高電密離子膜電解槽零極距節電改造
2014-08-21 09:05:14李志鋒王文生
化工生產與技術 2014年1期
李 華 李志鋒 王文生
(1.巨化集團公司生產運營部;2.浙江巨化股份公司電化廠:浙江 衢州324004)
某廠離子膜法電解制堿裝置共有4套離子膜法電解裝置。其中二期電解裝置產能為130 kt/a,共有6臺電解槽,全部采用自然循環高電密電解槽。目前二期電解槽在整體換膜后的運行時間已經超過3 a,不僅離子膜運行時間達到使用壽命后期,部分單元槽的使用年限也已經達到了8 a的設計使用壽命。
在離子膜法電解制堿裝置中,電解單元的陰、陽極間距(極距)是一項重要的技術指標,極距越小,單元槽的電解電壓越低,電耗也越低。該廠根據高電密電解槽的實際運行狀況,對二期高電密電解槽進行零極距改造,通過在陰極側增加彈性結構,使陰、陽極兩電極直接與選擇性離子膜接觸,最大程度地縮小了電極間的距離,減少電極間溶液的電壓降,從而使得零極距電槽獲得更低的槽電壓、更低電耗[1]。
1 改造前運行情況
二期電解槽和離子膜都處于使用壽命后期,系統運行穩定性下降,電解槽單元槽、大墊片檢修情況日漸增多,而且槽電壓上升明顯,電流效率較低。二期各臺電解槽改造前槽電壓情況如表1所示。
根據二期電解槽統計數據分析,二期電解槽的直流電耗一直呈現上升趨勢,特別是進入2012年以來,二期電解槽在12.5 kA運行電流下的單元槽槽電壓已經高達3.4 V,直流電耗達到2 398 kWh/t,電流效率下降到90.5%,各項消耗明顯上升。
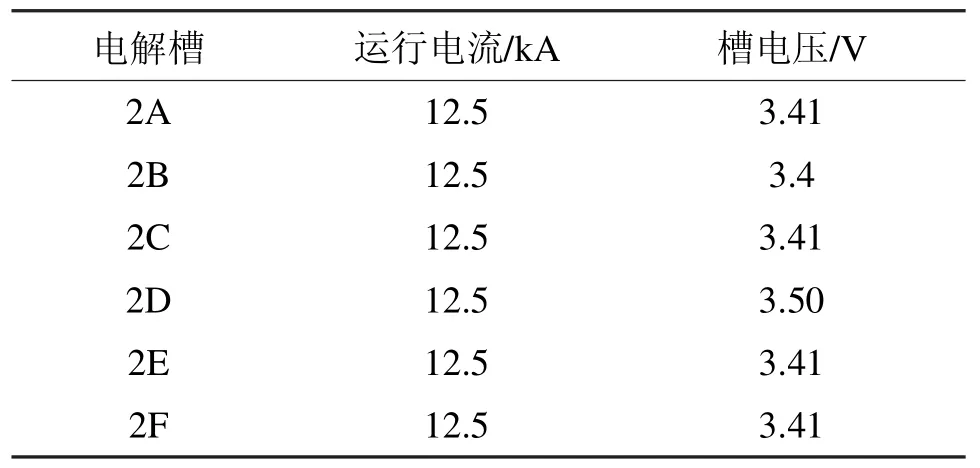
表1 二期電解槽改造前運行情況Tab 1 Running condition before transformation of phaseⅡ electrolyzer
2 改造內容
2.1 設備
將二期原有的6臺高電密電解槽改造為零極距電解槽。對單元槽陽極電極網進行整體更換,并將原陰極作為集電板,在原陰極網面上加裝彈性電導體網,再安裝活性陰極網,用鎳帶固定。通過彈性網的填充將每個電解單元的極距縮小的膜的厚度,從而將原有電解槽改造成零極距電解槽。
2.2 電氣改造
由于零極距電解槽陰極網涂層中含有較易脫落的釕元素,在電解槽停車后,產生的反向電流會造成活性涂層的脫落,造成槽電壓較快上升。因此,改造后的零極距電解槽需要配套極化整流器,在電槽停車初期,保證極化整流器及時開啟,產生正向電流,防止停車時產生的反向電流損傷陰極的活性涂層[2]。
為了確保電解槽停車時極化整流器的及時啟動以及電解槽的正常循環,需要增加UPS及配電裝置,對極化整流器和精鹽水泵、陰極液泵、淡鹽水泵、脫氯鹽水泵、高純水泵、亞硫酸鈉泵等涉及到電解槽循環的機泵增加應急電源,確保此部分機泵在系統失電后仍能正常運行,維持電解槽正常循環,避免出現因失電跳停導致電解槽聯鎖而極化整流器無法迅速開啟的情況,最大程度的保護單元槽陰極釕涂層的完好,延長電解槽的使用壽命。
2.3 工藝聯鎖調整
由于零極距電槽在電槽內部結構與普通電槽有較大改變,因此為了提高裝置安全性能,對裝置部分聯鎖控制進行了如下調整:
