特種復合加工中心盤式刀庫自動換刀控制系統研究*
2014-07-18 11:56:29張秋杰潘海鴻
組合機床與自動化加工技術 2014年6期
陳 琳,劉 超,張秋杰,潘海鴻
(廣西大學 機械工程學院,南寧 530004)
特種復合加工中心盤式刀庫自動換刀控制系統研究*
陳 琳,劉 超,張秋杰,潘海鴻
(廣西大學 機械工程學院,南寧 530004)
針對自主開發的龍門式雙主軸鈑金刻銑與激光切割復合加工中心的順序動作控制復雜、控制點數多且目前沒有控制該特種復合加工中心的數控系統問題,提出采用自由口通訊方式實現多軸運動控制器與外掛獨立型通用PLC的通信和控制,進而實現對復合加工中心的順序動作控制以及盤式刀庫自動換刀功能。對帶有機械手的圓盤式刀庫研究采用隨機地址最優路徑選刀方法,在該復合加工中心平臺上實現自動化換刀功能。實驗結果表明基于外掛獨立型通用PLC的自由口通訊控制方式下的最優路徑選刀方法可以縮短換刀時間,提高加工效率。
特種復合加工中心;多軸運動控制系統;自由口通訊;外掛PLC;隨機地址選刀
0 引言
數控技術結合傳統機床技術與信息技術,是制造工業現代化的重要基礎。隨著科學技術的快速發展,傳統封閉式開環控制模式下的數控技術往開放式全閉環模塊化控制方向發展[1]。
具有自動換刀功能的數控系統能縮短非切削加工時間,提升加工效率[2]。目前,自動換刀功能主要通過數控系統內置可編程的機床控制器(PMC)或外掛PLC來實現[3-6]。兩者相比,內置PMC直接由數控系統內部控制,使用方便。而外掛型PLC具有獨立的硬件和軟件,靈活性高,便于擴展,并且在完成邏輯順序動作過程中不會對運動控制產生影響。
針對自主開發的龍門式雙主軸鈑金刻銑與激光切割復合加工中心的順序動作控制復雜、控制點數多且目前沒有控制該特種復合加工中心的數控系統問題,提出采用多軸運動控制器通過自由口通訊方式實現與外掛獨立型通用PLC的通信和控制,進而實現對復合加工中心的順序動作控制以及盤式刀庫自動換刀功能,實現有機械手參與的自動換刀功能,簡化控制裝置,以提高換刀效率。
