視覺引導的旋轉對稱激光三角傳感器快速測量方法*
2014-09-25 08:19:24高亞捷張旭東高欣健胡良梅
傳感器與微系統 2014年9期
高亞捷, 高 雋, 張旭東, 高欣健, 胡良梅
(合肥工業大學 計算機與信息學院,安徽 合肥 230009)
0 引 言
隨著科學技術快速發展,人們對精密測量的要求也越來越高,并不斷向智能化、集成化、高效率的方向發展。基于激光三角法的精密測量是一種比較常用的測量技術,激光三角法是一種經典的光電檢測方法,這種測量技術具有結構簡單、抗干擾能力強、使用靈活方便等優點。傳統的激光三角技術已趨于成熟,基于此原理的激光三角傳感器產品也較多。目前,國內外關于激光三角傳感器的研究雖然較多,但主要集中于與CCD的集成、系統平臺的搭建和測量精度控制等方面[1,2],而在如何優化測量過程,提高測量效率方面,研究相對較少。張洪等人[3]研究了一種視覺引導下的曲面三坐標測量機(CMM)測量,國外有Seokba Son等人[4]設計了一種自由曲面的自動掃描系統。但張洪和Seokba Son的方法需要了解被掃描物體的表面方程等信息,當缺失相關信息時,方法也會失效。
從國內外研究現狀可知,當對物體自身信息了解較少時,沒有一種通用的測點生成算法,可以在保證測量精度的同時,減少掃描點數,提高效率。
本文在合肥工業大學圖像信息處理實驗室和德國海爾布隆大學光學實驗室合作研制的旋轉對稱激光三角傳感器[5](rotational symmetric laser triangulation sensor,RSTS)基礎上,提出了一種視覺引導的測量方法,快速精確獲取目標深度數據并進行三維重建。
1 視覺引導的測量方法
1.1 旋轉對稱激光三角傳感器
傳統激光三角傳感器中,當激光投射至階躍表面,或在返回過程中碰到遮擋,均會導致無法獲取有效距離信息。旋轉對稱激光三角傳感器克服了該結構缺點,使用一種全對稱方式,在對物體表面測量時,CCD上會形成一個圓環,圓環半徑代表了深度信息[6]。
根據旋轉對稱激光三角傳感器的結構特點,如圖1所示,可知在對階躍表面進行測量,或光線返回過程中受到遮擋,會導致無法獲取完整的圓環,出現圓環缺失或僅有半圓的情況。但只要有圓上3個點的信息,即可計算出圓環半徑,而已知圓環半徑和深度信息呈線性關系[7]。
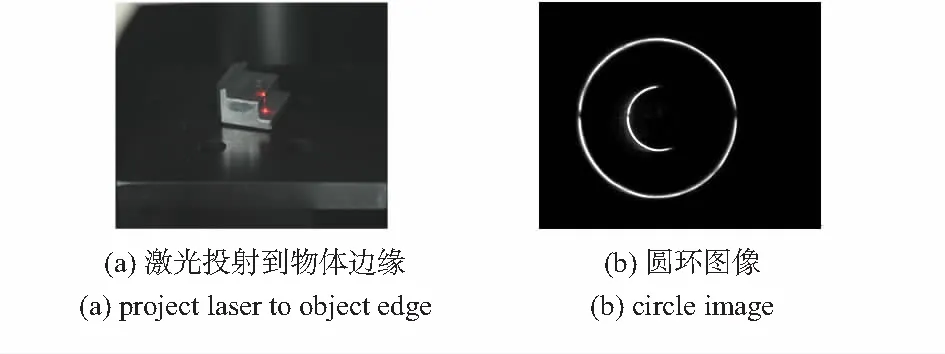
圖1 測量階躍邊緣的情況
1.2 集成視覺的旋轉對稱激光三角傳感器
