鋁合金車輪一次性大減薄率強力旋壓模擬與工藝優化
2014-09-26 12:33:46王震楊洋
精密成形工程 2014年3期
關鍵詞:工藝
王震,楊洋
(1.中信戴卡股份有限公司,河北 秦皇島 066011;2.燕山大學里仁學院,河北 秦皇島 066004)
鋁合金車輪強旋成形是在普通筒形件強旋成形工藝的基礎上發展起來的一種工藝。目前,國外轎車鋁合金車輪鍛造生產多以鍛坯經旋壓成形。近幾年國內外開始研究用鍛坯強力旋壓工藝制造20~24英寸的大尺寸商用車輪。此方法生產的鍛造鋁合金輪轂強度高,能有效減輕車輛整車重量。該方法通常為預先鍛坯,再旋壓輪輞部位。而旋壓由于金屬變形量大,旋壓過程中金屬易出現起皺、折疊、裂紋、設備過載等問題;且一般強力旋壓,通常一次輪輞壁厚減薄率不超過30%,若實現大減薄率旋壓,需反復多道次,時間長,效率低。
1 大尺寸鋁合金車輪旋壓工藝分析
鋁合金車輪一次性輪輞旋壓成形,其特點是變直徑的桶形件旋壓相對于筒形件金屬流動困難,總變形量大;而20英寸以上的車輪輪輞設計變形前鍛坯壁厚達到30~40 mm,而變形后要求為10 mm左右,旋壓減薄率高達70%以上,其過程是一個集材料塑性變形、數控加工的復雜過程,缺陷多由材料的堆積、隆起所引起。如材料隆起在旋壓過程中不斷增高(非穩定變形階段),造成金屬的不穩定流動,材料等效應力增大,導致開裂、起皺、環狀波紋、表面粗糙、尺寸精度惡化;并引起旋輪受力增大,導致設備過載,甚至停機。因此一次性大減薄率旋壓工藝通常較難實現。
文中使用三旋輪旋壓機,采用采用西門子840D控制系統,同時控制3個旋輪的運動軌跡,按各自指定的形狀軌跡作運動,并通過使用Simufact模擬,調整優化旋輪軌跡,從而控制金屬流動,使材料隆起隨時受到有效控制,直到旋壓終了(穩定變形),改善金屬流動,減小金屬的等效應力,優化出可行的旋壓方案,實現了一次性大減薄率旋壓成形。
2 數值模擬
2.1 輪輞成形工藝模型的建立
文中使用旋壓機為3個旋輪,相隔90°周向分布,正面留出空間,方便操作者觀察金屬流動。提前設定材料牌號、坯料溫度、主軸轉速,各參數見表1。旋輪、模具和坯料造型后生成STL文件后導入Simufact,建立的模型如圖1所示。
表1 鋁合金車輪旋壓結構參數Table1 The Structural parameters of power spinning for aluminum wheel
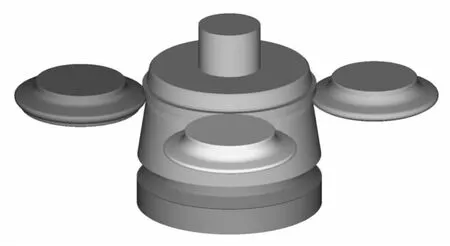
圖1 鋁合金車輪旋壓模型Fig.1 Model of power spinning for aluminum wheel
2.2 旋輪軌跡的建立
分別編制旋輪的軌跡,結合旋輪的進給速度,將每條軌跡分解為時間和坐標的關系,輸入參數如圖2所示,建立各旋輪的運動軌跡,旋輪的金屬減薄率和旋輪相互之間的錯距也就相應確認。旋輪軌跡輸出模型如圖3所示。

圖2 旋輪運動軌跡Fig.2 The Track list of rollers
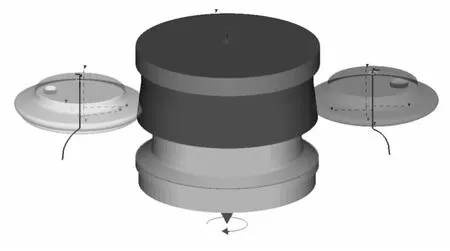
圖3 旋輪軌跡模型Fig.3 Model of the track of rollers
