船舶條型板材零件加工流程優(yōu)化
2014-07-31 20:30:40徐少柯鄭振豪盧永然
江蘇船舶 2014年3期
徐少柯,鄭振豪,盧永然
(1.南通中遠川崎船舶工程有限公司,江蘇 南通 226000;2.青島遠洋船員職業(yè)學院船舶與海洋工程系,山東 青島 266071)
船舶條型板材零件加工流程優(yōu)化
徐少柯1,鄭振豪2,盧永然2
(1.南通中遠川崎船舶工程有限公司,江蘇 南通 226000;2.青島遠洋船員職業(yè)學院船舶與海洋工程系,山東 青島 266071)
針對板材零件數(shù)量多、用量大,加工錯誤率高等現(xiàn)象,結合南通中遠川崎船舶工程有限公司條形板材的生產(chǎn)情況,對板材零件生產(chǎn)方式進行優(yōu)化,改變目前板材零件的人員密集作業(yè)生產(chǎn)模式。通過改進生產(chǎn)流程減少了人為錯誤,提高了產(chǎn)品質量和生產(chǎn)效率。
條型板材;生產(chǎn)流程;工時;錯誤率
1 板材零件加工現(xiàn)狀
造船生產(chǎn)環(huán)節(jié)中將鋼材加工成部件包括數(shù)控加工不規(guī)則板材、寬度規(guī)則的條型板材零件加工(簡稱“條材”)、余料二次加工利用、組裝為型鋼、組合T型材等,其中條材的加工是切割、裝配施工中非常重要的組成部分。根據(jù)20.5萬t散貨船、6 200滾裝船、13 360 TEU集裝箱船、31.5萬t油船、2.8萬t多用途船等情況統(tǒng)計,盡管條材重量只占整船鋼材重量不到5%,但條材裝配成的部件卻平均占到整船部件數(shù)量的30%。表1為上述5條船條材和條件所裝配成的部件在全船中的比例和工時比例。
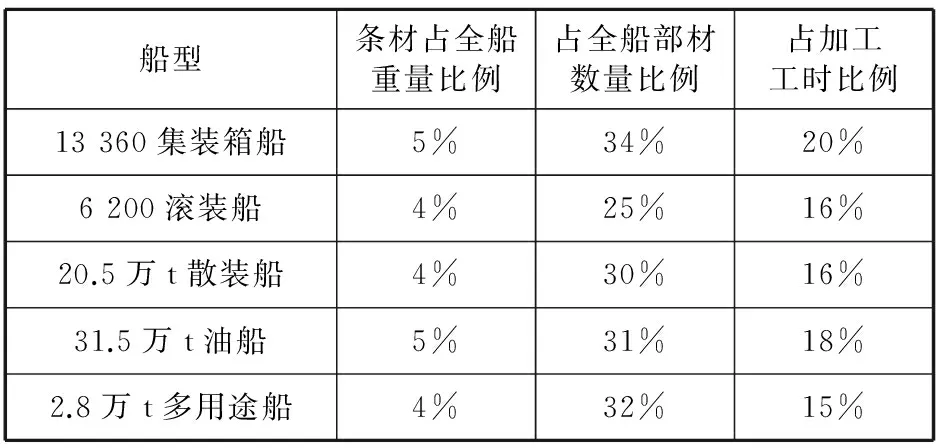
表1 條材使用情況
目前,國外船廠很多已利用自動化設備生產(chǎn)條材,而國內(nèi)主要大型船舶制造企業(yè),條材的生產(chǎn)模式還仍然為人員密集作業(yè),生產(chǎn)質量較差,效率水平較低。從目前的管理水平看,在人工作業(yè)的模式下,國內(nèi)船舶企業(yè)條材的生產(chǎn)水平如果要有突破性的提高,必須充分運用精益管理的理念,改變傳統(tǒng)的手工作業(yè),使用先進的自動作業(yè)。
2 情況分析
2.1 NACKS條材傳統(tǒng)作業(yè)流程和不足