旋轉對稱激光三角傳感器雖可以獲取精確的深度信息,但關于物體的表面形狀和結構信息較少。為達到視覺引導測量的目的,本文在激光測量系統基礎上,又集成了視覺系統。如圖2所示,在傳感器底部,添加一個環狀LED光源,通過LED光源可以直接獲取目標物體的圖像。
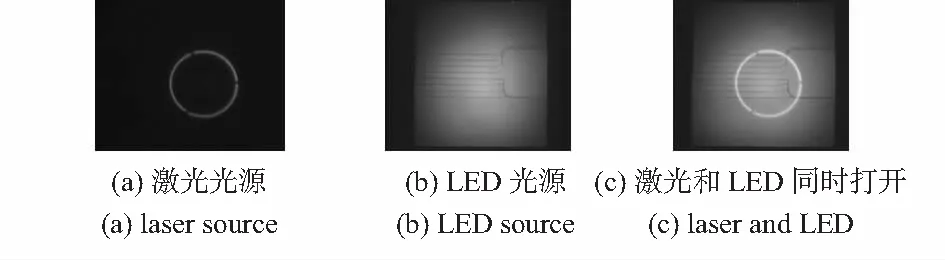
圖2 不同光源下CCD獲取的圖像
1.3 視覺引導的激光三角測量方法
集成視覺的旋轉對稱激光三角傳感器克服了傳統激光三角傳感器的一些缺陷,但仍需對物體逐點測量,速度慢,效率低。本文旨在對物體信息完全未知的情況下,給出一種高效率、精確的視覺引導測量方法。本文的處理對象是一些工業上常用的工件。對于普通工件,利用旋轉對稱激光三角傳感器所集成的視覺系統獲取工件圖像,通過邊緣提取技術對物體進行分塊,而這些邊緣特征代表了一些跳躍的深度信息,需要密集采樣測量。在這些邊界內部,通常為光滑曲面或平面,結構相對簡單,因此,進行相對稀疏的采樣測量。
前沿推進技術(AFT)方法[8]是一種平面非結構化網格生成方法,該方法在獲取物體邊界后,將其離散化作為前沿點序列,并以此為基礎向物體內部推進生成新點。該方法中邊界點的采樣和內部節點的疏密均可以通過參數控制,且內部生成的新節點分布合理,契合了本文對激光測量點的要求。因此,本文采用了基于AFT方法的網格生成方法,作為視覺引導的測量點,引導旋轉對稱激光三角傳感器對這些指定點進行測量。該方法流程如圖3所示。
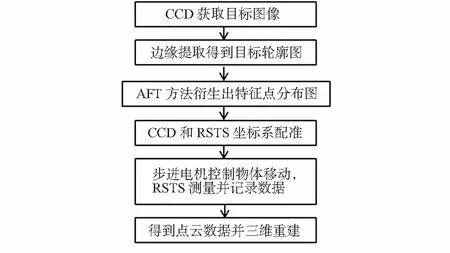
圖3 視覺引導的測量方法流程圖
2 AFT的視覺引導方法
AFT方法是目前較為流行和應用廣泛的全自動非結構化網格生成算法之一,它適用于網格生成的諸多領域。本文在初始的AFT方法基礎上,結合目標的幾何特征,設計一種適應目標幾何特征的AFT方法,通過增加距離系數,控制內部節點的稀疏,達到測量要求。
2.1 離散邊界曲線
采用常用的Canny算子,首先對CCD獲取的灰度圖像進行邊緣提取,提取出的邊緣,通常會分為單連通區域和復連通區域。AFT方法以點為基礎,向內部生成新點,因此,首先需要將邊緣曲線離散化為點序列。
2.1.1 采樣邊界曲線
設某邊界上有n個采樣點,si和si+1為2個相鄰的采樣點,p為位于si和si+1之間的一個曲線點,3個點到曲線起始點的弧長分別為li,li+1和lp,另記hi,hi+1為si和si+1處的尺寸值,則si和si+1之間的網格尺寸分布為
(1)
2.1.2 計算邊界曲線上最終的離散邊數目
由上面公式可知,si,si+1之間的離散邊數目為
