7.6萬t巴拿馬型散貨船優化介紹
2014-08-11 14:49:12朱烈伏
造船技術 2014年1期
朱烈伏, 范 欣
(江蘇熔盛重工有限公司, 江蘇 南通 226532 )
7.6萬t巴拿馬型散貨船優化介紹
朱烈伏, 范 欣
(江蘇熔盛重工有限公司, 江蘇 南通 226532 )
闡述了7.6萬t巴拿馬型散貨船優化的總體思路和方法。并就快速性、經濟性、綠色環保設計等方面做了深入研究。在造船業不景氣的大環境下,為提高巴拿馬型散貨船的市場競爭力,降低船東使用成本和建造成本提供借鑒。
散貨船 優化
1 引言
散貨船是全球船隊保有量最大的船型,按照載重量的不同,可以分為2~5萬t的靈便型散貨船;6~8萬t的巴拿馬型散貨船;8~9萬t的卡爾薩母型散貨船;15萬t左右的好望角型散貨船;20萬t以上的超大型散貨船。其中7.6萬t的巴拿馬型散貨船,以其貨物運輸的廣泛性,成為船東最愿意訂造的散貨船船型之一。然而,自2008年金融危機以來,航運市場一蹶不振,波羅的海干散貨指數下跌超過百分之九十,在如此低迷的大背景下,能夠最終吸引船東下單的船型,應當以油耗低,排放低為明顯特征。對于船廠方面,巴拿馬型散貨船的價格由船價峰值5 000多萬美元/艘,下降為現在的2 700萬美元/艘,加之美圓貶值等因素,價格下降將近一半。因此如何降低該船型的使用成本和建造成本顯得尤為迫切。
2 7.6萬t巴拿馬型散貨船概況
7.6萬t巴拿馬型散貨船為低速柴油機驅動,可航行于無限航區,該船設球鼻艏、方艉、連續上甲板、半平衡舵、固定螺距螺旋槳、居住艙室位于艉部。可裝載鐵礦石、煤、谷物等各種貨物。圖1為該型船側視圖。
該船主尺度如下:
總長: 224.9 m;垂線間長: 217.0 m;型寬: 32.25 m;型深: 19.7 m;設計吃水: 12.2 m;結構吃水: 14.25 m;航速:14.5 kn;定員:28 P。
船級符號為CCS:★CSA Bulk Carrier,CSR,BC-A,Hold No2,4 and 6 maybe Empty,Grab(20),PSPC(B),Loading Computer S.I.G,ESP,In-Water Survey,BWMP, ★CSM Aut-0 SCM,CMS。

