形過(guò)程中存在的諸多缺陷,給沖壓生產(chǎn)企業(yè)帶來(lái)了一定生產(chǎn)困擾并造成了經(jīng)濟(jì)損失,迫切需要找出應(yīng)對(duì)措施。這就需要從設(shè)計(jì)入手,結(jié)合調(diào)試生產(chǎn)實(shí)際,針對(duì)性地提出解決方案。下面以高強(qiáng)度汽車(chē)縱梁為例,論述成形模具的設(shè)計(jì)制作方法和模具調(diào)試問(wèn)題的對(duì)策。
2.1 模具設(shè)計(jì)的目標(biāo)要求
通過(guò)將質(zhì)量機(jī)能展開(kāi)(Quality Function Deployment,QFD)工具和CAE模擬軟件三維數(shù)字設(shè)計(jì)技術(shù)應(yīng)用于高強(qiáng)度板汽車(chē)縱梁成形模具的設(shè)計(jì),確定高強(qiáng)度板的缺陷控制技術(shù),從而達(dá)到以下目標(biāo):(1)研究防止開(kāi)裂、形狀不良的技術(shù);(2)防止尺寸精度不良及回彈的技術(shù)研究;(3)延長(zhǎng)模具使用壽命;(4)減少模具試模調(diào)整次數(shù)及檢驗(yàn)頻次,降低單位產(chǎn)品生產(chǎn)成本。另外,通過(guò)對(duì)高強(qiáng)度汽車(chē)縱梁成形模具的表面粗糙度、硬度、生產(chǎn)成本等指標(biāo)進(jìn)行評(píng)定分析,確定了合理的目標(biāo)值,如表1所示。
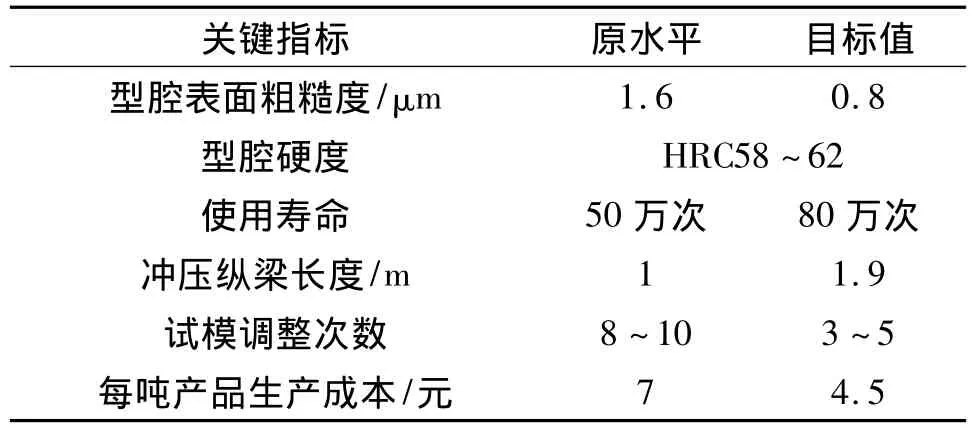
表1 高強(qiáng)度鋼模具改善的目標(biāo)值Table1 The improvement targets of high-strength steel moulds
2.2 高強(qiáng)度鋼板模具設(shè)計(jì)制造的方法步驟
從理論角度而言,影響模具性能的關(guān)鍵在于模型尺寸、材料成分、加工精度以及硬度這5個(gè)關(guān)鍵工藝參數(shù)的控制,而模型尺寸的控制主要在于模型制作工序,材料成分主要取決于選材,加工精度主要由精加工工序控制,模具硬度主要取決于模具熱處理。模具質(zhì)量是設(shè)計(jì)出來(lái)的,在模具設(shè)計(jì)階段,要充分考慮模具尺寸、材質(zhì)和加工精度等要素對(duì)模具質(zhì)量的最終影響,將“縱梁沖壓工藝工藝設(shè)計(jì)研究”與“縱梁沖壓成形仿真分析”2種手段結(jié)合應(yīng)用于模具設(shè)計(jì)當(dāng)中,形成有效的模具設(shè)計(jì)流程。在模面設(shè)計(jì)的基礎(chǔ)上,將模具結(jié)構(gòu)分析加入流程,在利用Dynaform分析軟件進(jìn)行分析時(shí),將實(shí)際沖壓生產(chǎn)中常見(jiàn)的問(wèn)題因素考慮進(jìn)去,從而從沖壓模具結(jié)構(gòu)分析的角度,對(duì)高強(qiáng)度鋼板沖壓生產(chǎn)中存在的問(wèn)題提出相應(yīng)的解決方案,同時(shí)還可對(duì)模具的結(jié)構(gòu)進(jìn)行進(jìn)一步優(yōu)化。
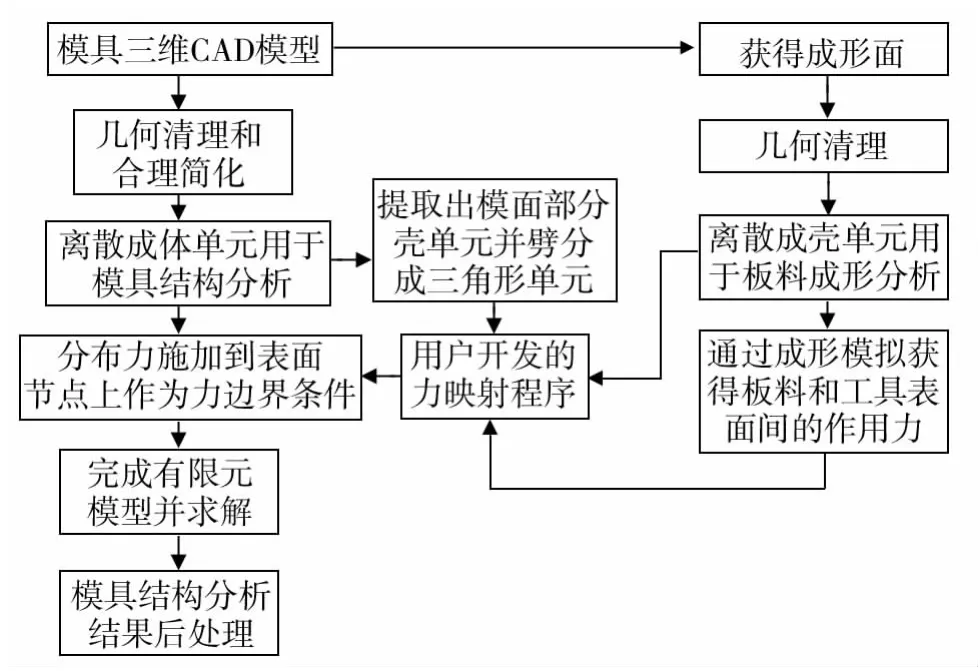
