基于AUTOFORM的汽車前圍橫梁連接板的數(shù)值分析與實驗研究
2014-09-26 12:33:48徐迎強韓永志崔禮春
精密成形工程 2014年3期
徐迎強,韓永志,崔禮春
(安徽江淮汽車股份有限公司,合肥 230601)
車身覆蓋件尺寸較大、結構復雜,為空間曲面形狀,用簡單的數(shù)學解析很難表達,其加工過程涉及幾何、材料非線性和復雜的摩擦狀態(tài)等問題。由于影響因素較多,因此無法精確控制材料的流動,較難找到變形規(guī)律,出現(xiàn)的質量問題較多[1—6]。傳統(tǒng)意義上的試模法造成大量資源浪費,已無法應對如今產(chǎn)品更新?lián)Q代的短周期的要求,板料成形CAE使工藝設計人員可以在投產(chǎn)準備階段,預估零件成形中可能出現(xiàn)的缺陷,如回彈、起皺及破裂等,并優(yōu)化工藝參數(shù),驗證并指導后期的模具設計工作[7—13]。
前圍橫梁連接板的成形工藝,由拉延(DR)、修邊(TR)、翻邊(FL)及整形(RST)等4道工序完成,其中DR是關鍵,它決定了TR,F(xiàn)L和RST等工序的內容及成形狀態(tài)。文中針對汽車前圍橫梁連接板,用板料成形CAE軟件AUTOFORM對其成形過程進行數(shù)值仿真,根據(jù)CAE分析結果對DR型面及工藝參數(shù)進行優(yōu)化,消除零件制造過程中的暗傷及開裂的風險,減小模具開發(fā)周期,保證零件成形狀態(tài)。
1 零件工藝性分析
汽車前圍橫梁連接板二維圖如圖1所示,零件材料為B340LA,材料厚度為1.0 mm,最大外觀尺寸為268 mm×74 mm,型面較復雜,局部位置成形深度大,型面結構變化較大,變形規(guī)律難以掌握,易產(chǎn)生成形缺陷。
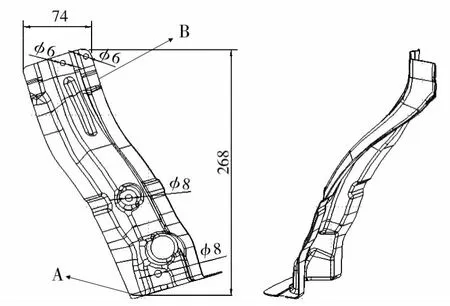
圖1 汽車前圍橫梁連接板二維圖Fig.1 Sketch of front beam connecting part
根據(jù)沖壓件的成形工藝,針對零件沖壓方向的設計、拉延壓料面設計及后工序成形狀態(tài)等內容,對汽車前圍橫梁連接板進行工藝方法設計[14—15]。
圖1在添加工藝補充面時,A處直面由后續(xù)FL工序完成,因此現(xiàn)沿翻邊線圓角處展平;B處型面翹曲,增加其拉延深度,減小型面翹曲角度,后續(xù)通過RST工序完成,這樣會保證零件在該處的型面精度;隨零件外輪廓增加壓料面,并保證和數(shù)模實體之間有圓滑過渡,以及合適的圓角和型面光順,保證DR成形順利,完成后的工藝數(shù)模如圖2所示。
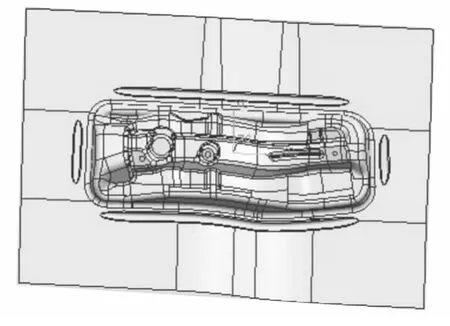
圖2 工藝數(shù)模Fig.2 Diagram of process digital
2 參數(shù)設定與有限元建模
2.1 參數(shù)設定
汽車前圍橫梁連接板的材料為B340LA,坯料尺寸為420 mm×190 mm×1.0 mm,其材料的物理性能參數(shù)如表1所示。采用Hill屈服模型,表示為:

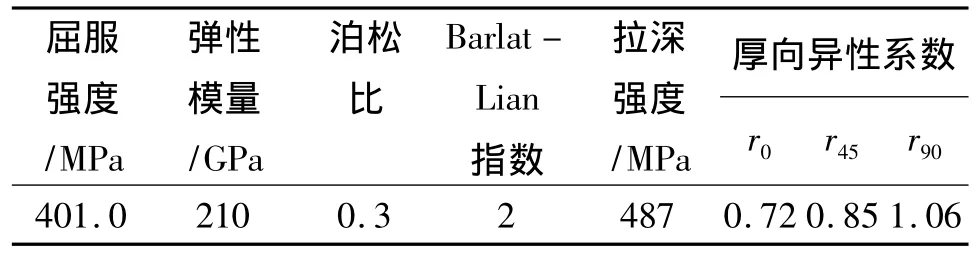
表1 材料的物理性能參數(shù)Table1 Mechanical properties of material
2.2 有限元建模