圖1 側視圖
3 快速性優化
船舶快速性是船舶性能的一個重要指標,包含了節能和速度兩層含義。優化船舶的快速性,也應從這兩方面入手,盡量提高推進器的推力和減小船舶航行的阻力。
3.1 船舶線型優化
7.6萬t巴拿馬型散貨船為經濟型、低速肥大船,興波阻力很小,線型設計時主要考慮摩擦阻力和粘壓阻力,運用船型可分原理,對首艉線型分別開展優化設計。
船舶線型優化時,為了提高航速,需減少艉部螺旋槳進流區域的線型,但又要保持一定空間以布置機艙設備。對于艏部線型,以原線型為基礎同時參考目前國內優秀的巴拿馬船型進行優化設計。通過計算流體力學軟件對艏部和艉部分別進行多方案設計優化,進行計算和比較選優,最終選定優秀的線型,并在國際著名水池SSPA開展船模試驗驗證工作。圖2為艏艉線型修改圖。
表1為線型優化后,選取不同主機參數時,航速的對照表。
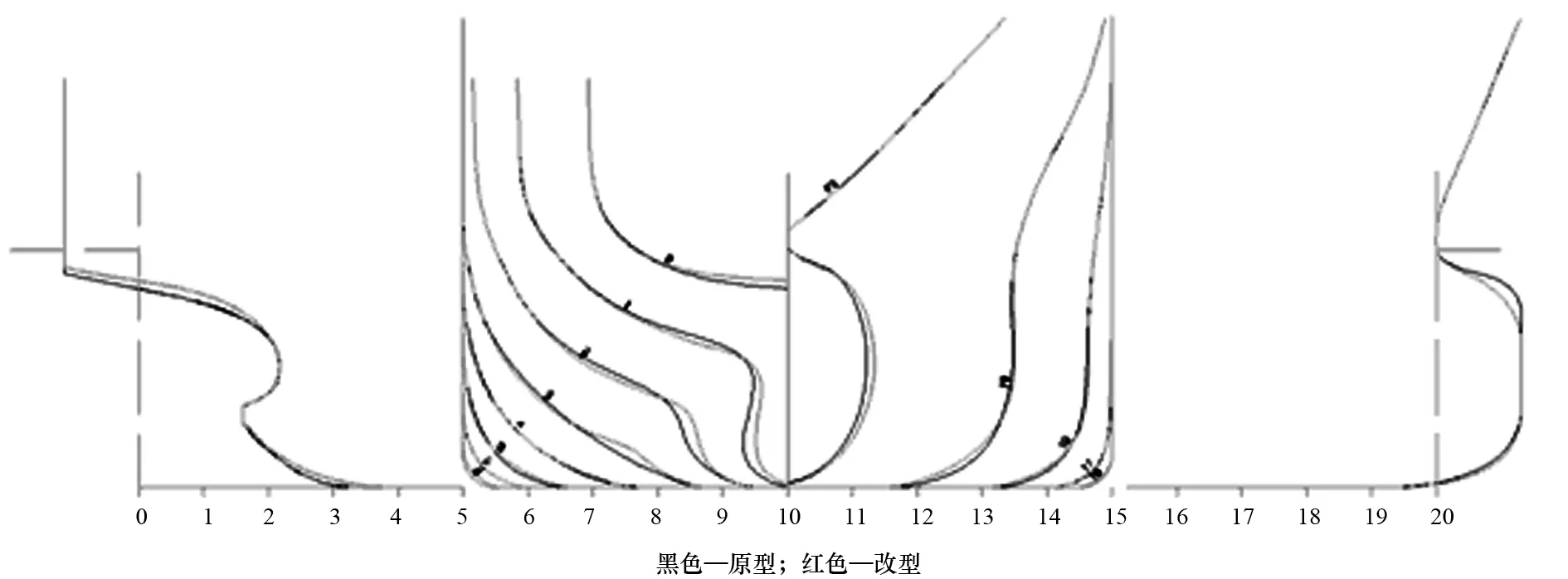
圖2 艏艉線型修改
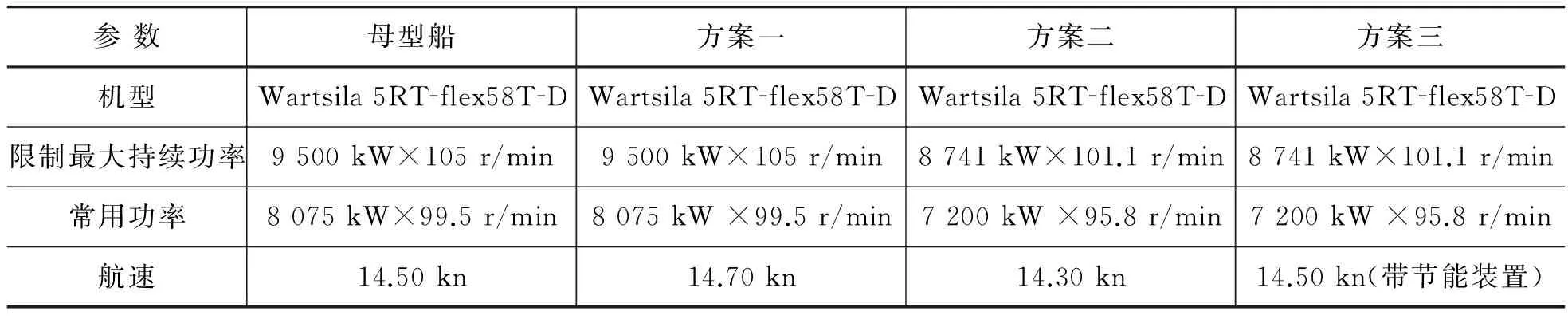
參數母型船方案一方案二方案三機型Wartsila5RTflex58TDWartsila5RTflex58TDWartsila5RTflex58TDWartsila5RTflex58TD限制最大持續功率9500kW×105r/min9500kW×105r/min8741kW×101.1r/min8741kW×101.1r/min常用功率8075kW×99.5r/min8075kW×99.5r/min7200kW×95.8r/min7200kW×95.8r/min航速14.50kn14.70kn14.30kn14.50kn(帶節能裝置)
可見,通過線型優化后,在主機功率不變的前提下,航速可以提高0.2 kn。
3.2 螺旋槳優化設計