(2)
這條邊上總的離散邊數目為
(3)
2.1.3 計算最終離散點坐標
為了計算第i個離散點gi,找到這樣一個k,使得ni第一次滿足nk≤ni≤nk+1,另記lg,lk,lk+1分別為gi,sk,sk+1到曲線起始點的弧長,hg,hk,hk+1為三點處的尺寸值,聯立方程組為
(4)
可解得lg,然后利用數值迭代方法,根據弧長lg計算最終離散點的物理坐標。對于復連通區域,可以得到內外2個邊緣點集。
2.2 計算圖像節點的距離系數
AFT方法在向內部生成節點時沒有固定的計算公式,本文為了使靠近邊緣處點更稠密,遠離邊緣處點更稀疏,引入了距離系數dp。對于內部節點p通過該系數控制新點到三角形底邊的距離長短。dp=min(dpW,dpW1),其中,dpW,dpW1為生成點p到內外邊緣點集的最近距離
(5)

(6)
2.3 基于距離系數的內部節點更新
2.3.1 生成候選節點
分別計算A,B兩點處的距離系數,過AB中點O作中垂線,長度l計算公式為l=c×edp,由此生成新節點P1,c為控制系數,一般取固定值。
2.3.2 確定前沿點
如圖4所示,生成新的前沿點P1后,以R=0.5×AB為半徑搜索附近是否有其它前沿點。如在P4點處,搜索到點B1,則以B1取代P4作為前沿點。如果在搜索過程中發現有多個候選點,則比較三角形的質量,以形狀最接近正三角形的點作為前沿點。
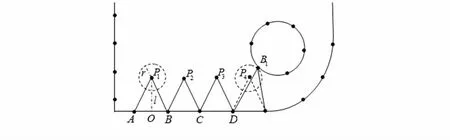
圖4 新節點生成
2.3.3 更新前沿序列
記更新過程中的外邊緣前沿為W′。當AB處生成前沿點P1后,將P1點加入到原來序列末尾, 從BC處繼續更新前沿,生成P2點,放入W′序列末尾,同時舍棄B點,從CD處開始更新,逐漸完成更新過程。
2.4 內外邊界合并
易知W′序列中的元素在更新過程中會不斷減少,在NW1≤NW′≤2NW1時,根據公式
(7)
設置ε的值,找出合適的W′,此時表示2個點序列已較接近。
2.5 網格整體優化
通過以上步驟,生成的網格已具有較好的幾何特性。在此基礎上,采用Laplace光順化方法,對全局網格做了進一步優化
(8)
其中,(xi,yi)為i點坐標,(xk,yk)為共享該點的所有三角形頂點坐標,ω為一個控制網格疏密的系數,n為共享該點的三角形頂點個數。
3 實驗分析
如圖5所示,本文搭建了由旋轉對稱激光三角傳感器、電控平移臺、步進電機控制器、光源控制器組成的實驗平臺。為了驗證視覺引導方法的有效性,如圖6所示,選用了3個常見工件,分別記為1,2,3,并進行了網格生成和三維重建實驗。工件1最大外半徑為20 mm,工件2長、寬分別為30,25 mm,工件3長、寬分別為40,38 mm。