有限元模型如圖3所示,拉延成形采用倒裝結構,凸凹模及壓邊圈選為剛性結構,網(wǎng)格自適應重劃分次數(shù)為3,時間步長為20,板材單元厚度方向積分為5。采用等向強化板材模型,材料本構關系為[19—20]:
式中:k為與材料屬性有關的常數(shù)(k>0);n為硬化系數(shù)。

圖3 模擬成形的有限元模型Fig.3 Model for FEM analysis
3 模擬結果分析與優(yōu)化
3.1 結果分析
CAE分析結果如圖4所示。從圖4中可以看出,在A處存在開裂風險,原因為該處材料的成形屬于脹形成形,受到雙向拉應力作用,且型面圓角小,變形較為集中,致周圍材料流動不暢而開裂。將A處型面進行球化處理,使成形效果得到了改善,后續(xù)整形工序再將放大的球化型面整形回制件的要求。從圖4中還可以看出,在B處翻邊時,受翻邊工具運動作用,受到雙向拉應力,材料流向兩側,翻邊開裂嚴重,為此DR工序工藝方法需優(yōu)化。
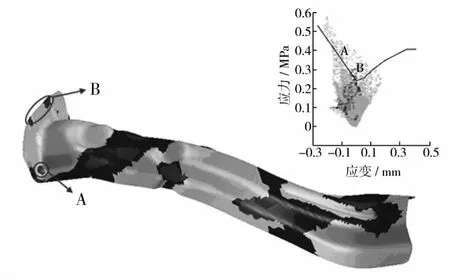
圖4 成形極限Fig.4 Forming limit diagram
3.2 優(yōu)化方案
由于采用原工藝方法進行DR成形,會產(chǎn)生多處開裂缺陷,因此對DR工藝方法進行調整。針對B處翻邊開裂缺陷,將零件兩側翻邊線提高,使翻邊線成直線,消除兩側拉應力,使材料更易流動,消除該處的成形缺陷危險度。對A處型面進行球化處理,后續(xù)整形工序再將放大的球化型面整形回制件的要求,優(yōu)化前后的模面如圖5所示。根據(jù)以上結果,在各工藝參數(shù)相同的情況下,利用新的DR型面對成形過程進行了CAE計算,結果如圖6所示。從圖6可以看出,A處型面球化后,角部無暗傷及拉裂,材料最大減薄率為14.6%,在B340LA(t=1.0 mm)材質減薄率安全范圍內(16.9%);B處無翻邊開裂風險,材料流動均勻,成形結果得到很大改善。
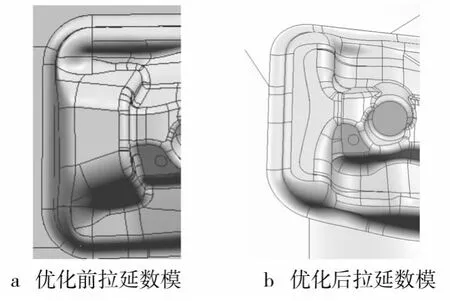
圖5 優(yōu)化前后的工藝補充面Fig.5 Addendum before and after optimization
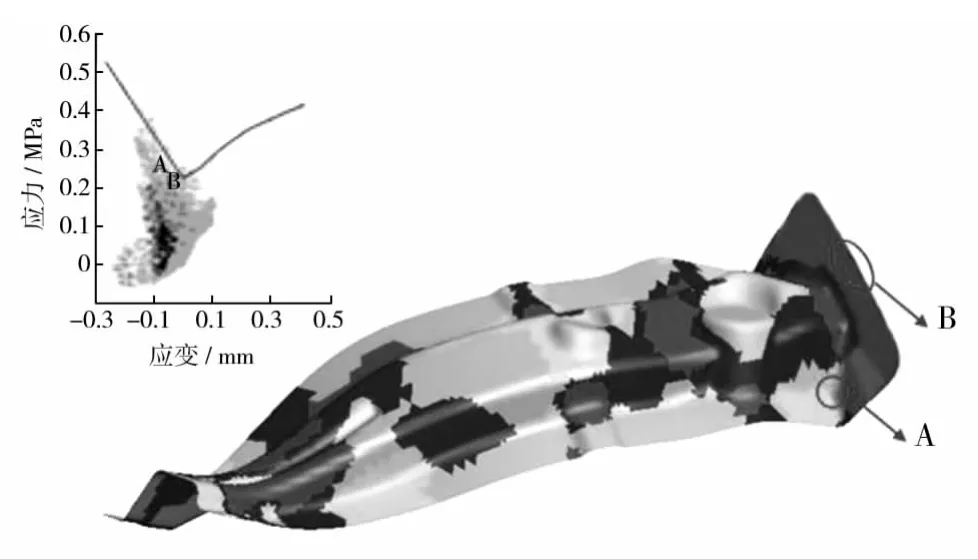
圖6 優(yōu)化工藝面后的模擬結果Fig.6 Simulation result with optimized addendum
4 物理驗證
按照上述模擬結果,根據(jù)修改及優(yōu)化的拉深件型面,重新設計加工制造模具,調試得到的實驗結果如圖7和8所示。零件成形良好,無暗傷與開裂缺陷。

圖7 最終拉延零件Fig.7 Finished drawing part
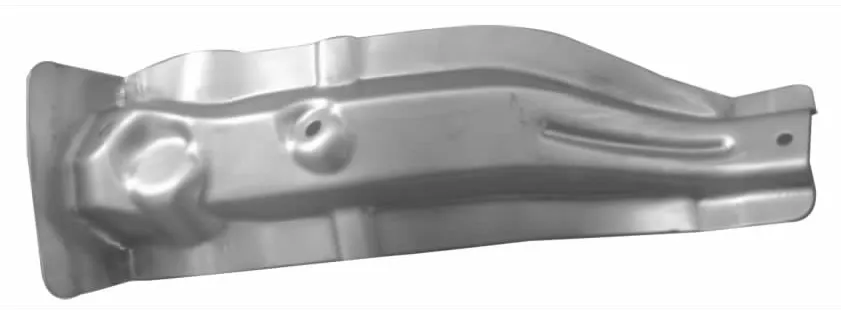
圖8 最終產(chǎn)品Fig.8 Final product
5 結論
針對汽車前圍橫梁連接板,通過CAE分析,優(yōu)化成形各工藝參數(shù),并將優(yōu)化結果應用于實際生產(chǎn)制造中,通過生產(chǎn)結果驗證了CAE仿真的準確性及有效性。
1)CAE仿真能夠預測零件成形過程中存在的缺陷,CAE分析與物理驗證的結合可更好地指導模具設計工作,減小模具開發(fā)周期,保證零件成形狀態(tài)。