螺旋槳設計不僅要追求高效率,同時也要確保螺旋槳的良好空泡形態,以防止槳葉剝蝕,減少誘導激振力,從而防止振動,提高船舶的安全性和舒適性。我們對螺旋槳設計的優化和研究是以中島槳和斯馬德槳作為優化被選方案,通過螺旋槳敞水試驗和船模自航試驗對螺旋槳進行選優,進而得出螺旋槳設計參數和實驗結果(見表2)。
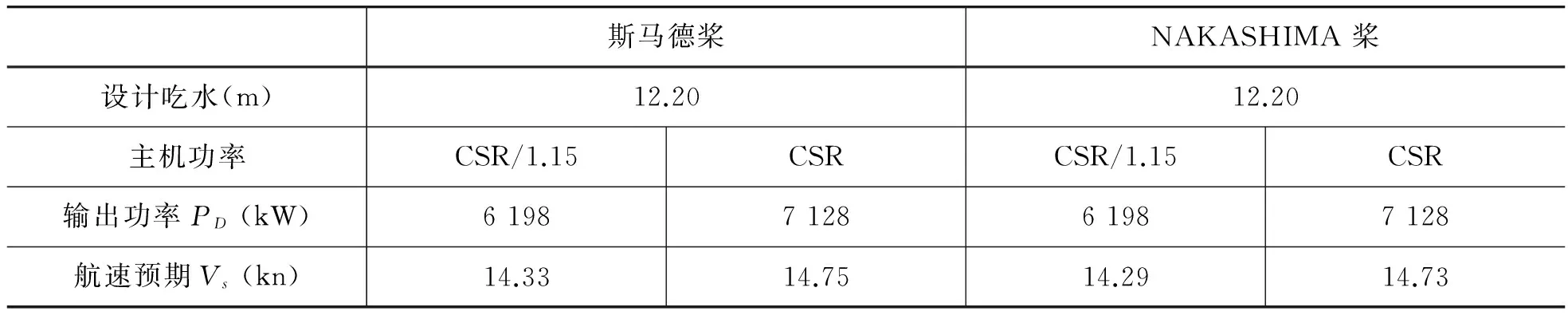
表2 螺旋槳優化后設計吃水航速比較
通過對在設計吃水下航速性能進行比較分析,最終選擇斯馬德槳作為本船的螺旋槳設計。
3.3 節能裝置設計
為了在線型和螺旋槳優化的基礎上進一步改善艉部流場(見圖3),進一步提高推進效率,降低燃油消耗,我們對適用本船的節能裝置進行了相關研究。本船為肥大型低速船型,主要從改變艉部流場和回收轂渦能量兩個方面進行節能研究,經過研究和分析本船節能裝置方案為前置導管+轂帽鰭。
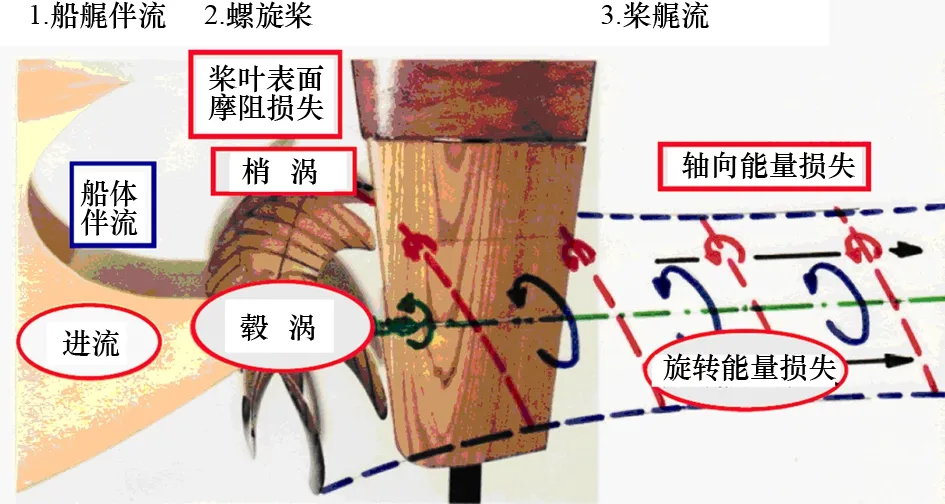
圖3 艉流原理圖
對消渦鰭的設計方案在大型空泡水筒中進行分析。試驗在中國船舶科學研究中心進行,水筒工作段長度為3.2 m,直徑0.8 m,水速調節范圍為3 m/s~20 m/s,壓力調整范圍從8 kP~400 kP。試驗在固定水速V=3.5 m/s下進行,通過調整螺旋槳轉速,使得進速系數J0在0.36~0.6之間變化,間距為0.02。圖4為常規帽與轂帽鰭效率曲線比較。
試驗結果表明,安裝消渦鰭后螺旋槳推力提高,扭距降低,從而使得效率增加,在設計點J0=0.46附近,螺旋槳增效3.2%。
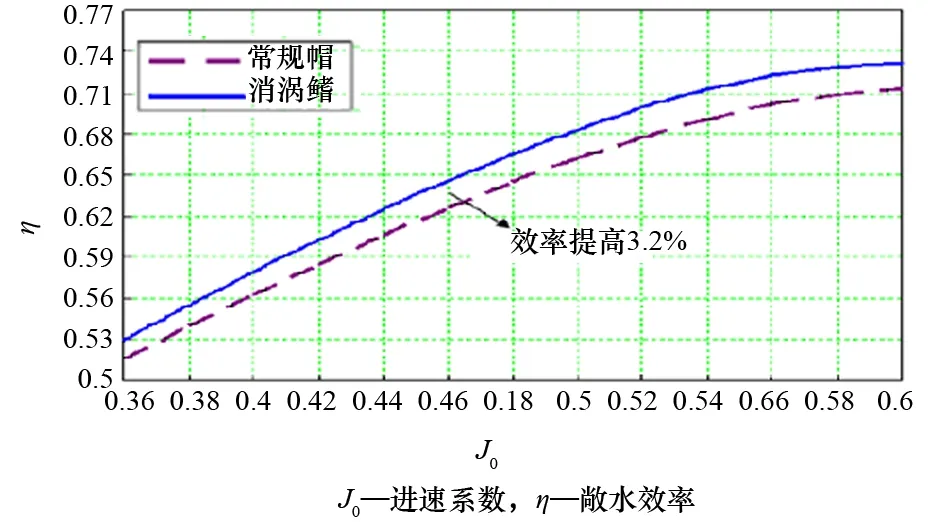
圖4 常規帽與轂帽鰭效率曲線比較
4 經濟性優化
為了實現營運中效益最大化目標,需要盡可能地提高船舶性價比。為此,在經濟性方面著重考慮在保證船舶強度的情況下,使船舶的結構布置更加合理,主要從以下三個方面開展優化設計。
4.1 總縱強度優化設計
