自升式海洋鉆井平臺樁腿的焊接與精度控制
2014-07-31 20:30:50張曉安錢建東
江蘇船舶 2014年3期
張曉安,錢建東
(中海工業(yè)(江蘇)有限公司,江蘇 揚州 225211)
自升式海洋鉆井平臺樁腿的焊接與精度控制
張曉安,錢建東
(中海工業(yè)(江蘇)有限公司,江蘇 揚州 225211)
主要介紹了SUPER-116E自升式海洋鉆井平臺樁腿和齒條預(yù)制及安裝工藝,對樁腿和齒條的預(yù)制過程、安裝方法及安裝過程中的注意事項進行了全面總結(jié)和分析。
自升式鉆井平臺;樁腿;齒條;焊接;精度管理
1 自升式海洋鉆井平臺組成及工作原理
自升式海洋鉆井平臺主要由平臺結(jié)構(gòu)、升降機構(gòu)、樁腿、鉆井裝置以及生活模塊、直升飛機平臺等組成。
自升式海洋鉆井平臺工作時,通常用升降機構(gòu)將平臺舉升到海面以上,使其免受海浪沖擊,依靠樁腿的支撐站立在海面上進行鉆井作業(yè)。完成鉆探任務(wù)后,降下自升式海洋鉆井平臺到海面,將樁腿升降至拖航位置,即可將該自升式海洋鉆井平臺拖航到下一個作業(yè)井位。因此,樁腿是自升式海洋鉆井平臺的關(guān)鍵部件之一。
2 樁腿的材料特性及選用
樁腿是由齒條、弦管、斜拉撐、水平拉撐等組成。齒條部分的材料要求選用超高強度鋼并且超厚板,不僅屈服強度高,而且要具備-40 ℃的低溫沖擊性能。SUPER-116E樁腿齒條材料選用ASTMA514Q材料,來料為齒條和弦管焊接完成的半成品。通過設(shè)計數(shù)據(jù)與該齒條材料的機械性能參數(shù)的比較,認為所用材料完全符合設(shè)計要求。
樁腿水平支撐管、斜拉支撐管材料,選用API-5LX52材料,其機械性能與齒條材料的性能相反,硬度不高,韌性好。
3 樁腿的焊接和精度控制
3.1 合理選擇適合的焊接材料
