玻璃鋼游艇船體工藝檢驗分析
2014-08-10 12:29:09陳學誠鄭振豪
造船技術 2014年6期
關鍵詞:工藝
陳學誠, 鄭振豪
(1.中國船級社福州分社, 福建 福州 350000; 2.青島遠洋船員職業學院, 山東 青島 266071)
玻璃鋼游艇船體工藝檢驗分析
陳學誠1, 鄭振豪2
(1.中國船級社福州分社, 福建 福州 350000; 2.青島遠洋船員職業學院, 山東 青島 266071)
玻璃鋼游艇的船體制造環節不僅是游艇制造的基礎,而且對安全有著重要影響,本文主要介紹了船體制造工藝檢驗環節中的重點,論述了玻璃鋼材料力學性能的重要性,并提出了檢驗中的改進意見與建議。
工藝認可 手工積層 真空導入 樹脂含量
1 前言
近年來受歐美國家的影響,游艇行業尤其是高端游艇行業在中國市場逐漸發展起來。由于游艇制造在我國是一種新興的制造產業,國內游艇檢驗市場剛啟動,中國船級社的游艇檢驗原則是有選澤性、穩步推進游艇檢驗業務,并著力在游艇高端市場上對檢驗方面進行不斷地深入研究。
2 檢驗重點及建議
工藝認可是衡量玻璃鋼游艇廠制造質量的重要環節,結合當前手工糊制與真空導入工藝的形式,進行工藝評定時應該包括以下內容。
2.1 制定纖維船舶建造成型工藝規程
在造船開工前,工藝流程需制定完成,在建造條件說明中,應包括環境控制、材料貯存和管理。在材料方面,船用增強材料應為認可的無堿玻璃纖維等制品,不應使用中堿玻璃纖維及其織物作為玻璃鋼船建造增強材料。在工藝流程中,應詳細說明船體的鋪敷方法。鋪敷成型工藝中,常用的有短切氈和無捻粗紗正交布交替鋪敷、或4比1無捻單向布等。而對于夾層板鋪敷成型,建議緊靠著芯材兩側的增強材料應為短切原絲氈。
2.2 試板制作
對于采用新的工藝、新的鋪層方式或新的樹脂及增強材料建造的纖維增強塑料船,在一般情況下,從船體上取樣不現實。一般在開工之前,由鋪敷人員按送審的工藝流程糊制單層板試板與夾層板,用于驗證玻璃鋼船體的設計。
待檢試板厚度應為主船體最薄處的厚度。一般選取舷側或船體部位,且制作試板的樹脂和增強材料的材質應和船體相同,增強材料的層數和船體相當。在試板脫模之前,如果廠方在有條件的情況下,可用巴柯爾硬度測試儀測量固化程度,這樣可預防因試板質量問題而導致試驗失敗。脫模后,試板應表面平整、均勻、無氣泡、無分層和纖維裸露等缺陷,最終厚度測量時其測量點要均勻,不少于10點,最終測量結果不得低于圖紙要求。建議由制造廠方提供試板制作過程監控報告,詳細記錄上述制作過程的中間檢驗結果。
2.3 試板試驗