1 圓盤式刀庫結構及換刀過程
目前自動換刀裝置主要有兩種形式:有機械手和無機械手。有機械手換刀是利用機械手把主軸上的舊刀與刀庫上的新刀進行交換,換刀時間短;無機械手換刀則是利用刀庫與主軸或刀架之間的相對運動來實現換刀,結構簡單[7]。
圖1為鈑金刻銑與激光切割復合加工中心所使用臺大DK-50圓盤刀庫簡圖,刀庫容量為24。刀庫采用帶有減速機構的步進電機和定位開關控制刀盤轉動,保證尋刀過程中轉動平穩及定位準確。負責刀具交換的機械手采用雙扣刀結構,同時抓取新舊刀具,提高換刀效率。根據換刀動作順序及時序要求,設計機械手換刀動作流程如圖2。其中,在換刀過程中實現目標刀具快速定位到換刀位置是縮短換刀時間的關鍵。
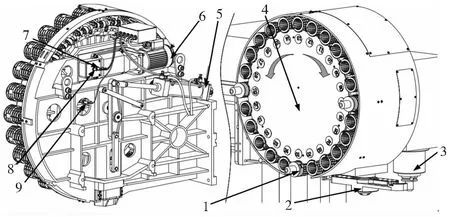
1.刀套(裝有刀具) 2.刀臂(機械手) 3.主軸 4.刀盤 5.汽壓缸(刀套上下) 6.刀盤電機(刀盤的正反轉控制) 7.刀盤定位感應開關 8.刀盤數刀感應開關 9.刀盤原點感應開關
圖1 圓盤式刀庫結構示意圖
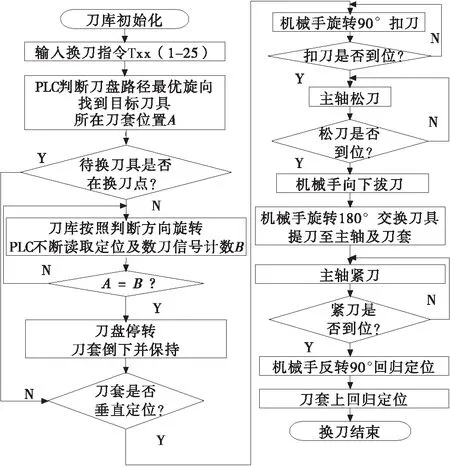
圖2 換刀動作流程圖
2 外掛PLC隨機換刀控制實現
根據圓盤式刀庫機械手工作流程(圖2),提出采用西門子S7-200 CPU 226型PLC實現換刀功能[8]。該系統硬件構架由主CPU模塊和豐富的擴展模塊組成。其具有功能豐富的指令集和多種方式與上位機進行通訊,能夠滿足各種設備的自動化控制需求。上位機是自主開發的高性能多軸運動控制器,通過RS232/485接口與外掛型PLC進行通訊。
2.1 PLC與運動控制器的通訊協議
外掛PLC與上位機之間建立穩定的通訊是實現自動換刀功能的重要保證。為此PLC采用自由口通訊模式,即用戶通過制定通訊協議與上位機進行通訊。制定的PLC端通訊協議具體格式如表1、表2所示,信息幀內容中的接收、發送字符個數表示有效數據最大長度,開始和結束字符標志著單條通訊指令的起止。

