WELDOX960E高強鋼手工電弧焊焊接接頭組織與力學性能
2014-09-20 00:25:34許冰許鴻吉陳增有馬清波謝明
大連交通大學學報 2014年4期
許冰,許鴻吉,陳增有,馬清波,謝明
(1.大連交通大學 材料科學與工程學院,遼寧 大連 116028;2.中國北車集團 齊齊哈爾車輛(集團)有限責任公司,黑龍江 齊齊哈爾 161002)*
0 引言
近年來,隨著我國鐵路的發展,鐵路起重機作為一種處理鐵路行車事故的主要救援設備,在鐵路行車事故中發揮著至關重要的作用[1].而吊臂是鐵路起重機的重要受力構件,其制造質量的好壞直接影響鐵路起重機整機的性能.WELDOX960E高強鋼已應用于鐵路起重機吊臂的生產,但由于其開發時間不長,對其焊接性及接頭組織與性能的研究還存在不足,本文通過拉伸、彎曲、沖擊、硬度和金相分析等,對用手工電弧焊焊接WELDOX960E高強鋼接頭顯微組織與力學性能進行研究,為目前鐵路起重機吊臂所面臨的困境提供合理的解決方案.
1 試驗材料和方法
試驗材料為WELDOX960E高強鋼,調質狀態供貨;焊接材料為φ4.0 mm的Phoenix SH Ni2 K130焊條(焊前經350℃ ×2 h烘干),采用手工電弧焊;接頭形式為對接,試樣板厚為10 mm,焊縫形式為60°V形坡口;試驗材料和焊接材料的化學成分與力學性能見表1和表2,焊接工藝參數見表3.

表1 WELDOX960E高強鋼的化學成分(%)與力學性能

表2 Phoenix SH Ni2 K130焊條的化學成分(%)與力學性能

表3 焊接工藝參數
2 試驗結果與分析討論
2.1 拉伸試驗
室溫拉伸試驗按GB/T2651-2008《焊接接頭拉伸試驗方法》和GB/T228.1-2010《金屬材料拉伸試驗室溫試驗方法》進行.拉伸試驗結果見表4,焊接接頭的抗拉強度平均值為978 MPa,其斷裂位置為焊縫,同時,熱影響區有明顯的頸縮現象,斷口中心由細小的韌窩群組成(見圖1).因此,其焊接接頭具有良好的拉伸性能.