圖4 基于板料成形數(shù)值模擬的沖壓模具結(jié)構(gòu)分析流程Fig.4 The process of stamping- die- structure simulation based on forming
2.2.1 縱梁沖壓工藝設(shè)計(jì)研究
由于縱梁是汽車(chē)最重要的剛性構(gòu)架,承擔(dān)支承汽車(chē)主要部件和安全性能的作用,而縱梁沖壓工藝過(guò)程復(fù)雜,因此通過(guò)對(duì)縱梁沖壓工藝設(shè)計(jì)進(jìn)行研究,并進(jìn)行可靠的模具設(shè)計(jì),從而保證縱梁型面精度,以實(shí)現(xiàn)汽車(chē)的輕量化與碰撞安全性。
1)板件成形工藝性的分析。右/左前縱梁零件采用料厚為1.80 mm的DP590材料,該材料的抗拉強(qiáng)度為590 MPa,屬于高強(qiáng)度類(lèi)鋼板。借助于AUTOFORM軟件,進(jìn)行全工序CAE模擬,分析結(jié)果如下:由于產(chǎn)品材料較硬,延伸率較低,零件成形困難,易產(chǎn)生回彈和扭曲,在后工序翻邊時(shí),零件在圓角處由于缺料而產(chǎn)生開(kāi)裂。
2)沖壓工藝方案的確定。根據(jù)AUTOFORM分析結(jié)果以及板件的形狀特征和精度要求,考慮生產(chǎn)節(jié)拍和產(chǎn)量等,初步確定沖壓工藝方案。在考慮工藝補(bǔ)償時(shí),一方面通過(guò)拉延工序增加凸包的方式,解決開(kāi)裂缺陷;另一方面在翻邊工序時(shí),采用先后翻邊的方式解決開(kāi)裂問(wèn)題。
3)工序的確定。根據(jù)CAE分析結(jié)果以及沖壓線(xiàn)壓機(jī)的參數(shù)要求,測(cè)定中間毛坯的過(guò)渡性尺寸,確定所需的沖壓工序數(shù)目及安排順序。
4)模具類(lèi)型與結(jié)構(gòu)形式的選定。通過(guò)對(duì)影響模具類(lèi)型及結(jié)構(gòu)形式的因素進(jìn)行分析研究,結(jié)合沖壓生產(chǎn)節(jié)拍和產(chǎn)量等,考慮取料方式和操作工的操作習(xí)慣,確定模具的最終結(jié)構(gòu)形式。

圖5 仿真軟件Autoform主界面Fig.5 The main interface of simulation software Autoform
2.2.2 縱梁沖壓成形仿真分析及模具設(shè)計(jì)
通過(guò)對(duì)汽車(chē)縱梁成形工藝進(jìn)行CAE分析,對(duì)比凸凹模間隙、壓邊力和凹模圓角半徑等因素對(duì)材料回彈的影響,針對(duì)高強(qiáng)鋼件回彈大的問(wèn)題,修改產(chǎn)品結(jié)構(gòu),從而對(duì)模具的設(shè)計(jì)進(jìn)行全程模擬分析與優(yōu)化。CAE數(shù)值仿真,一方面檢驗(yàn)?zāi)>呒肮に囋O(shè)計(jì)合理性,同時(shí)提供獲取新知識(shí)的數(shù)據(jù)源,即數(shù)值仿真結(jié)果。基于數(shù)值仿真的結(jié)果,及時(shí)發(fā)現(xiàn)工藝、模具優(yōu)化設(shè)計(jì)的可能性。反之,CAE分析模型的優(yōu)化也可以導(dǎo)出新的工藝模具優(yōu)化設(shè)計(jì)方案。其仿真分析過(guò)程如下。