建議要求制造廠在試驗送檢之前,向CCS驗船師提交試板試驗大綱。其內容應至少包含:材料及配合比、試板數量和尺寸、試件數量和尺寸(由檢測機構確定)、試驗標準、試驗項目及試驗指標等。其力學性能試驗應在中國船級社承認的第三方檢測機構或組織進行,并采用公認的試驗方法進行以下測試,試驗項目包括:樹脂(或纖維)含量、強度與模量、單層板的層間剪切強度等。
2.4 工藝試驗考核及報告的出具
工藝試驗的進行與報告的編寫均由行業內認可的檢測機構負責,并提交游艇檢驗的驗船師審查。報告內容應詳細記錄層板試件的強度與模量:壓縮、彎曲、拉伸等,同時檢測試件的巴柯爾硬度、樹脂(或纖維)含量等。夾層板試板需要進行剪切試驗,剪切強度應滿足該游艇結構計算書中的要求。規范中要求剪切強度應不低于芯材剪切強度的1.33倍,若芯材的剪切強度在該產品出廠時無體現,則芯材也應做剪切試驗。另外,夾層面板的試驗要求與層板試驗相同,可參照執行。
材料各項性能值需滿足材料與焊接規范的要求,第三方檢驗機構只負責試板檢測的實際結果,是否合格須認真計算核對。
3 成型方式工藝分析
3.1 手糊工藝
玻璃鋼手糊只要簡單的模具,所制作的FRP產品受到關于尺寸、形狀的限制很小,可與其他材料同時復合制作成一體,如松木、泡沫、PVC材料等,其在我國游艇廠中使用廣泛。但也存在著生產效率低,對于批量大的產品不適合;且投入的勞動力多,排放的可揮發有機物(VOC)對操作人員的身體健康會產生不利影響;產品性能低;樹脂用量大;產品質量不穩定等缺點。
3.2 玻璃鋼真空導入工藝
真空導入工藝是在模具上鋪上增強材料,再鋪上薄膜和管路,然后抽出薄膜中的空氣,運用壓力差,使樹脂通過管路吸入到鋪敷好的玻璃纖維中。浸潤纖維直至充滿模具,等到固化后揭去真空袋得到所需制品,如圖1、圖2所示。
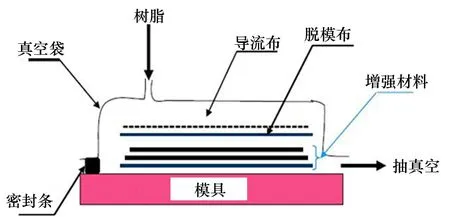
圖1 真空吸附原理
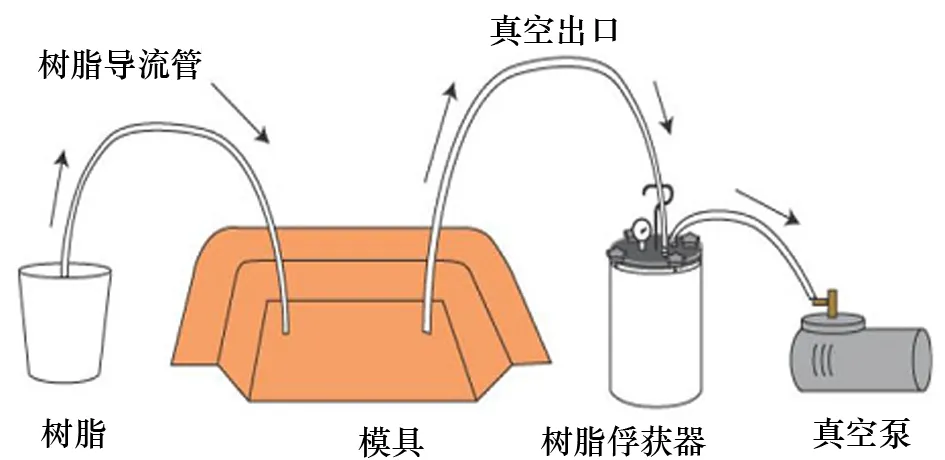
圖2 樹脂導入與收集原理
使用真空導入工藝時,使用的樹脂比手糊工藝少,得到的玻璃鋼產品力學性能也比手糊工藝制作得好,并且在批量生產時,效率也會提高很多。真空導入樹脂為閉模環境,有毒空氣污染物和揮發性有機物僅在真空泵排氣(可過濾)和打開樹脂桶時有微量揮發,其VOC排放小于5×10-6[3]。
相對于手糊工藝,真空導入工藝的工藝流程較為復雜,準備工作繁瑣,如導流網的布置、纖維交錯鋪層及粘貼的方式、導流管的固定等。另外,我國真空導入工藝不成熟,人員的培訓方面也會使生產成本較高。且真空導入工藝常常會出現樹脂浸潤不均,補救方法較繁瑣,缺陷嚴重情況下,制品易報廢。
4 工藝檢驗
玻璃鋼檢驗主要針對玻璃鋼的組分組成和各種力學指標進行,其中組分檢驗主要為樹脂含量的校核,力學試驗主要是夾層板的各項力學指標檢驗。
4.1 樹脂含量的校核