表1 PLC接收通訊協議
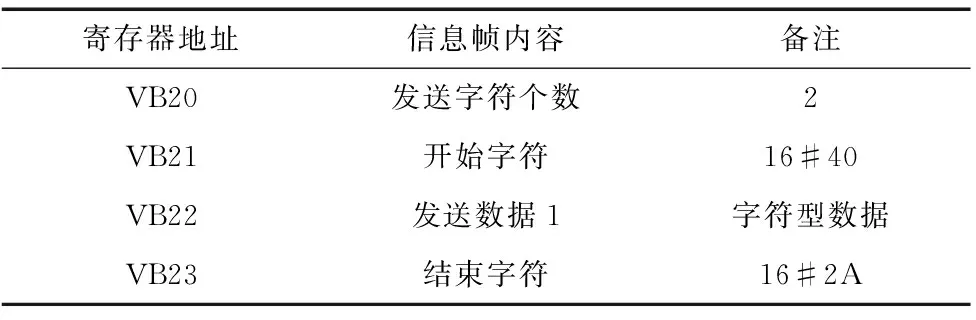
表2 PLC發送通訊協議
采用PLC端口1與上位機通訊。通過設置PLC中特殊寄存器(SMBxxx)進行控制。其中SMB130設置端口通訊方式、通訊波特率和數據校驗位等;SMB8187控制接收信息標志;SMB188指定開始信息字符;SMB189指定結束信息字符;SMB194指定接收字符最大個數(1~255Byte)[9]。
2.2 刀具管理庫的建立
將刀套號作為控制和管理對象,利用PLC建立數據表功能,設計刀具管理庫。以臺大DK-50刀庫為例,在PLC數據塊中建立刀庫數據表,使用查表指令TBL_FIND及設計相應的程序以完成刀具的檢索和更新。
為能夠實時管理刀具,機床首次上電開啟系統后需要對刀庫進行初始化。PLC接收控制器下發的刀庫初始化指令將1號刀套置于當前換刀點位置以完成刀庫初始化。表3為初始化后的刀具管理庫數據表。
表3中從VW204—VW252寄存器地址代表刀盤上的刀套號,里面存放的內容是隨著刀具交換而變化的刀具號。最大填表數儲存在VW200寄存器區,實際填表數儲存在VW202寄存器區。
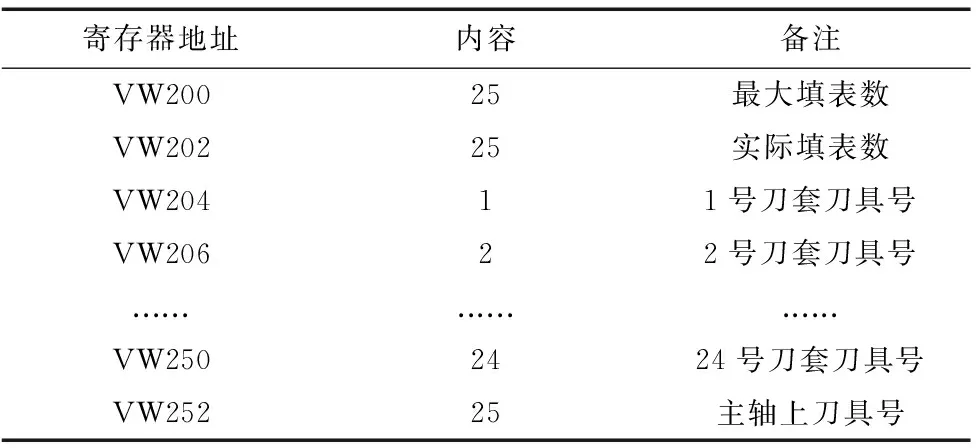
表3 刀具管理庫數據表
2.3 刀具檢索流程
采用計算機記憶隨機換刀方式,用PLC存儲器功能實現計算機記憶隨機選刀[8]。該方式在新刀取出后,刀盤不需再轉動,可立即把舊刀存入當前刀套,即換刀、存刀一次完成,縮短換刀時間。刀具檢索流程如圖3所示。
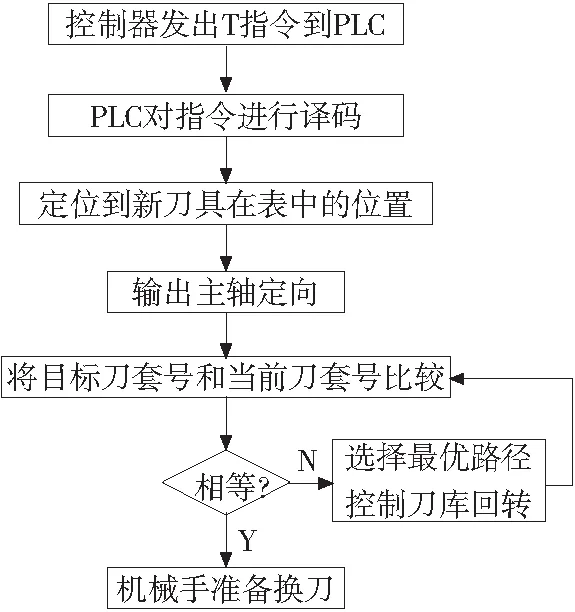
圖3 PLC實現刀具檢索系統流程圖
2.4 最優換刀路徑規劃
為實現需更換刀具快速定位到換刀位置盤最短路徑選刀,按照圖4流程計算隨機地址選刀的最優路徑,對刀盤旋轉方向進行控制。
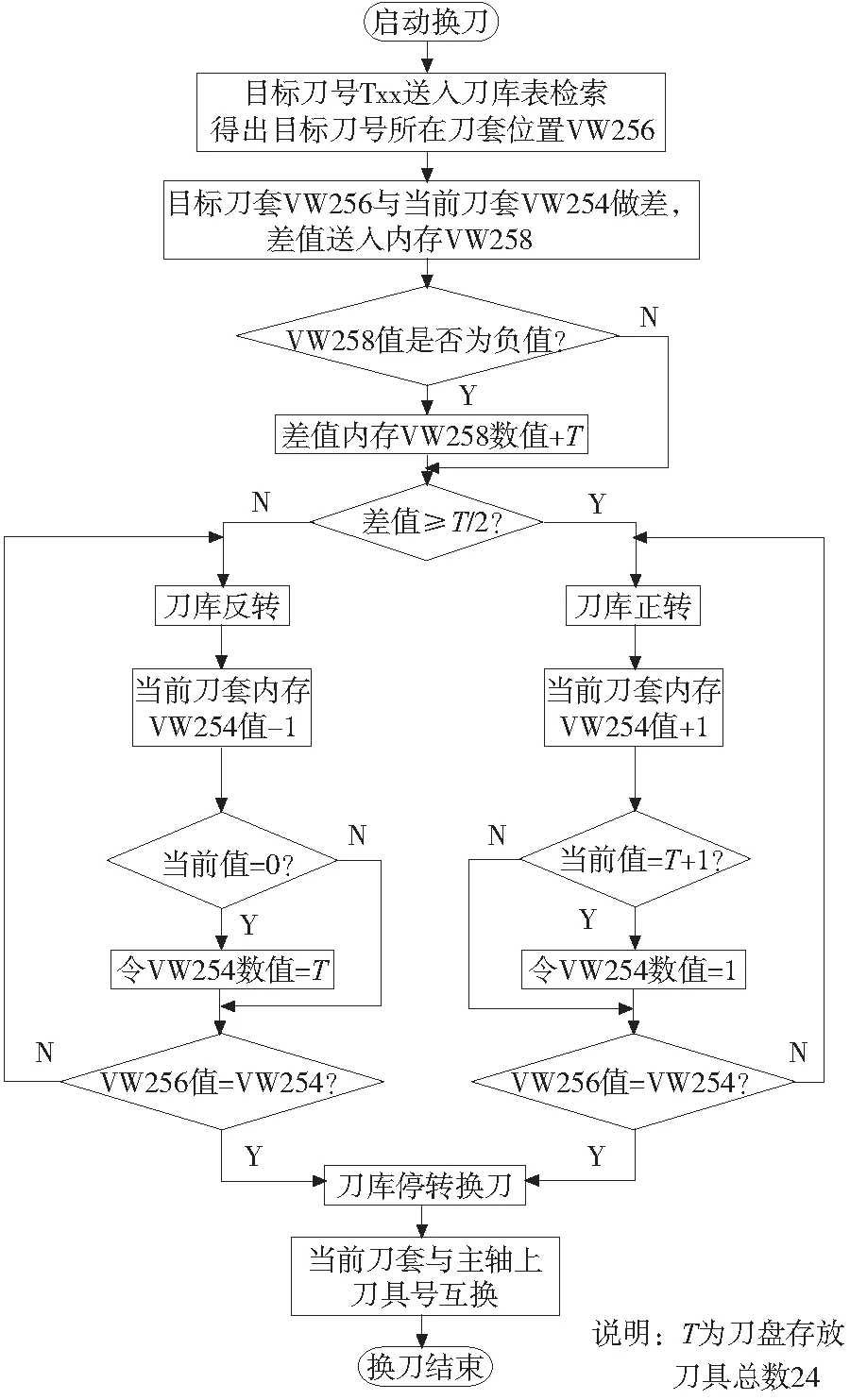