對比日本川崎重工集團的條材加工情況,南通中遠川崎有限公司(NACKS)條材生產(chǎn)質量和效率還處于劣勢,其主要原因是設備相對落后。2013年度前十個月統(tǒng)計數(shù)據(jù)顯示,條材的平均誤操作率為5‰,造成的條材返工和待料工時損失約1 353 h。只有在優(yōu)化生產(chǎn)模式,降低條材的誤操作率,提高作業(yè)效率的前提下,才能實現(xiàn)提高生產(chǎn)效率,降低管理成本的目的。NACKS現(xiàn)有條材生產(chǎn)流程見圖1。

圖1 現(xiàn)行條材加工流程
當前生產(chǎn)流程主要有如下問題容易出現(xiàn)誤操作和延誤。
(1)手工劃線。一般以整塊板為單位,先劃線后標記。該階段操作容易出現(xiàn)削斜末端不對稱,需要重新劃線,造成后道工序等料待工。
(2)切割。一般使用數(shù)控火焰切割,操作中使用水跟蹤冷卻以控制變形。
(3)表面加工。主要是表面的除渣、毛刺和塌邊較多。
(4)手工端部切割。一般使用半自動切割機,易造成對線錯誤,使材料報廢。
(5)端部打磨。一般是切割作業(yè)者對自己加工的割縫進行打磨,容易遺漏。
(6)整理裝盤。切割作業(yè)者完成端部切割和打磨后,聯(lián)系行車將零件吊入零件托盤。
以上操作除手工劃線外,都有行車予以配合作業(yè),其總體統(tǒng)計信息見表2。表2中,配員為2班人員,工時統(tǒng)計中組長、吊運及其他次要項目工時都已分攤到各主要工序中。

表2 生產(chǎn)信息統(tǒng)計表
2.2 形成原因及對策
NACKS目前條材生產(chǎn)已形成相對較成熟的作業(yè)方法和機制,改善難度大,尤其是將最主要的2個作業(yè)人員密集的工序的誤作率大幅下降,難度更大。
針對條材生產(chǎn),使用魚骨法,分“人”、“機”、“料”、“法”、“環(huán)”五個方面進行分析,如圖2所示。通過圖2可初步發(fā)現(xiàn),目前條材是以整板為單位加工,存在小錯誤造成大量誤作的隱患。物料全程依靠行車吊運,安全性、效率都不理想。另外,由于缺少自動化設備,大量的人工作業(yè),易疲勞,易誤操作,加上作業(yè)姿態(tài)不良,使劃線與端部切割打磨兩部分人員的配員和誤操作率都明顯高于其他工位。
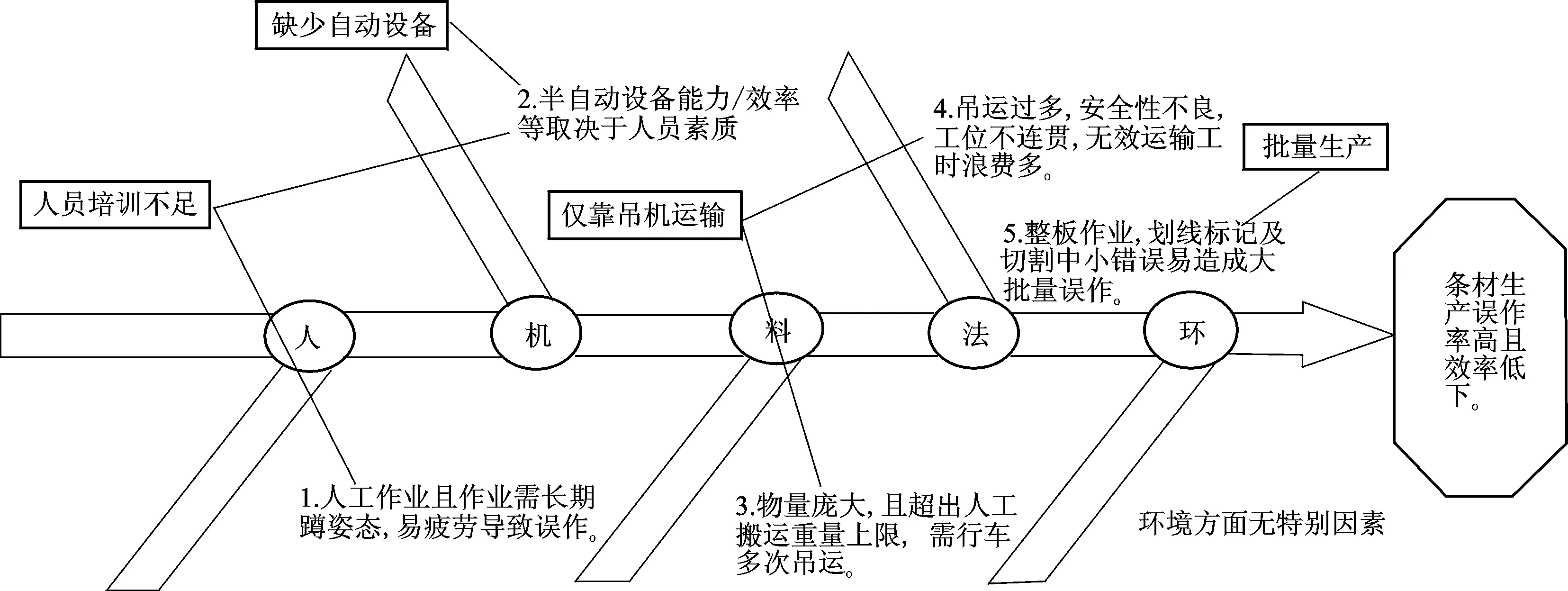
圖2 魚骨分析法條材加工流程
從上圖可看出,要降低誤操作率提高生產(chǎn)效率,最佳方案是將其中高誤作率的2個工序的誤作率(3‰和1.5‰)以合適的措施降到普通水平(0.25‰),并將效率達到與日本川崎重工集團相同的水平。因此,改善的最佳目標是將條材的誤作率降低至1‰,每塊零件生產(chǎn)時間縮短2.8 h。
3 解決方案
3.1 典型問題解決思路
3.1.1 施工人員較多