1)CAD模型的建立。對(duì)于形狀較為復(fù)雜的沖壓件,通過(guò)采用造型功能強(qiáng)大的CAD軟件建立模型,并對(duì)零件進(jìn)行適當(dāng)?shù)墓に囇a(bǔ)充,采用UG建模,利用分析軟件的IGES等文件接口導(dǎo)入幾何模型,應(yīng)用大型非線(xiàn)性動(dòng)力顯示分析軟件DYNAFORM對(duì)其進(jìn)行沖壓成形仿真分析。
2)動(dòng)力顯示模擬的前置處理。導(dǎo)入數(shù)據(jù)模型,進(jìn)行網(wǎng)格劃分與修正,確定正確的沖壓方向,創(chuàng)建壓料面及工藝補(bǔ)充面,輸入各參數(shù)進(jìn)行分析計(jì)算,通過(guò)凹凸模的運(yùn)動(dòng)過(guò)程模擬,進(jìn)行板料拉延成形。
3)沖壓成形模擬結(jié)果分析。工藝條件是縱梁的成形質(zhì)量的關(guān)鍵影響因素。結(jié)合縱梁的沖壓成形過(guò)程的有限元仿真分析,可以?xún)?yōu)化沖壓工藝設(shè)計(jì),得出更為合理的沖壓工藝參數(shù)。將真實(shí)工藝條件充分反映在有限元仿真分析中,可以得出相應(yīng)沖壓工藝條件對(duì)縱梁成形質(zhì)量的影響。初步設(shè)置拉延成形仿真的參數(shù)并進(jìn)行初次模擬,可了解板料的流動(dòng)情況,大致預(yù)測(cè)存在成形缺陷的部位,通過(guò)計(jì)算再對(duì)模擬結(jié)果進(jìn)行分析與評(píng)價(jià)。

圖6 凹模的第一主應(yīng)力分布(最大值35.36 MPa)Fig.6 The first principal stress distribution of cavity die(maximum 35.36 MPa)
高強(qiáng)度板件成形過(guò)程中,為獲得良好的成形效果,防止開(kāi)裂和起皺,通常通過(guò)使用加拉延筋甚至是浮動(dòng)拉延筋的方式,或者改變圓角半徑的方式來(lái)控制材料的流動(dòng)。根據(jù)板料厚度以及延伸率,再分別進(jìn)行加拉延筋和改變圓角情況下的成形仿真分析,從而確定最優(yōu)的模具相關(guān)參數(shù)。
2.2.3 模具的加工制造
通過(guò)成形仿真結(jié)果分析,結(jié)合模具設(shè)計(jì)規(guī)范,優(yōu)化模具結(jié)構(gòu)設(shè)計(jì);再根據(jù)結(jié)構(gòu)設(shè)計(jì)數(shù)模進(jìn)行泡沫模型制作和鑄造,采用性能優(yōu)良的SKD11或Cr12MoV模具合金鋼作為高強(qiáng)板模具工作鑲塊的材料,再輔以精確的數(shù)控加工,從而得到仿真設(shè)計(jì)出來(lái)的實(shí)物模具。
2.3 高強(qiáng)度板模具調(diào)試沖壓缺陷的解決對(duì)策
結(jié)合建模與CAE模擬結(jié)果,在沖床上進(jìn)行試模,但因?qū)嶋H的工況與理論的設(shè)計(jì)存在一定的差異,在高強(qiáng)度鋼板模具調(diào)試的過(guò)程中,仍存在開(kāi)裂、形狀不良、尺寸精度不良等沖壓缺陷,這就需要鉗工在模具調(diào)試過(guò)程中采取相應(yīng)的措施,以消除高強(qiáng)度鋼板的沖壓缺陷。
2.3.1 改善起皺、開(kāi)裂的對(duì)策