2)優(yōu)化后的DR工藝方法是合理的,它改善了零件成形狀態(tài),使材料均勻一致,消除了坯料在制造過程中出現(xiàn)的多處開裂缺陷的風險,同時也支撐了后續(xù)的修邊、翻邊等工藝內容。
[1]趙柏森,韋光珍,張玉平.汽車側圍內板沖壓成型技術仿真與應用[J].金屬鑄鍛焊技術,2011,40(13):79—81.ZHAO Bo-seng,WEI Guang-zhen,ZHANG Yu -ping.Simulation and Application of Forming Process for Sideframe Inner Panel[J].Metal Forging Welding Technology,2011,40(13):79—81.
[2]孫曉.基于ETA/DYNAFORM的某車型前圍內板拉延模面優(yōu)化設計[J].新技術新工藝,2013(7):79—84.SUN Xiao.Optimal Design of Drawing Die Face for the Front Panel of a Light Truck Based on ETA/DYANFORM[J].The New Technology and New Process,2013(7):79—84.
[3]王小明.我國汽車工業(yè)發(fā)展的現(xiàn)狀及對策研究[J].重慶工商大學學報,2004(5):71—75.WANG Xiao - ming.Research on current situation and Countermeasures of the Development of Automobile Industry in China[J].Journal of Industrial and Commercial University of Chongqing,2004(5):71—75.
[4]倪昀,黃亞玲,章躍洪.基于DYNAFORM汽車覆蓋件沖壓仿真分析[J].熱加工工藝,2011,40(6):109—111.NI Jun,HUANG Ya - ling,ZHANG Yue - hong.Analysis of Stamping Simulation of Automobile Based on DYNAFORM[J].Heat Processing,2011,40(6):109—111.
[5]盧險峰.冷壓成形技術本質特征[J].精密成形工程,2013,5(1):85—88.LU Xian - feng.The Essential Characteristics of Cold Pressure Forming Technology[J].Journal of Netshape Forming Engineering,2013,5(1):85—88.
[6]張袁,陳文琳,喻建軍,等.鋁合金板料沖壓成形的模擬分析[J].精密成形工程,2013,5(3):44—47.ZHANG Yuan,CHEN Wen - lin,YU Jian - jun,et al.Simulation Analysis of Aluminum Alloy Sheet Metal Stamping[J].Journal of Netshape Forming Engineering,2013,5(3):44—47.