當前利用數(shù)控設備代替人工進行作業(yè)是一大趨勢,通過廣泛的調研和國內(nèi)外船廠學習交流以及機器人與加工設備整合廠商包括小池酸素、大新技研等廠家溝通后,了解到當前技術條件下,使用機器人代替人工進行切割、劃線、印字技術已相對成熟。同時,對比使用數(shù)控小型切割機加工條材,機器人加工除了設備熟悉程度略低外,可有效解決切割區(qū)無法封閉、占用面積大、價格相對較高的問題。
3.1.2 吊運過多
目前材料運輸主要分3種,包括:行車吊運、車輛運輸、輥道等地面?zhèn)鬏斁€輸送。地面?zhèn)鬏旊m然自動化程度較高,但靈活度不夠。機器人相對固定的作業(yè)模式不僅能解決地面?zhèn)鬏斁€靈活性方面的缺點,還能有效減少配員。
3.1.3 批量生產(chǎn)
條材加工的過程中材料分成整板、板條、部材3種狀態(tài)。現(xiàn)狀中劃線寫字、切割的作業(yè)都是在整板階段批量進行的,作業(yè)中一些偶然性錯誤容易發(fā)生持續(xù)的影響,造成批量的誤作。板條具有尺寸規(guī)則、大小適中易傳輸?shù)忍攸c,可采取單件流轉優(yōu)化加工流程。
3.2 改進生產(chǎn)流程
綜合上述3點思路,采用機器人代替人工進行條材劃線、寫字、端部切割;使用地面?zhèn)鬏斁€的方式進行各工位間物料傳送和以板條為單位進行單件流轉加工,則新的加工流程如圖3所示。考慮到上述加工流程比較清晰,工位分工明確,且物料存在一定規(guī)律,流轉相對便利,可采用自動生產(chǎn)線的方式將整個流程串連起來進行改善。

圖3 改造后的條材加工流程
(1)板材切割與后面的條材加工工序聯(lián)接,將現(xiàn)有的固定式胎架改造成滾運式胎架,從而只需進料時使用行車調運,后續(xù)作業(yè)就無需行車配合。同時,采用滾動胎架可為板材切割作業(yè)劃定固定的進料區(qū)、切割區(qū),形成流水線模式。
(2)邊緣加工主要條材自由邊進行R形自動滾壓,同時為了保證表面質量,增加了自動除渣機構。
(3)劃線、印字及切割的作業(yè)從流程上考慮,為了不形成瓶頸,生產(chǎn)線上劃線、印字使用1臺機器人,端部切割使用1臺機器人,共設置2條生產(chǎn)線。
(4)端部打磨及搬出作業(yè)由于目前還沒有特別合適的自動化手段,且作業(yè)相對較簡單,對人員素質無特別要求。依然采用手工的方式,布置在生產(chǎn)線的末端,集中人員進行作業(yè)。
3.3 改進后的優(yōu)點
改進后的作業(yè)流程將誤作率最高的劃線寫字與端部切割部分全部由自動化設備代替,而安全性較差的行車吊運部分改為由地面?zhèn)鬏斁€代替,同時形成了以板條為單位的單件流轉,對生產(chǎn)質量帶來了4個方面的提升:
(1)減少了人為錯誤,保證了產(chǎn)品質量的穩(wěn)定。
(2)提高了生產(chǎn)效率,減少了作業(yè)人員的配備。
(3)提高了生產(chǎn)任務完成的質量,保證了分段的完整性。
(4)在現(xiàn)場實現(xiàn)了精益管理的理念。
與日本川崎重工集團相比,印字和切割由于使用了2條流水線,在生產(chǎn)負荷增大時,不會因為機器人工位形成瓶頸。同時,流水線自由邊處理的質量高,可以充分應對PSPC實施后的涂裝要求。另外,生產(chǎn)流水線上的粉塵、煙塵都進行了充分處理,有利于保護施工人員健康。
4 結語
在改進生產(chǎn)流程后,成功將條材生產(chǎn)誤作率由5‰降至1‰,大幅提高了條材加工質量的穩(wěn)定性,避免了手工作業(yè)誤作;同時大大提高了生產(chǎn)效率,原手工作業(yè)平均0.89塊板/(人·天),現(xiàn)自動作業(yè)平均2.3塊板/(人·天),在今后生產(chǎn)中可減少配員15人。在達到切割精度要求的前提下,實行了精益管理,推行了后道需求拉動式及單件流轉式的生產(chǎn)模式。
[1] 金朝光,林焰,紀卓尚.船舶建造的現(xiàn)代工程分解結構[J].中國造船,2002,43(1):45-47.
[2] 曹訓.船舶建造中場地資源的建模及其配置優(yōu)化方法與工具[D]. 哈爾濱:哈爾濱工業(yè)大學,2011.
[3] 陳宏宇.船舶建造計劃制定方法研究[D].大連:大連海事大學,2010.
[4] 曲浩.船舶建造設計計劃及生產(chǎn)計劃綜合管理研究[D].鎮(zhèn)江:江蘇科技大學,2010.
2013-11-29
徐少柯(1985-),男,工程師,從事船舶先進制造技術;鄭振豪(1985-),男,講師,從事船舶先進制造技術;盧永然(1972-),男,講師,從事船舶先進制造技術。
U671.2
B
猜你喜歡
艦船科學技術(2022年14期)2022-09-22 03:07:40
船舶(2021年4期)2021-09-07 17:32:22
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
中國化肥信息(2020年7期)2020-03-19 01:54:02
小哥白尼(趣味科學)(2019年10期)2020-01-18 09:16:22
中國軍轉民(2017年6期)2018-01-31 02:22:28
故事大王(2016年7期)2016-09-22 17:30:08
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
兒童故事畫報(2013年3期)2013-06-24 05:40:30