鋼板的強(qiáng)度越高,成形性越差。使部件形狀平直化,是一種有效的解決方法。在出現(xiàn)開(kāi)裂、形狀不良(起皺)等缺陷的情況下,適當(dāng)調(diào)整壓邊力、調(diào)整下料尺寸和進(jìn)料方向以及調(diào)整壓料筋大小和高度等,可使起皺開(kāi)裂得到有效改善。
2.3.2 改善回彈的對(duì)策
回彈是高強(qiáng)度板模具調(diào)試過(guò)程中最常見(jiàn)的沖壓缺陷之一,模具設(shè)計(jì)時(shí)必須充分考慮到回彈的處理措施,包括鑲塊墊板的重新加工、鑲塊的更換,甚至于減小閉合高度重新加工的情況;在翻邊面加筋或者加臺(tái)階;工藝上采用補(bǔ)償回彈角或者斜楔整形方式等。
2.3.3 提高模具壽命的對(duì)策
由于高強(qiáng)度鋼板本身的特殊性,導(dǎo)致沖壓模具受力條件惡劣,從而引起模具工作鑲塊的拉傷或板件表面的拉傷,因此,有必要對(duì)調(diào)試合格后的模具鑲塊進(jìn)行表面處理,以提高模具壽命并改善零件表面品質(zhì)。
先進(jìn)的TD涂層熱處理技術(shù)是一種行而有效的表面處理方法。TD涂層處理技術(shù)是在高溫條件下,通過(guò)碳的擴(kuò)散作用在工件表面形成一層數(shù)微米厚的金屬碳化物薄膜層。該覆層具有極高的硬度,與母體材料結(jié)合力強(qiáng),是冶金結(jié)合。這種覆層具有極高的耐磨、抗咬合、耐蝕、抗剝離等性能,能提高冷作模具壽命數(shù)倍至數(shù)十倍。
經(jīng)過(guò)不斷調(diào)試,測(cè)試、分析、調(diào)整循環(huán)進(jìn)行,直至縱梁的沖壓成形滿(mǎn)足精度要求。
3 結(jié)語(yǔ)
高強(qiáng)度鋼板由于其性能的特殊性以及在安全、節(jié)能環(huán)保等方面的優(yōu)越性,在汽車(chē)輕量化發(fā)展的過(guò)程中起著重要作用。通過(guò)CAE分析優(yōu)化模具結(jié)構(gòu)的設(shè)計(jì),以及模具調(diào)試的鉗工精細(xì)化和調(diào)試后的TD處理,可以改善開(kāi)裂、回彈等高強(qiáng)度鋼板普遍存在的沖壓成形缺陷,提高板件精度和模具壽命,對(duì)模具行業(yè)的發(fā)展有著重要的推動(dòng)作用。
[1]崔令江.汽車(chē)覆蓋件沖壓成形技術(shù)[M].北京:機(jī)械工業(yè)出版社,2004.CUI Ling-jiang.Technology of Automobile Panel Stamping Forming[M].Beijing:Machinery Industry Press,2004.
[2]林忠欽.汽車(chē)覆蓋件沖壓成形仿真[M].北京:機(jī)械工業(yè)出版社,2005.LIN Zhong - qin.Simulation of Automobile Panel Stamping Forming[M].Beijing:Machinery Industry Press,2005.
[3]王秀鳳.板料成形CAE設(shè)計(jì)及應(yīng)用[M].北京:北京航空航天大學(xué)出版社,2008.WANG Xiu - feng.The Design and Application of CAE in Sheet Metal Forming[M].Beijing:Beihang University Press,2008.