總縱強度計算的優化是根據船舶結構共同規范CSR對于各完整工況及破艙進水工況的彎矩及剪力進行校核,彎矩在裝載工況中最大彎矩的基礎上增加5%裕度;剪力采用裝載各種工況中最大剪力,并根據CSR規范修正后增加8%裕度;同時在計算剖面的選取上,增加為每隔4個肋位選取一個計算剖面,在綜合考慮彎矩和剪力的前提下,大大減少了船體梁強度計算時的余量。
4.2 結構規范計算優化
結構優化計算是采用DNV船級社基于CSR開發的Naticus軟件進行的。本次優化將原縱向構件材料由AH32鋼升級為AH36鋼,經過分析計算得到貨艙區的外板厚度減小3~4 mm;貨艙雙層底內底板厚度減少0.5 mm;底邊壓載艙斜板厚度減少0.5~2 mm;頂邊壓載艙底板厚度減少1 mm;舷頂列板及頂邊壓載艙斜板厚度減少2 mm。
4.3 貨艙三艙段結構優化
為了保證設計更加精確,我們對貨艙進行三艙段有限元分析,對于主甲板、舷側肋骨、雙層底肋板的板厚進行適當調整以使船舶結構更加合理,在降低船舶重量的同時有效地增加了結構強度。為了保證船舶的疲勞強度,通過對有限元模型進行疲勞分析,對橫艙壁底墩和貨艙肋骨趾端等應力集中的區域進行了適當調整。
5 綠色環保設計
綠色環保設計參考了壓載水管理、NOx,SOx排放標準、PSPC-國際船舶涂層性能標準等綠色環保的設計要求,將節能減排和綠色環保融入到整個優化設計的過程中。
5.1 壓載水處理系統設計
目前壓載水處理的控制標準分D1和D2兩種。 其中D1只是對壓載水進行交換,并不是真正的處理,D2才是對壓載水的處理。D1標準有以下三種:①溢流法:用3倍壓載水量交換;②順序法:采用順序排空和注滿;③稀釋法:從頂部注入,底部排出。D2標準是滿足《壓載水管理公約》要求。2012年開工建造的船舶應采用D2的標準,到2016年所有的船舶都應滿足D2標準。表3為壓載水處理裝置原理分析比較。
為了提高船東營運的靈活性,優化設計考慮了D1 和D2 兩種壓載水處理方法,在增加船舶營運靈活性的同時,有效降低了船東后續的營運成本。在規范生效之前,船東在營運過程中可以采用D1 標準中的順序法進行壓載水交換。同時該優化設計也對D2方案中壓載水處理設備的選用與安裝進行研究,目前市場有多種壓載水處理解決方案,該船在綜合分析安裝空間、設備采購成本、船東營運成本和相關設備容量等因素后,最終選用了Ecochlor Solution化學方法壓載水處理解決方案。