玻璃鋼的組成主要是樹脂和玻璃鋼,其力學特性與積層板中的纖維含量有很大的關系,纖維含量高的結構強度一般較高。使用手糊工藝制作的玻璃
鋼游艇層板,樹脂含量一般在50%~70%;而真空導入工藝生產的玻璃鋼游艇層板,樹脂含量常在30%~40%。其結構組成如圖3所示。
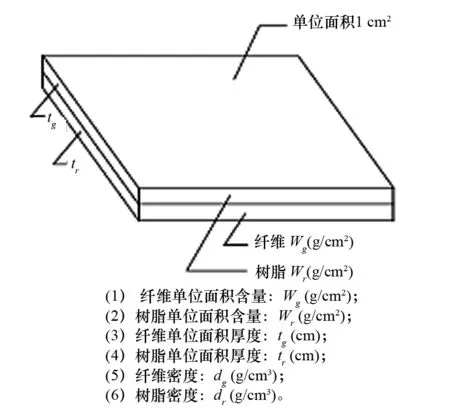
圖3 玻璃鋼組成結構
纖維單位面積重量百分比:
積層板厚度:
由式(1)、(2)得

由推導公式可以得出,玻璃鋼層板的纖維含量與層板比重的關系,若纖維比重取規格常用的2.5,樹脂比重取規格常用的1.2,代入式(3)可得
從式(4)可看出積層板厚與纖維含量的關系是隨著纖維含量的增加,積層板厚減小。假設單位面積(1 m2)的積層板玻璃纖維含量是100 g/m2,則板厚和纖維含有量如圖4所示。
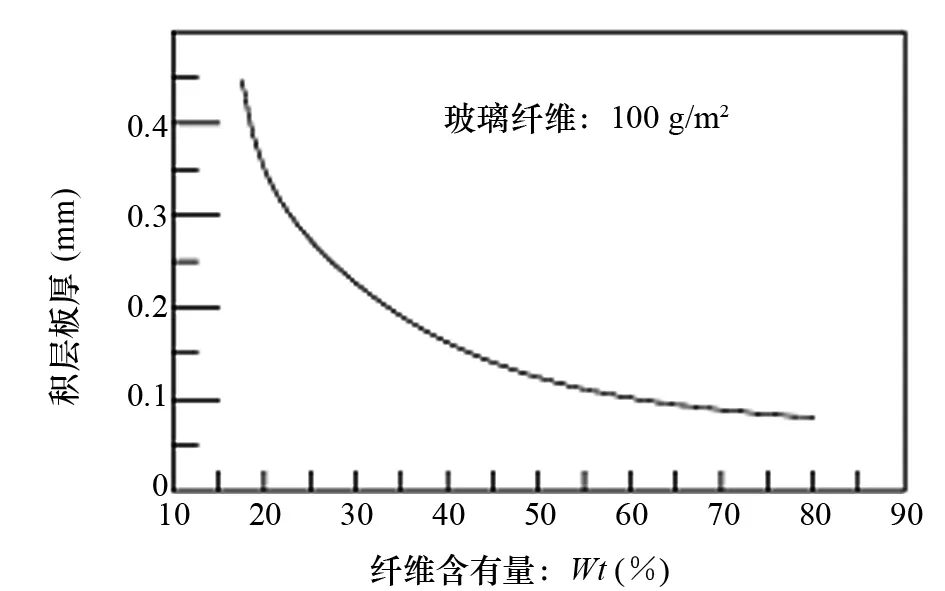
圖4 積層板厚和纖維含量的關系
經過多次試驗地驗證,與手糊工藝相比,真空導入工藝成型構件的強度與模量提高顯著,其詳細實驗數據如表1所示。
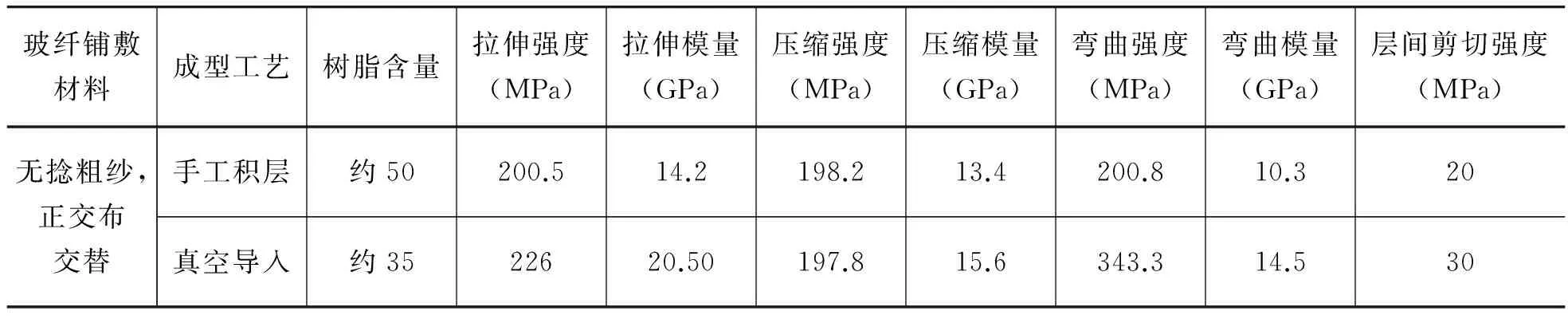
表1 玻璃鋼構件成型手糊工藝與真空導入材料對比
玻璃鋼游艇的設計極富彈性,樹脂含量或纖維含量直接影響到層板的厚度、強度及剛性。每個游艇廠的施工情況不一樣,如果員工流動率不大的話,可統計每艘船使用的玻璃纖維、樹脂量,即可得到該廠所建造的玻璃鋼船的不同樹脂含量值,或是纖維含量值Wf,如果再配合積層板的材料試驗,可以列出不同的層板厚度、強度等記錄,這在游艇的初步設計階段會有很大益處。
國內游艇制造起步晚,成規模的游艇制造廠家較少,且施工水平良莠不齊,規范中的施工工藝尚存在較多不夠詳盡的地方。游艇材料的性能檢驗不能嚴卡規范要求,其材料組分只能作為檢驗參考,是否合格的決定性依據應該是材料力學性能實驗的結果。因此,建議相關規范無需拘泥于樹脂含量的限制,而將重點放在玻璃鋼材料的厚度及力學性能方面,若存在不確定時,可以參考ABS和LR關于游艇材料的力學性能的要求,如表2所示。

表2 其他船級社的材料特性參考數據
4.2 夾層板試驗
對夾層板試板進行剪切試驗,以判斷是否滿足游艇結構計算書中的要求,其試驗要求、方法和結果與層板試驗相同。試驗時的部位和方法應注意以下兩點。
(1) 夾層板的剪切試驗:夾層板的結構是中間芯材,上下兩面為短切氈糊制成型。夾層板在游艇中的使用部位一般在折角線以上、甲板板及艙壁板等。考慮到游艇在航行過程中受到的剪力彎矩,應把甲板板或折角線以上(舷側板)作為試驗對象,且原則上取最薄處。