表4 焊接接頭拉伸試驗結果
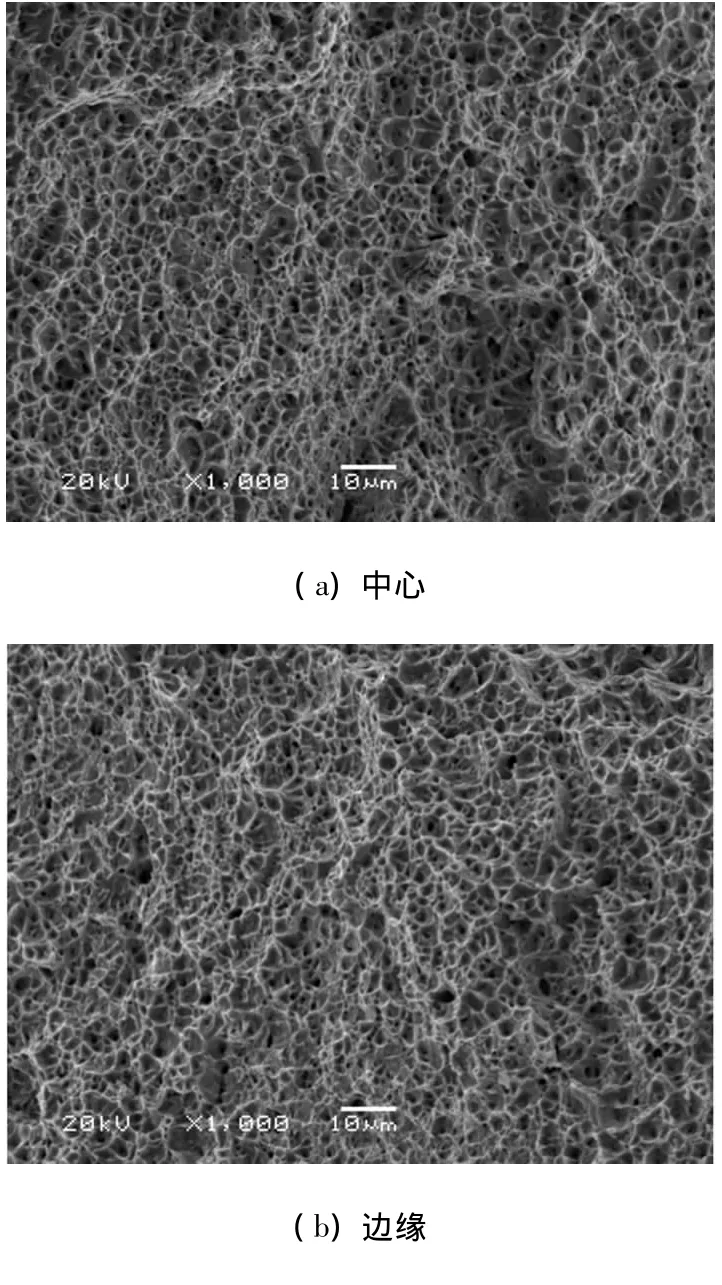
圖1 焊接接頭拉伸試驗斷口形貌
2.2 彎曲試驗
彎曲試驗按GB2653-2008《焊接接頭彎曲試驗方法》和GB/T232-2010《金屬材料彎曲試驗方法》進行.彎曲試驗結果見表5,不論面彎還是背彎,均有裂紋,但裂紋小,彎曲角度可達到180°,合格.說明用 Phoenix SH Ni2 K130焊條焊接WELDOX960E高強鋼也可獲得彎曲性能良好的焊接接頭.
表5 焊接接頭彎曲試驗結果
2.3 沖擊試驗
沖擊試驗按GB/T229-2007《金屬材料夏比擺錘沖擊試驗方法》和GB/T2650-2008《焊接接頭沖擊試驗方法》進行.沖擊試驗結果見表6,室溫時,焊縫、熱影響區和母材的沖擊功平均值為54、27和63J;-40℃時,焊縫、熱影響區和母材的沖擊功平均值為38、8和59J;-60℃時,焊縫、熱影響區、母材的沖擊功平均值為25、5和30J.熱影響區沖擊功值較低,是因為粗晶區產生M-A組元,使熱影響區韌性下降[2].試件斷口形貌為淺韌窩,說明其焊接接頭具有良好的沖擊性能.
2.4 金相分析試驗
WELDOX960E高強鋼焊接接頭經加工、打磨、拋光后,用4%硝酸酒精溶液腐蝕,在BX51M型光學顯微鏡下觀察焊縫、熱影響區和母材的顯微組織形態(如圖2所示).可見WELDOX960E高強鋼焊接接頭焊縫組織(圖2(a))為少量針狀鐵素體與粒狀貝氏體的混合分布;熔合區組織(圖2(b))為板條馬氏體和少量白色M-A塊區,且晶粒粗大,這是焊接熱輸入過大造成的;正火區顯微組織(圖3(c))為塊狀鐵素體、粒狀貝氏體和珠光體;母材顯微組織(圖2(d))為回火索氏體.