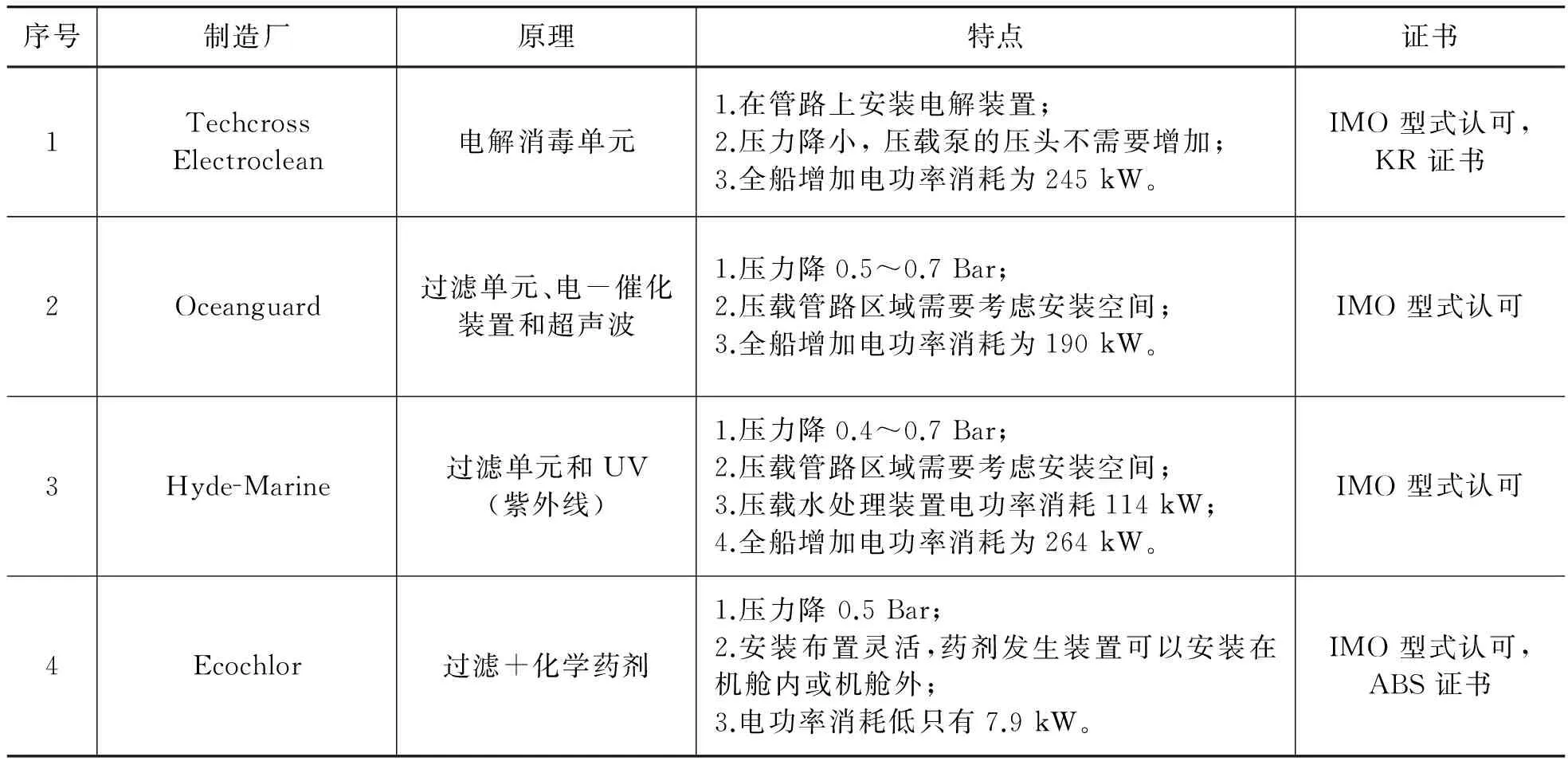
表3 壓載水處理裝置原理分析比較
5.2 MGO系統設計
2010年1月1日歐盟和美國加利福尼亞州實施船舶強制使用低硫燃油2005/33/EC的要求,美國和加拿大也提出船舶強制使用低硫燃油的要求,在優化過程中充分考慮本船營運航線以及相應港口法規、標準的要求,同時減少硫化物的排放量以減輕環境污染。圖5為硫排放區域示意圖。
本船配置了MGO系統(包括MGO儲存艙、沉淀艙和日用艙,以及獨立的MGO供油系統和駁運系統),船舶的主機、輔機和鍋爐可以采用低硫燃油,從而滿足相關港口對硫排放的要求,進一步提高船舶營運的靈活性。
溫度超過20°時,MGO燃油的粘度低于2 cst,不能滿足進入主機、發電機等設備的燃油系統進行正常運行的要求,需要采用冷卻的方法將MGO燃油進行冷卻以滿足系統運行的要求。表4為MGO燃油冷卻設備形式分析與選型。

圖5 硫排放區域

序號型式原理特點證書12CHILLER型式直接式氟利昂介質直接冷卻MGO冷卻效果好,冷卻管需要真空雙層管,安裝使用成本較高;部分廠家已有證書間接式氟利昂介質間接冷卻MGO冷卻效果好,氟利昂冷卻淡水,淡水再冷卻MGO,安裝使用成本較高;部分廠家已有證書34COOLER型式海水冷卻海水直接冷卻MGO滿足冷卻效果,安裝使用簡單,成本不高,但是海水直接冷卻有泄漏風險,規范不建議部分廠家已有證書淡水冷卻中央淡水直接冷卻MGO滿足冷卻效果,安裝使用簡單,成本不高,中央淡水冷卻,可以避免對環境的污染部分廠家已有證書
通過研究和分析比較,該船型選用冷卻效果好、采購成本低、以淡水為冷卻方式的COOLER系統。
5.3 PSPC新造船防腐及涂層性能設計