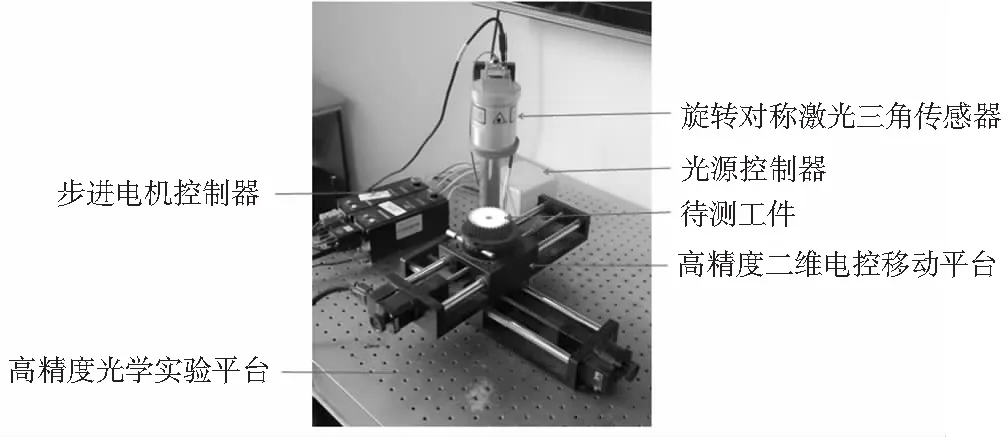
圖5 系統實驗平臺
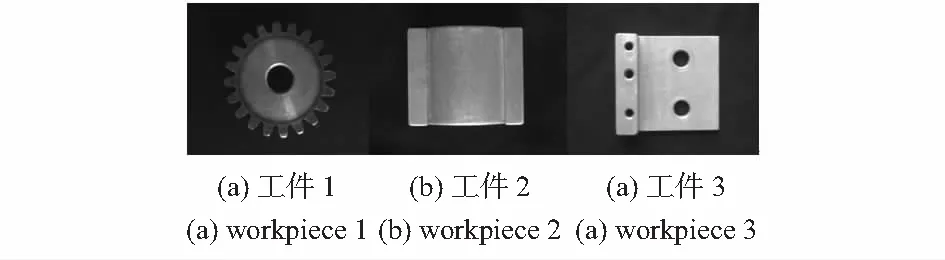
圖6 CCD獲取的工件灰度圖
對3組工件進行邊緣提取,得到圖7中所示結果。有些物體在邊緣提取后會有一些細小斷裂曲線,但在后續邊界分塊和離散化處理時,本文的工作主要基于閉合曲線,因此,這部分誤差不會影響網格生成和三維重建的結果。

圖7 工件邊緣提取后圖像
本文中使用的CCD分辨率為1280×1024,對CCD進行標定,計算出原始圖像中長和寬的一個像素單位在當前實驗平臺下近似代表了0.06 mm。而在AFT離散邊界時,首先需要將圖像壓縮設置尺寸單元,為了使像素單位對應的實際距離易于計算,分別嘗試將原圖像做4,5,8,10倍壓縮,進行邊界離散,則壓縮后的一個像素單位分別表示實際中0.24,0.3,0.48,0.6 mm。本文中使用了大恒GCD—105200M電控平移臺和GCD—0301M型步進電機控制器,其單脈沖分辨率為1 μm,可以完成對各個工件的視覺引導測量。以工件1為例,通過實驗,在4倍和5倍壓縮情況下,采樣點數太多,在8倍和10倍的壓縮情況下,得到網格如圖8所示,分別包含2512和1192個測量點。從生成網格可看出:生成網格較好地表示了物體的幾何特征,在邊緣點處網格稠密,測量的點較多,物體中間平坦處測量點分布稀疏,整個區域節點分布合理。
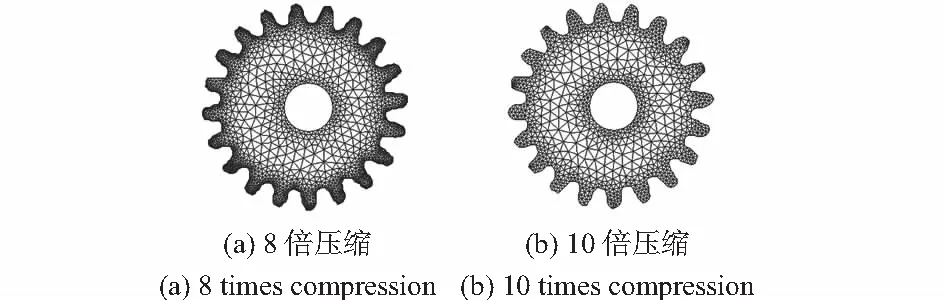
圖8 不同壓縮倍率下工件1網格生成圖
根據所獲得的測點坐標,進行了三維重建實驗。旋轉對稱激光三角傳感器和CCD傳感器已集成為整體,配準關系已知,據此確定圖像坐標原點,控制旋轉對稱激光三角傳感器到指定坐標進行測量,同時將獲取的深度數據保存至txt文檔。完成測量后,利用OpenGL進行三維重建,如圖9所示。
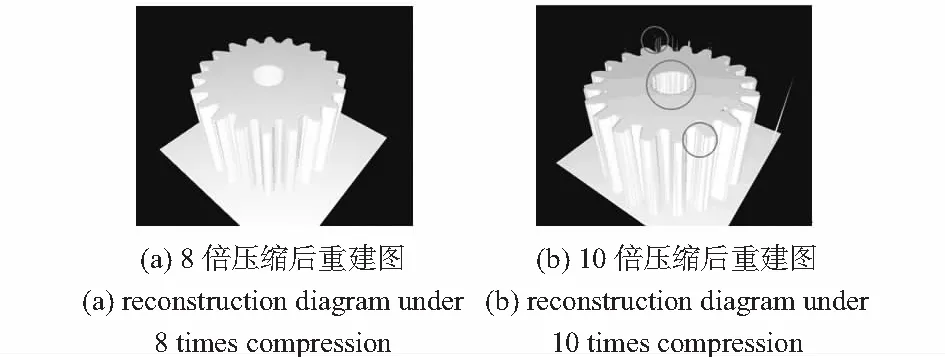
圖9 工件1在不同壓縮倍率下的三維重建效果圖
通過圖9結果可以看出:8倍壓縮情況下的工件1重建效果好于10倍壓縮情況。邊緣和中心圓孔較光滑,沒有條紋狀,基本達到重建要求。同時給出了一種均勻步長測量下的重建結果。為了便于計算,將電控平移臺的步長設置為0.5 mm,工件1最大外半徑為20 mm,因此,均勻測量需要80×80共計6400點。從重建效果圖10看,均勻測量下的重建結果和8倍壓縮下的重建結果(圖11),無明顯差距。因此,認為對于本方法,8倍壓縮為一個合適的、可以通用的壓縮比率。