2.3 模擬出現的成形缺陷
金屬成形至71%時,在旋輪2和坯料接觸的區域等效應力高達270.86 MPa,超過材料的抗拉強度,材料會被拉裂,另外,變形區域前端材料形成較大隆起,金屬產生折疊;旋輪2的軸向載荷突然增高,達到59 kN,遠超出其他2只旋輪軸向載荷的2倍以上,如圖4所示。
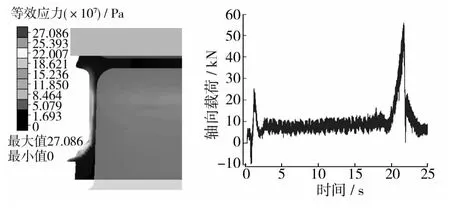
圖4 模擬產生的缺陷(等效應力大、材料折疊、旋輪軸向過載)Fig.4 Simulated defect(Equivalent stress overpower,Material overlap,Roller axial overload)
2.4 實際旋壓發生的問題
實際旋壓發生的問題有折疊、裂紋,如圖5所示。
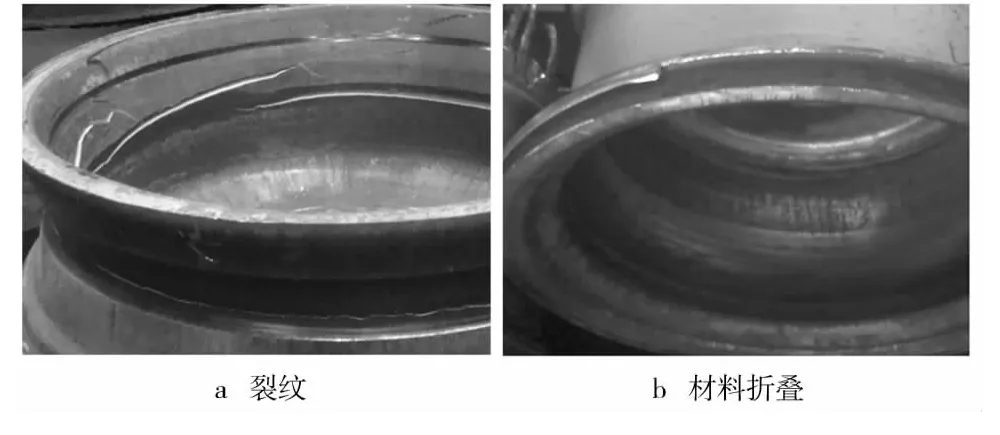
圖5 實際發生的缺陷Fig.5 Actual defect
2.5 模擬參數的調整
通過觀察模擬過程,認為可通過調整旋輪軌跡,使各旋輪的受力保持平衡,搭配良好的變形區,把材料隆起的高度控制在穩定的某個高度,才能使材料的流動平緩,成形均勻。
重新調整每只旋輪的軌跡,輸入Simufact進行多次模擬,最終得到了合適的旋壓成形運動軌跡。調整后模擬成形過程成形順暢,材料無明顯折疊,材料等效應力和旋輪載荷相應減小,材料等效應力降至100 MPa;而旋輪最大載荷降至14 kN,如圖6所示。

圖6 參數調整后的模擬成形情況(等效應力、材料成形、旋輪載荷)Fig.6 Simulated defect after adjusting(equivalent stress,shape forming,roller loading)
2.6 調整后實際旋壓成形情況
旋壓成形過程順暢,成形良好,沒有明顯缺陷,如圖7所示。

圖7 參數調整后實際的成形效果Fig.7 Good forming shape after adjustment
3 結論
鋁合金車輪輪輞旋壓進程中,材料在旋輪前進方向形成堆積,隨著旋壓的進行,隆起高度會不斷增加累計。在大的減薄率情況下,這種隆起的現象將更為明顯,材料隆起到一定程度,受已旋材料流動的影響,其等效應力逐漸增大,必將阻礙材料的均勻流動,而且會加速材料的硬化,阻礙成形的順利進行,產生折疊、裂紋、設備過載等各種缺陷。
通過調整旋輪軌跡,改變各旋輪的減薄率,有效控制了材料的隆起,使各旋輪的受力保持平衡,并相互搭配創造一個良好的變形區,把材料隆起的高度控制在了穩定的某個高度,從而使材料的流動平緩,利于均勻成形。
通過Simufact模擬,可以隨時調整旋輪的運動軌跡,觀察材料成形、等效應力、設備載荷等多方面的參數變化,為合理選擇和優化工藝參數,提高產品質量,提供了有效方法和可靠依據,縮短了調試周期,提高了加工效率。同時,為一次性大減薄率旋壓成形件找到了有效的加工途徑。
[1]徐洪烈.強力旋壓技術[M].北京:國防工業書版社,1984.XU Hong - lie.Force Spinning Technology[M].Beijing:The Defense Industry Press,1984.