焊接材料中的含氫量過高會引起焊接冷裂紋,因此超高強度鋼材的焊接需要使用低氫焊接材料。某公司承建的SUPER-116E 3個樁腿類型的自升式海洋鉆井平臺建造過程中,先后試驗了多個廠家的多種焊條及藥芯焊絲,最后選定H10或H5低氫焊接材料。若用焊條修補缺陷時,必須使用含氫量為H5的超低氫焊條,但是這種方法熱輸入量大,并且效率低。經(jīng)多次焊接試驗,最后確定采用效率高、焊后殘余應(yīng)力小的藥芯焊絲。
3.2 裝配焊接間隙的選擇
自升式海洋鉆井平臺起升系統(tǒng)的工作原理是:利用齒輪-齒條機構(gòu),在升降系統(tǒng)工作時,當前對輪齒嚙合以后,后續(xù)的各對輪齒也能依次嚙合,而不是相互頂住或分離,因此齒條焊接及其精度控制變得十分重要。通常CO2藥芯焊絲焊接,采用陶瓷襯墊,裝配間隙為5~9 mm,變形難于控制。自升式鉆井平臺的齒條材料板厚大多在120 mm以上,采用X型坡口形式。其坡口焊接,考慮到齒條的焊接收縮變形,在焊前應(yīng)預(yù)留一定的收縮余量,一般為2.5~3.5 mm。焊前收縮量示意圖如圖1所示。
3.3 樁腿齒條焊前的預(yù)熱
樁腿齒條在焊接前要進行預(yù)熱,通過預(yù)熱來降低馬氏體轉(zhuǎn)變時的冷卻速度,同時通過馬氏體的“自身回火”作用來提高抗裂性,從而減少和杜絕裂紋的產(chǎn)生。樁腿齒條預(yù)熱時要注意,加溫不能過快、過高,否則不僅不利于防止裂紋,相反會在冷卻過程中容易出現(xiàn)脆性混合組織,從而降低焊接熱影響區(qū)域的韌性。
3.4 嚴格控制層間溫度
層間溫度起著和預(yù)熱同樣的作用。根據(jù)在自升式海洋鉆井平臺建造過程中的經(jīng)驗,得出結(jié)論:最小層間溫度為80 ℃,最大為200 ℃。
3.5 焊后熱處理
樁腿齒條與座板這類高強鋼材料的合金原理,就是在低碳的基礎(chǔ)上通過加入多種提高淬透性的合金元素來保證獲得強度高、韌性好的低碳馬氏體和部分下貝氏體的混合組織,但是冷卻速度不能過快。實際焊接中,材料焊接后立即加熱,溫度到200 ℃,保溫2.5 h,隨后焊件在空氣中自然冷卻下來。這種做法的目的不僅有利于氫的逸出,而且可防止冷卻后裂紋的產(chǎn)生和焊件變形。