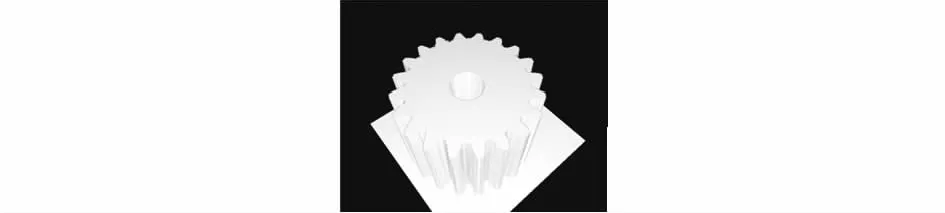
圖10 工件1逐點掃描測量下三維重建效果圖
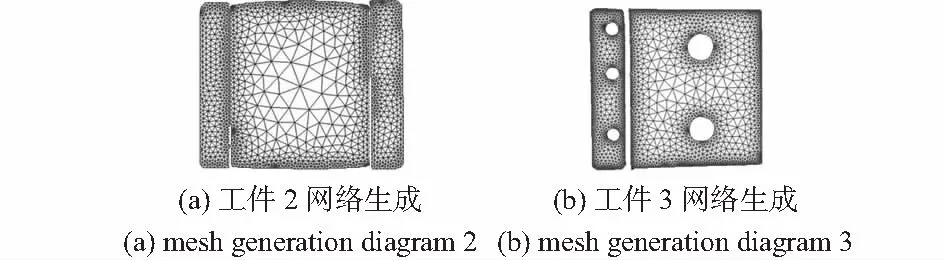
圖11 工件2,3在8倍壓縮下網格生成圖
以8倍為壓縮比,對工件2,3分別進行了網格生成(圖11)。受AFT算法限制,工件2和工件3均被分塊處理,但分塊各部分邊界坐標仍然從原圖像中獲取,生成的節點坐標依然為原圖像中坐標。因此,在后期利用旋轉對稱激光三角傳感器進行測量時,不同區域有著相同的配準關系。最后得到的三維重建結果如圖12所示。
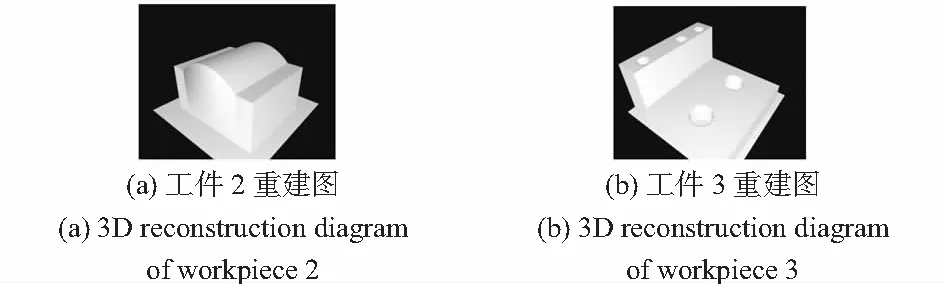
圖12 工件2,3三維重建效果圖
工件2和工件3的尺寸已知,結合電控平移臺0.5 mm的步進值,表1給出了它們在視覺引導方法和均勻測量方法下的測量點數,并計算了測量效率的提高率。對于工件2,因工件尺寸相對較小,均勻掃描下測量點數少,測量效率提高有限,對于工件1,3,測量效率均提高50 %以上。
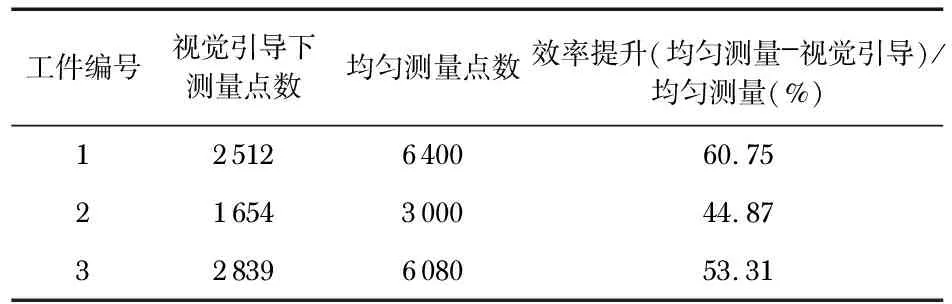
表1 視覺引導對測量效率的提升
4 結 論
本文設計了一種視覺引導的激光測量方法,旨在優化點激光的測量過程,減少測量點數。本文使用改進的AFT方法,在獲取的物體邊緣基礎上向內部推進,得到分布合理的特征點,指導激光三角傳感器進行測量。實驗結果表明:對于常用工件,在與逐點均勻掃描相近的重建效果下,測量效率至少可提高40 %以上。
參考文獻:
[1] 王曉嘉,高 雋,王 磊.激光三角法綜述[J].儀器儀表學報,2004,25(4):601-604.
[2] Francisco Javier Brosed,Juan Jose Aguilar,David Guillomia,el al.3D geometrical inspection of complex geometry parts using a novel laser triangulation sensor and a robot[J].Sensors,2011,11:90-110.
[3] 張 洪,熊漢偉,張湘偉.視覺引導下的自由曲CMM測量[J].機床與液壓,2008,36(8):206-208.
[4] Son Seokba E,Kwan Seungman Kim,Lee H.Path planning of multi-patched freeform surfaces for laser scanning[J].The International Journal of Advanced Manufacturing Technology,2003(22):424-435.
[5] Ott P,Gao J,Eckstein J,el al.A rotationally symmetric triangulation sensor with low cost reflective optics[C]∥IEEE International Conference on Information Acquisition,Macau,China,2005:72-76.
[6] Eckstein Johannes.Optical and mechanical design of a rotationally symmetric triangulation sensor with an integrated vision sys-tem[D].Hefei:Hefei University of Technology,2008.
[7] Wang Xiaojia,Gao Jun,Wang Lei,el al.Robust processing me-thod for rotationally symmetric triangulation sensor[J].Chinese Journal of Scientific Instrument,2007,28(2):203-211.
[8] Lo S H.Dynamic grid for mesh generation by the advancing front method[J].Computers and Structures,2013,123:15-27.
猜你喜歡
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
兒童故事畫報(2019年5期)2019-05-26 14:26:14
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
Coco薇(2016年2期)2016-03-22 02:42:52
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56