(2) 夾層板的面板試驗:材料與焊接規范要求夾層板的面板應按照單層板的試驗要求驗證其力學性能。由于夾層板單層面板厚度約為5 mm,檢測機構的夾具往往達不到此精度,因此,可以按照相同的材料與工藝方法再制作一塊單層板式樣,其厚度等于上下面板厚度總和,再進行試驗。
5 結論
玻璃鋼游艇制造環節和檢驗過程中的注意事項較多,在國內游艇檢驗比較薄弱的今天,有很大的提高空間。我們還需加大技術研發、市場推廣、人員培訓等投入,并吸引國內外有影響力、品質優良的游艇品牌加入。同時依靠技術與服務,找準產業發展的切入點,參與并發揮積極作用,最終建立相應的品牌,在游艇產業中進一步提升認知度和信任度。
[1] 王繼輝.復合材料液體模塑成型技術[M].北京:化學工業出版社,2004.
[2] 王武雄.游艇設計手冊[M].臺灣:臺灣財團法人聯合船舶設計中心,1996.
[3] 龔國圍,林溪.真空芯材導流工藝在玻璃鋼游艇制造中的應用研究[J].廣東造船,2010,(4):43-45.
[4] 倪志敏,周海英.關于玻璃鋼游艇的建造檢驗技術[J].船舶檢驗,2010,(4):59-60.
The Analysis on FRP Yacht Hull Process
CHENG Xue-cheng1, ZHENG Zhen-hao2
(1.Fuzhou Branch, CCS, Fuzhou Fujian 350000, China;2.Qingdao Ocean Shipping Mariners College, Qingdao Shandong 266071, China)
The manufacture of glass-fiber-reinforced plastics yacht hull is the foundation of manufacturing and the major determinants for security. This paper mainly introduces the focus of checking the manufacturing process and discusses the importance of glass-fiber-reinforced plastic material mechanical properties and inspection of the improvement suggestions and opinions.
Craft acceptation Lamination Vacuum infusion process Resin content
陳學誠(1983-),男,驗船師。
U671
A
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