1)增加單槽陰、陽極壓差聯鎖。當單槽陰、陽極壓差高于19.6 kPa或者低于-9.8 kPa時聯鎖相應電解槽停車;
2)增加單槽相應極化整流器緊急停車;
3)將氯氫總管壓差聯鎖低值由-0.98 kPa調整為0.0 kPa;
4)將氯氣總管壓力聯鎖高值由49.0 kPa調整為29.4 kPa;
5)將氫氣總管壓力聯鎖高值由52.9 kPa調整為33.3 kPa;
3 改造后運行效果
二期6臺電解槽完成了零極距改造工作后開車運行正常,未出現離子膜損壞的現象。其改造前、改造后與投產初期(2004年10月)的消耗情況對比如表2所示。
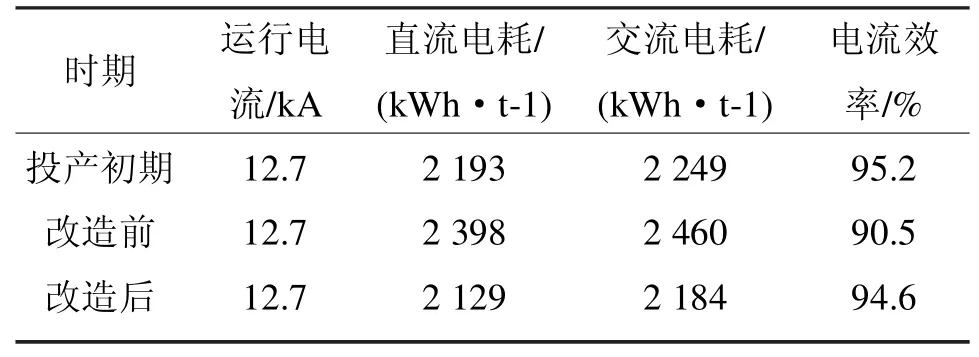
表2 二期電解槽改造效果對比Tab 2 Comparison before and after transformotion of phaseⅡelectrolyzer
從表2可以看出,二期電解槽改造成零極距電解槽后,在同等運行電流下的噸堿電耗較改造前有大幅度下降,電流效率明顯提升。
改造后的零極距電解槽與普通高電密電解槽投產初期相比,交流電耗下降了65 kWh/t,按照二期電解槽設計燒堿產能130kt/a計算,每年可節電8.45GWh。
4 改造注意事項
在普通高電密電解槽的零極距改造中,需要關注以下問題:
1)由于零極距電解槽陰陽極與離子膜完全接觸,容易受到陰極彈性網中外露的斷絲損傷而產生針孔,給裝置運行帶來風險,所以在單元槽安裝前必須對陰極網進行反復檢查,一旦發現斷絲,應使用細剪刀從根部剪斷。
2)由于改造后的零極距電解槽通過鋪設彈性網來增加了極網高度,因此在電解槽安裝前,應在2只單元槽之間放置鞍型隔板,防止相鄰2只單元槽發生碰撞,損傷極網。
3)為了保證單元槽的使用壽命,各單元槽完成改造后應按原位置裝回電槽[3]。因此,在電解槽解體拆卸前需要對各單元槽做好編號、記錄,要求廠家在改造完成后按原順序排列裝箱運回。
4)若改造后零極距電解槽與原電解槽在同1臺電解槽混用時,因2者受到反向電流的影響程度不同,在電解槽停車時容易造成原裝電解槽涂層脫落,槽電壓迅速上升,因此應禁止改造后的零極距電解槽與原裝電解槽混用。
5 結束語
氯堿行業作為高耗能行業,電費成本約占了燒堿生產成本的60%以上,而采用零極距電解槽新技術是降低燒堿單位產品能耗的有效途徑之一。利用二期電解槽電極更新的機會對其進行零極距改造,在增加投入不多的情況下,實現了電解槽的節能技術改造,取得了顯著的節電效果。同時,電解槽實施零極距改造后,對鹽水質量、系統的平穩性提出了更高的要求。唯有加強精細化管理,提高鹽水質量,確保裝置穩定控制,盡量減少裝置的非計劃行停車,才能充分發揮零極距電解槽的低電耗優勢,降低電解裝置消耗。
[1]王樹燕.電槽零極距改造的技術及意義[J].科技信息,2013(8):155.
[2]劉曉營,唐必勇.高電流密度零極距離子膜電解槽的應用[J].中國氯堿,2007(4):9-11.
[3]韓松.離子膜電解槽零極距改造及運行總結[J].中國氯堿,2012(2):5-6.