[7]徐迎強,薛克敏,周結魁,等.基于智能優(yōu)化的覆蓋件回彈控制[J].塑性工程學報,2011,5(90):64 -69.XU Ying - qiang,XUE Ke - min,ZHOU Jie - kui,et al.Panel Springback Control Based on Intelligent Optimization[J].Journal of Plasticity Engineering,2011,5(90):64-69.
[8]崔長齊,林晨華,閆紹國,等.變薄拉深成形過程中毛坯開裂的原因分析與預防[J].精密成形工程,2013,5(3):77—81.CUI Chang - qi,LIN Chen - hua,YAN Shao - guo,et al.Cause Analysis and Prevention of Ironing Blank Cracking Process[J].Journal of Netshape Forming Engineering,2013,5(3):77—81.
[9]楊天云,張晴朗,楊兵,等.CAE在汽車座椅輕量化設計中的應用[J].精密成形工程,2012,4(1):73—76.YANG Tian - yun,ZHANG Qing - lang,YANG Bing,et al.Application of CAE in the Lightweight Design of Car Seat[J].Journal of Netshape Forming Engineering,2012,4(1):73—76.
[10]徐迎強,薛克敏,曹婷婷,等.汽車門檻內板零件沖壓數(shù)值模擬及參數(shù)優(yōu)化[J].精密成形工程,2010,2(3):36—40.XU Ying - qiang,XUE Ke - min,CAO Ting - ting,et al.Auto Threshold in Numerical Simulation and Parameter Optimization of Sheet Metal Parts[J].Journal of Netshape Forming Engineering,2010,2(3):36—40.
[11]高健,魏憲波,韋興民,等.汽車左右后輪罩外板成形性分析及工藝設計[J].現(xiàn)代制造工程,2013(8):64—67.GAO Jian,WEI Xian - bo,WEI Xing - min,et al.The Car Left and Right Rear Wheel Cover Design Formability A-nalysis and Process the Outer Plate[J].Modern Manufacturing Engineering,2013(8):64—67.
[12]王玉國,衛(wèi)原平,沈啟.覆蓋件拉深模工藝補充部分和壓料面設計[J].上海交通大學學報,1999,33(2):184—187.WANG Yu - guo,WEI Yuan - ping,SHEN Qi,et al.Panel Drawing Die Addendum and Binder Surface Design[J].Journal of Shanghai Jiaotong University,1999,33(2):184—187.
[13]韓宗斌.汽車表面覆蓋件常見沖壓缺陷及處理措施[J].裝備制造技術,2012(8):56—60.HAN Zong-bin.A Common Stamping Defects and Treatment Measures of Automobile Covering[J].Equipment Manufacturing Technology,2012(8):56—60.
[14]江東海.汽車覆蓋件拉伸站中起皺、拉裂、回彈的分析[J].民營科技,2013(3):24—29.JIANG Dong - hai.Analysis of Tensile Fracture,Wrinkling,Station of Springback of Automobile Covering[J].Private Technology,2013(3):24—29.
[15]徐迎強,薛克敏,曹婷婷,等.汽車門檻內板零件沖壓數(shù)值模擬及參數(shù)優(yōu)化[J].精密成形工程,2010,2(3):36—40.XU Ying - qiang,XUE Ke - min,CAO Ting - ting,et al.Auto Threshold in Numerical Simulation and Parameter Optimization of Sheet Metal Parts[J].Journal of Netshape Forming Engineering,2010,2(3):36—40.
[16]OUSA L C,CASTRO C F,ANTONIO C A C.Optimal Design of V and U Bending Processes Using Genetic Algorithms[J].Chinese Journal of Mechanical Engineering,2002,38(8):45—49.
[17]CHUNG J S,HWANG S M.Application of a Genetic Algorithm to Process Optimal Design in Non-isothermal Metal Forming[J].Journal of Materials Processing Technology,1998,80/81:136—143.
[18]LIU Yu -qi.Quantitative for Springback of Unloading and Trimming in Sheet Metal Stamping Forming[J].Chinese Journal of Mechanical Engineering,2013(16):116—124.
[19]ZHANG Yu - liang,LI Yi.Numerical Simulation and A-nalysis of Solid-liquid Two-phase Flow in Centrifugal Pump[J].Chinese Journal of Mechanical Engineering,2013(1):53—57.
[20]YAO Rui,ZHU Wen - bai,HUANG Peng.Accuracy Analysis of Stewart Platform Based on Interval Analysis Method[J].Chinese Journal of Mechanical Engineering,2013(3):29—34.
猜你喜歡
房地產(chǎn)導刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導向(2021年7期)2021-07-16 07:07:52
中學生數(shù)理化(高中版.高二數(shù)學)(2021年12期)2021-04-26 07:43:48
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
作文大王·低年級(2016年4期)2016-04-18 00:24:37
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
決策探索(2014年21期)2014-11-25 12:29:50