[2]張濤.旋壓成形工藝[M].北京:化學工業出版社,2009.ZHANG Tao.Spinning Forming Process[M].Beijing:Chemical Industry Press,2009.
[3]王成和,劉克璋.旋壓技術[M].北京:機械工業出版社,1986.WANG Cheng-he,LIU Ke- zhang.Spinning Technology[M].Beijing:Machinery Industry Press,1986.
[4]葛丹丹,樊文欣.基于Simufact的柴油機連桿套強力旋壓成形[J].熱加工工藝,2011,40(15):101—105.GE Dan -dan,FAN Wen -xin.Forming Analysis of Power Spinning of Diesel Engine Connecting Rod Bushing Based on Simufact[J].Hot Working Technology,2011,40(15):101—105.
[5]李飛,趙捍東,張華,等.藥筒筒體旋壓工藝參數影響分析[J].鑄造技術,2012,33(5):603—605.LI Fei,ZHAO Han - dong,ZHANG Hua,et al.Analysis on Technical Parameters for Cartridge Cylinder Spinning[J].Foundry Technology,2012,33(5):603—605.
[6]張劍,湯禹城.基于BP神經網絡響應曲面的筒形件強力旋壓工藝參數優化研究[J].鍛壓裝備與制造技術,2011,42(1):71—75.ZHANG Jian,TANG Yu - cheng.Optimization of Tube Spinning Based on BP Neural Network Response Surface Methodology[J].China Metal Forming Equipment &Manufacturing Technology,2011,42(1):71—75.
[7]張永華,張寧,檀雯.不銹鋼筒形件錯距旋壓過程的缺陷研究[J].鍛壓技術,2009,34(6):32—34.ZHANG Yong - hua,ZHANG Ning,TAN Wen.Research onDefects Stainless Steel Tube Stagger Spinning Process[J].Forging & Stamping Technology,2009,34(6):32—34.
[8]詹梅,馬明娟,楊合,等.旋輪參數對異型薄壁殼體強力旋壓成形的影響[J].鍛壓技術,2006,31(5):144—146.ZHAN Mei,MA Ming - juan,YANG He,et al.Influence of Roller Parameters on Power Spinning of Thin-walled Shell with Special Shape[J].Forging & Stamping Technology,2006,31(5):144—146.
[9]張濤,劉智沖,馬世成.旋壓成形帶內筋筒形件的工藝研究及數值模擬[J].機械工程學報,2007,43(4):109-112.ZHANG Tao,LIU Zhi- chong,MA Shi- cheng.Technologic Research and Numerical Analysis of Spinning of Cylinders with Inner Ribs[J].Journal of Mechanical Engineering,2001,43(4):109—112.
[10]張艷秋,江樹勇,孫金鳳,等.薄壁筒形件多道次滾珠旋壓成形機理研究[J].鍛壓技術,2010,35(2):55—58.ZHANG Yan - qiu,JIANG Shu - yong,SUN Jin - feng,et al.Study on Forming Mechanism of Thin - walled Tube in Multi-pass Ball Spinning[J].Forging & Stamping Technology,2010,35(2):55—58.
[11]張喻林,孫彩霞,許翠芳,等.旋壓力算法對比試驗研究[J].航空制造技術,2010(22):49—52.ZHANG Yu - lin,SUN Cai- xia,XU Cui- fang,et al.Comparison Experimental Research on Spinning Force Algorithm[J].Aeronautical Manufacturing Technology,2010(22):49—52.
[12]李新和,楊新泉,王艷芬.薄壁筒形件旋壓成形的研究進展[J].鍛壓技術,2011,36(1):7—12.LI Xin - he,YANG Xin - quan,WANG Yan - fen.Research Progress of Thin Wall Tube Spinning[J].Forging& Stamping Technology,2011,36(1):7—12.
[13]陳崗,詹梅,楊合,等.基于正交優化的異性薄壁殼體強力旋壓成形有限元分析[J].塑性工程學報,2008,15(4):67—71.CHEN Gang,ZHAN Mei,YANG He,et al.FEA of Power Spinning of Complicated Thin-walled Based on Orthogonal Optimization[J].Journal of Plasticity Engineering,2008,15(4):67—71.
[14]QUIGKIY E,MONAGHA J.Metal Forming:an Analysis of Spinning Process[J].Journal of Materials Processing Technolog,2000,103(1):114—119.
[15]TANG Li-guo,CHENG Jian - chun.Numerical Analysis on Laser-Generated Guided Elastic Waves in a Hollow Cylinder[J].Journal of Nondestructive Evaluation,2002,21(2):45—52.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