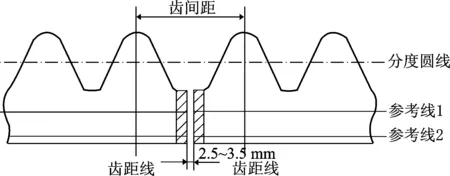
圖1 焊前收縮余量示意圖
3.6 使用焊接專用胎架
通常施焊時使用碼板,而且必須是與焊件同等級材料。使用碼板時如果不預(yù)熱,就容易產(chǎn)生裂紋。碼板的預(yù)熱雖然在焊接工藝認可實驗(WPS)中可以做到,但是在實際生產(chǎn)中就非常難做到。因此,不論是主弦管與齒條的焊接,還是齒條與齒條的焊接,都需要在專門設(shè)計的胎架上進行焊接,既能夠保證焊接質(zhì)量,又能保證精度。
焊接專用胎架的作用主要有4點:
(1)焊前定位齒條及弦管。
(2)用來調(diào)整胎架與齒條間的間隙。
(3)夾緊工件,焊接過程中限制焊件變形。
(4)提高齒條的焊接精度。
3.7 采用合理的安裝焊接順序
在自升式海洋鉆井平臺升降系統(tǒng)工作時,齒條與齒輪是依次嚙合的,齒條的精度控制對海洋平臺的使用壽命有著重要影響。制定焊接工藝是保證和控制齒條焊接質(zhì)量的前提,合理的焊接順序是制定焊接工藝的關(guān)鍵。齒條對接焊接、齒條與座板焊接時選用以下方法:
(1)將齒條對接焊接過程分成3步。齒條對接的焊接順序如圖2所示。
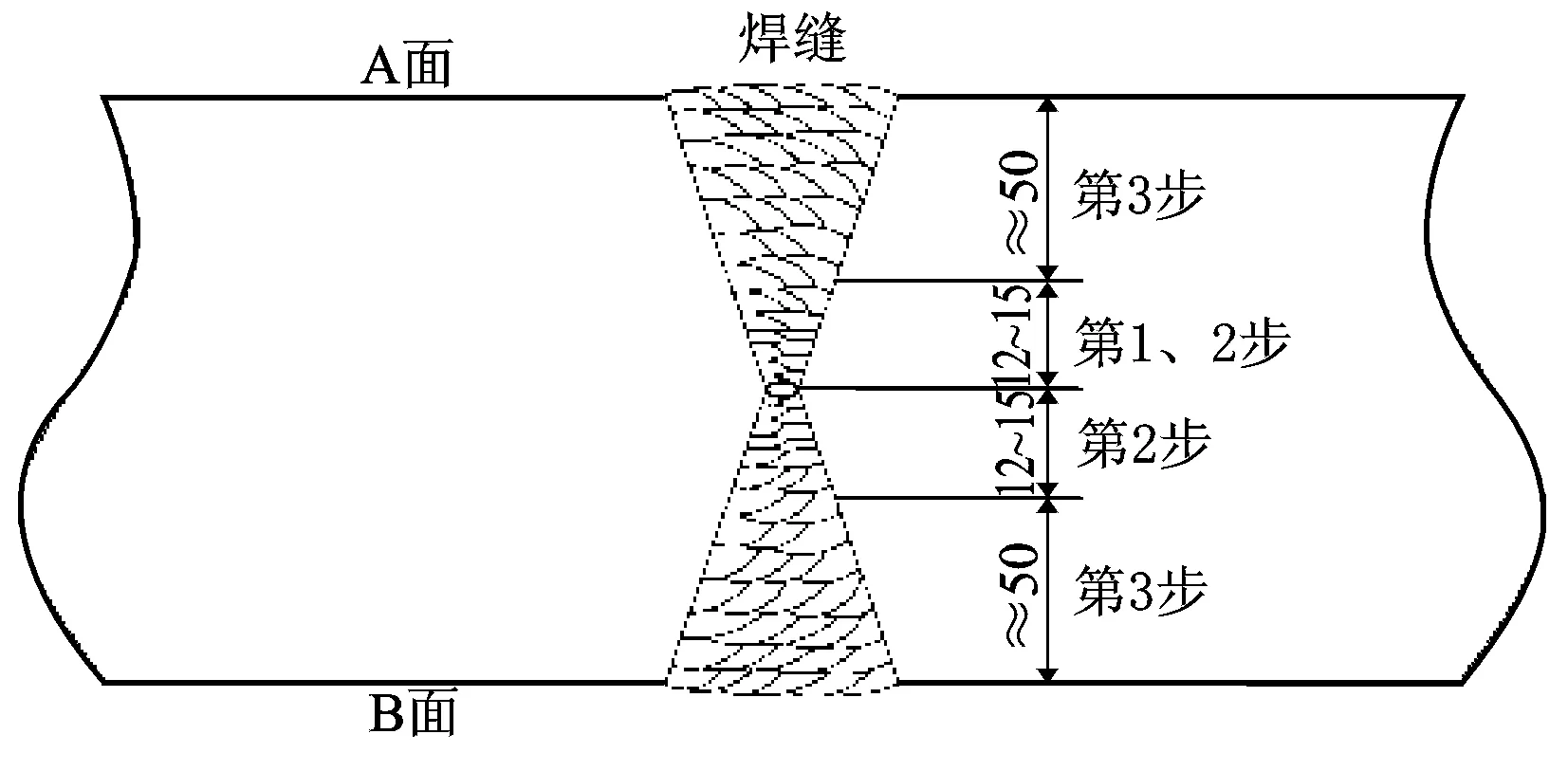
圖2 齒條對接的焊接順序(單位:mm)
第1步,在A面使用S-7016.0焊條進行打底焊。
第2步,對B面進行清根處理后,2名焊工分別在A、B面使用LB-88LT或S-11018.MФ3.2焊條同時對稱施焊,使用填充12~15 mm厚焊縫金屬。為避免產(chǎn)生角變形,2名焊工施焊電壓、電流應(yīng)相同。
第3步,2名焊工分別在A、B面使用LB-88LT或S-11018.MФ4.0焊條同時對稱施焊。為避免產(chǎn)生角變形,2名焊工施焊電壓、電流也應(yīng)相同。