[4]杜亭,戴隆明,章志兵,等.汽車(chē)覆蓋件設(shè)計(jì)全流程CAD/CAE系統(tǒng)開(kāi)發(fā)與應(yīng)用[J].材料科學(xué)與工藝,2010,18(4):494—498.DU Ting,DAI Long - ming,ZHANG Zhi- bing,et al.Research and Application of CAD/CAE System for the Whole Development Cycle of Automotive Panel[J].Materials Science & Technology,2010,18(4):494—498.
[5]馬鳴圖.先進(jìn)的高強(qiáng)度鋼及其在汽車(chē)工業(yè)中的應(yīng)用[J].鋼鐵,2004,39(7):68—72.MA Ming-tu.Advanced High Strength Steel and Its Application in Automobile Industry [J].Steel,2004,39(7):68—72.
[6]傅樂(lè)榮,文順,袁創(chuàng).基于Autoform的汽車(chē)覆蓋件沖壓模具設(shè)計(jì)[J].江漢大學(xué)學(xué)報(bào)(自然科學(xué)版),2011,40(13):43—46.FU Le - rong,WEN Shun,YUAN Chuang.Stamping Die Design for Automobile Panel Based on Autoform[J].Journal of Jianghan University(Nat Sci Ed),2011,40(13):43—46.
[7]張靜,陳靖芯.基于AutoForm的汽車(chē)覆蓋件沖壓成形中關(guān)鍵技術(shù)研究[J].拖拉機(jī)與農(nóng)用運(yùn)輸車(chē),2011,38(6):83—85.ZHANG Jing,CHEN Jing - xin.Research on Key Technologies for Automobile Panels Forming Based on AutoForm[J].Tractor & Farm Transporter,2011,38(6):83—85.
[8]吳玉娟.基于Autoform的冷沖壓成形模擬研究[D].長(zhǎng)春:吉林大學(xué),2012.WU Yu - juan.Simulation of Stamping Forming Based on Autoform[D].Changchun:Jilin University,2012.
[9]李揚(yáng),劉漢武,杜云慧,等.汽車(chē)用先進(jìn)高強(qiáng)鋼的應(yīng)用現(xiàn)狀和發(fā)展方向[J].材料導(dǎo)報(bào) A,2011,25(7):101—109.LI Yang,LIU Han - wu,DU Yun - hui.The Application Status and Development Direction of Automobile Advanced High Strength Steel[J].Journal of Materials A,2011,25(7):101—109.
[10]李龍銳,張祥林.精沖壓邊與間隙的有限元模擬優(yōu)化研究[J].精密成形工程,2011,3(1):10—13.LI Long - rui,ZHANG Xiang - lin.Finite Element Simulation of Fine Blanking and Die Clearance[J].Journal of Netshape Forming Engineering,2011,3(1):10—13.
[11]陳文琳,李志杰,王少陽(yáng).汽車(chē)前圍板沖壓數(shù)值模擬及工藝參數(shù)優(yōu)化[J].精密成形工程,2011,3(3):15—19.CHEN Wen - lin,LI Zhi- jie,WANG Shao - yang.Numerical Simulation and Parameter Optimizing of the StampingForming Process of Auto Front Panel[J].Journal of Netshape Forming Engineering,2011,3(3):15—19.
[12]張燕瑰,鄧勁松,魏憲波,等.高強(qiáng)度鋼性能及其在車(chē)身中的應(yīng)用[J].精密成形工程,2013,5(4):64—68.ZHANG Yan - gui,DENG Jin - song,WEI Xian - bo,et al.A Study on Performance of High Strength Steel andApplication in Bodywork[J].Journal of Netshape Forming Engineering,2013,5(4):64—68.
[13]BENEDYK J C.Lightmetals in Automotive Applications[J].Light Metal Age,2000,10(1):34—35.
[14]張貴寶.高強(qiáng)度薄板拉深模具結(jié)構(gòu)分析關(guān)鍵技術(shù)研究及應(yīng)用[D].上海:上海交通大學(xué),2008.ZHANG Gui- bao.Research and Application on the Key Technologies of High Strength Steel Drawing Die Structure Analysis[D].Shanghai:Shanghai Jiao Tong University,2008.
[15]湯禹成.高強(qiáng)度鋼板料拉深成形工藝穩(wěn)健設(shè)計(jì)及模具結(jié)構(gòu)拓?fù)鋬?yōu)化[D].上海:上海交通大學(xué),2009.TANG Yu - cheng.Robust Design of Sheet Metal Forming Process and Topology Optimization of Die Structure of High Strength Steel[D].Shanghai:Shanghai Jiao Tong U-niversity,2009.
猜你喜歡
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