PSPC是第一個強制實施的國際船舶涂層性能新標準,對造船業產生了重大影響,PSPC要求船舶在正常運營15年后,整體涂裝仍能保持在完好的狀態。2008年7月1日,壓載艙PSPC正式實施,2013年1月1日貨油艙PSPC正式實施,這些涂裝新標準的密集出臺,對船廠的涂裝工藝和及鋼材預處理工藝提出了更高的要求。本船在涂裝設計時,在滿足新標準的要求下,充分考慮了建造成本和工作量,系統地形成了《PSPC》操作規程,采用了高性能的油漆配套,以及采用了通用型的環氧底漆等方法,以提高涂裝效率。
6 優化結果
6.1 航速的提高與油耗的減少
通過對船舶線型和螺旋槳進行優化,在保持船舶航速為14.5 kn的情況下,主機輸出功率降低612 kW(油耗降低2.4 t/天),船舶主機日油耗降低至28.7 t/天。
通過節能裝置的安裝,進一步改善艉部流場,提高推進效率,主機輸出功率降低260 kW,降低了燃油消耗,船舶航速為14.51 kn的情況下船舶主機日油耗降低至27.7 t/天。表5為優化前后油耗對照表。
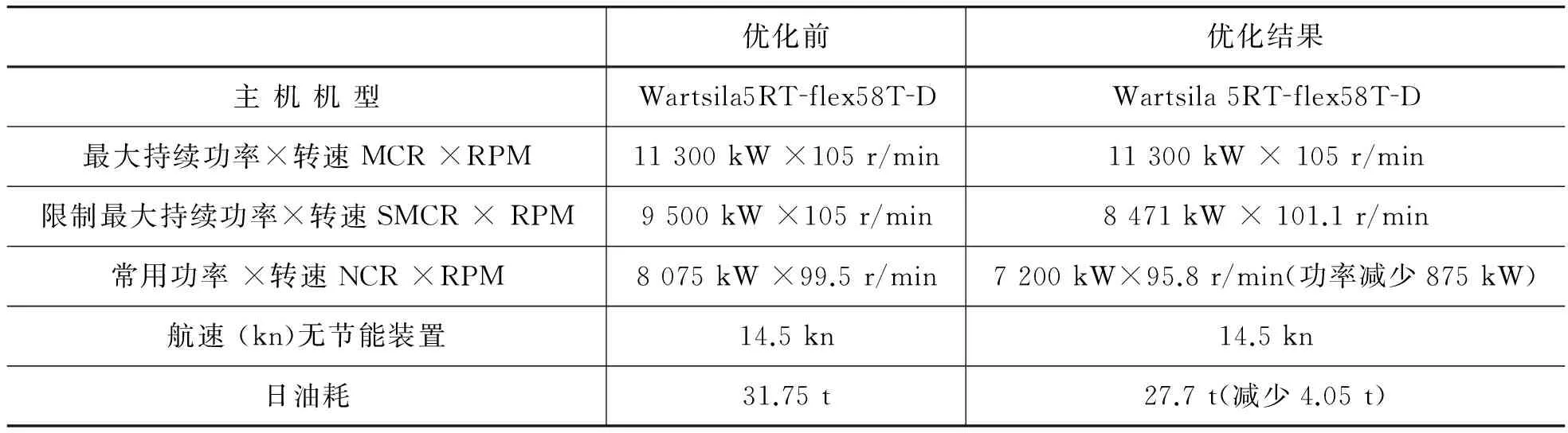
表5 優化前后油耗對照表
6.2 鋼材重量降低
優化后的空船結構重量由10 700 t減少到10 500 t(減少約200 t),按目前的鋼材價格,每艘船的鋼材成本下降約100萬元,并且船舶的載重量相應增加。
6.3 EEDI指數優化
EEDI能效設計指數是衡量船舶能效水平的指標,船舶運營時所消耗的能源、船舶的航速以及最大載貨量是衡量船舶EEDI指數高低的三大關鍵性因素。
通過各方面的優化后,能效設計指數EEDI達到3.351(74.1%)遠低于目前基線值4.4521,達到IMO第二階段(2020年1月1日~2024年12月31日)減排的要求。圖6為能效設計指數圖表。

圖6 能效設計指數圖表
7 結束語
該船型在優化過程中,還考慮了冰區加強,裝載鋼卷等情況,由于篇幅有限,不一一列舉。此文為作者在設計中的心得體會,希望能給設計者在對其他散貨船優化設計過程中提供借鑒。
[1] 孫家鵬.經濟實用的3 500 dwt單貨艙多用途船[J].船舶設計通訊,2011,1:3-7.
[2] 韓笑妍.散貨船價格跌無可跌[J].中國船檢,2013,1:46-47.
The Optimization of 76 000 t Panama Bulk Carrier
ZHU Lie-fu, FAN Xin
(Jiangsu Rongsheng Heavy Industry Co.,Ltd., Nantong Jiangsu 226532, China)
This article introduces the overall idea and method in optimization of 76 000 t Panama bulk carrier. The rapidity, economy and environmental conservation of the optimization are deeply studied. Under the depression of shipbuilding market, this optimization can improve the market competitiveness of Panama bulk carrier, reduce the building and operating cost, and provide a reference for shipbuilders and ship owners.
Carrier Optimization
朱烈伏(1983-),男,助理工程師。
U662
A
猜你喜歡
艦船科學技術(2022年14期)2022-09-22 03:07:40
房地產導刊(2022年5期)2022-06-01 06:20:14
船舶(2021年4期)2021-09-07 17:32:22
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
小哥白尼(趣味科學)(2019年10期)2020-01-18 09:16:22
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