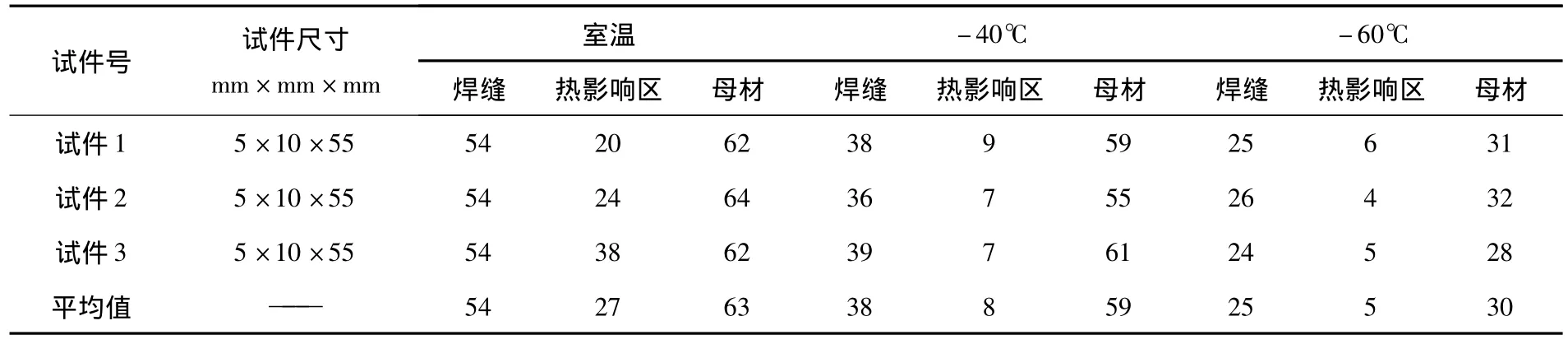
表6 焊接接頭沖擊試驗結果 J
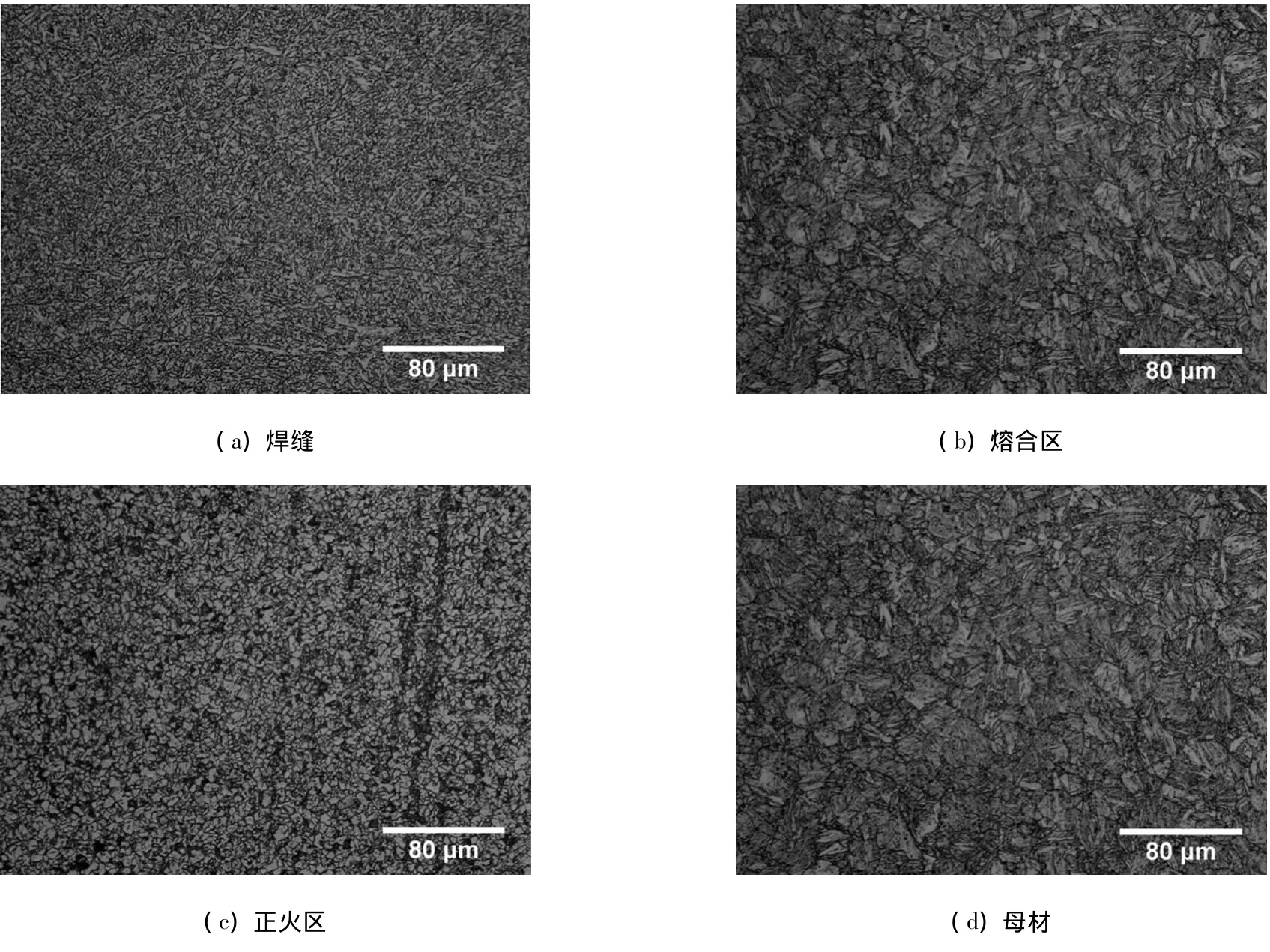
圖2 焊接接頭顯微組織
2.5 硬度試驗
WELDOX960E高強鋼焊接接頭硬度試驗按GB/T4340.1-2009《金屬材料維氏硬度試驗》進行.焊接接頭硬度分布曲線如圖3所示.焊接接頭各區域的硬度值是由焊接熱輸入與母材組織成分共同決定的.焊縫顯微硬度為270~300 HV,粗晶區顯微硬度最高.熱影響區存在輕微的軟化,軟化發生在不完全相變區,造成WELDOX960E高強鋼焊接接頭軟化的原因主要是由于焊后焊接接頭熱影響區的局部區域出現了沿晶界呈顆粒狀或塊狀分布的組織(主要是鐵的碳化物),這些組織在晶界的聚集使得原本均勻細小的回火索氏體組織不再均勻一致,從而使得該區域的組織發生軟化[3-4].
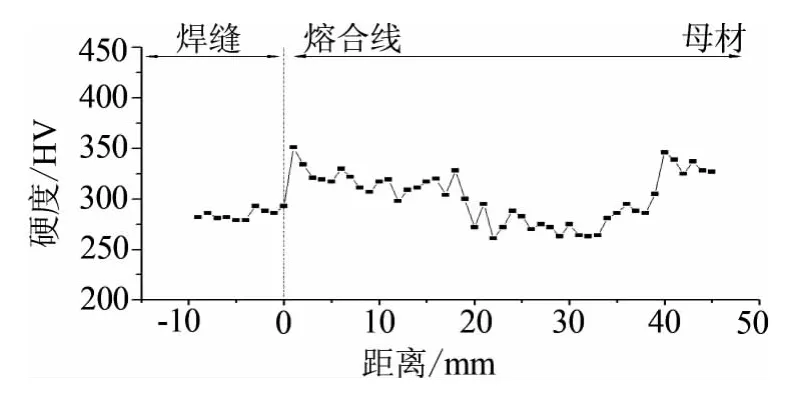
圖3 焊接接頭硬度分布曲線
3 結論
(1)采用Phoenix SH Ni2 K130焊條、手工電弧焊焊接WELDOX960E高強鋼時,可以獲得拉伸、彎曲和沖擊性能均良好的焊接接頭;
(2)WELDOX960E高強鋼焊接接頭焊縫組織為少量針狀鐵素體與粒狀貝氏體的混合分布;熔合區及粗晶區組織晶粒粗大,為板條馬氏體和少量白色M-A塊區;正火區組織為塊狀鐵素體、粒狀貝氏體和珠光體;母材組織為回火索氏體;
(3)焊縫顯微硬度為270~300HV,粗晶區硬度最高.由于焊接熱輸入較大,熱影響區寬度增加,且距離熔合線30 mm處出現軟化區.
[1]劉冰.NS100G型100t伸縮臂式鐵路起重機設計研究[D].大連:大連交通大學,2007.
[2]付榮柏.起重機鋼結構制造工藝[M].北京:中國鐵道出版社,1991.
[3]李亞江,鄒增大,陳祝年.HQ130高強鋼熱影響區組織及韌性[J].焊接學報,1997,18(1):27-32.
[4]崔忠圻.金屬學與熱處理[M].北京:機械工業出版社,1988.
[5]馬清波,陳增有,許鴻吉,等.BS600MCJ4低合金高強鋼焊接接頭組織與力學性能研究[J].熱加工工藝,2012,41(9):169-171.
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
云南畫報(2021年12期)2021-03-08 00:50:54
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
鐵道通信信號(2018年7期)2018-08-29 01:17:04
制造業自動化(2017年2期)2017-03-20 14:26:13
通信電源技術(2016年4期)2016-04-04 02:58:04
工程建設與設計(2016年3期)2016-02-27 10:50:46
焊接(2015年9期)2015-07-18 11:03:53