需要注意的是,焊后72 h必須進行超聲波以及磁粉探傷檢驗。
(2)對齒條與座板的焊接采用6個順序分步退焊法進行施焊,齒條與座板焊接順序如圖3所示。焊接時采用由中間到兩端,由里到外,逐步退焊法進行齒條與座板的焊接。圖3中,按照從1至6的順序焊接。這樣能使施焊過程中材料均勻自由的收縮,最大限度地減少焊接變形。
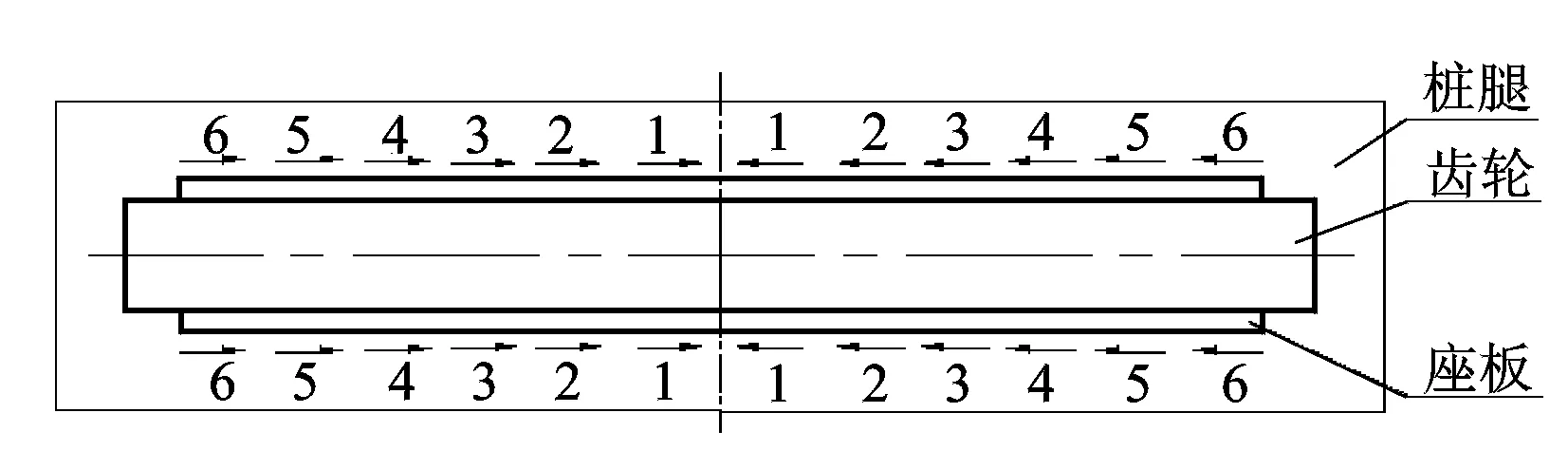
圖3 齒條與座板的焊接順序
按照精度要求,必須保證齒條中心線與樁腿中軸線的平行線偏差在2 mm 范圍內(nèi)。由雙數(shù)焊工對稱于齒條中心線,從齒條中間向兩邊采用分步退焊法,按照工藝要求劃分為6段,每段約400 mm,并在兩端同時施焊的原則進行焊接施工。
在樁腿齒條焊接過程中,若先裝焊后切齒就很難達到所要求的精度,所以必須采用合理的安裝焊接順序。每條焊縫焊接時,要保持其一端能自由收縮,然后采用先裝箱體后裝已切割好的齒條方法,每一段都能使變形量得到嚴格的控制,這樣就能使樁腿齒條整體精度達到設(shè)計要求。
4 結(jié)語
在自升式海洋鉆井平臺的運營周期內(nèi),樁腿在海洋中承受著各種各樣的侵蝕和沖擊。高水平的焊接工藝與精度控制可以降低惡劣環(huán)境對鉆井平臺的影響,延長使用壽命,因此樁腿和齒條焊接,精度控制以及裂紋的控制是自升式海洋鉆井平臺制造過程中的關(guān)鍵。通過采用以上工藝方法,焊前齒條的預(yù)組裝、焊前預(yù)熱以及選用合理的焊接順序等一系列措施,保證了樁腿齒條-齒輪機構(gòu)的安裝精度和使用要求,從而降低了成本,縮短了安裝周期,提高了自升式海洋鉆井平臺起升精度。
[1] 中國船級社.材料與焊接規(guī)范 2012[M]. 北京:交通人民出版社,2012.
2014-02-28
張曉安(1956-),男,工程師,從事船舶質(zhì)量管理;錢建東(1976-),男,助理工程師,從事船舶建造質(zhì)量管理、檢驗工作。
TG47
B