圖4 隨機地址選刀流程圖
3 實驗驗證
為驗證外掛PLC與上位機通信的可行性,證實隨機地址換刀中最優路徑選刀的有效性。以鈑金刻銑與激光切割復合加工中心開放式數控系統為實驗平臺,根據以上隨機換刀程序設計思路在西門子S7-200 CPU226 PLC上設計宏程序,在DK-50圓盤刀庫上分別測試刀盤固定轉向換刀方案和最優路徑換刀方案。每次換刀前進行刀庫初始化,置1號刀套為換刀位置,每次從第1號開始依次換到第24號刀具(T1換到T2、T1換到T3,……,T1換到T24),記錄所用時間,結果如圖5。可以看出,當目標刀套號大于13時,最優路徑換刀方案可以根據需要改變刀盤旋轉方向,換刀時間明顯少于順序換刀。表明最優路徑換刀能有效減少換刀時間、提高加工效率。
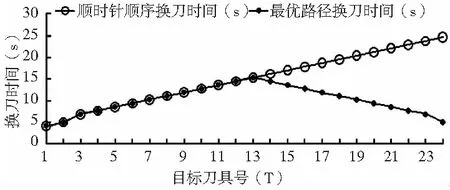
圖5 兩種換刀方案所需時間
4 結束語
針對鈑金刻銑與激光切割復合加工中心開放式數控系統,設計出以外掛獨立型通用PLC與上位機通信實現對臺大DK-50圓盤式刀庫進行自動換刀功能(刀盤選刀和機械手換刀)。通過實驗驗證用自由口通訊控制方式可實現上下位機的正確通訊;實驗證明最優路徑選刀方法可以縮短換刀時間,提高加工效率。
[1] 王太勇,喬志峰,韓志國,等. 高檔數控裝備的發展趨勢[J]. 中國機械工程,2011,22(10): 1247-1252.
[2] 許可誠,顧寄南,王富良. 換刀機械手控制系統的設計與研究[J]. 機械設計與制造,2011(8):158-160.
[3] 陳芳,李繼中. 盤式刀庫加工中心自動換刀系統控制[J]. 機械設計與制造,2007(10):149-150.
[4] 徐曉東,施桂和. FANUC 0i系統加工中心刀庫和凸輪式機械手的PMC控制[J]. 組合機床與自動化加工技術,2007(4):74-76.
[5] 鄧昌奇,江冠練. 基于PLC的刀庫自動選刀應用與開發[J]. 組合機床與自動化加工技術,2010 (6):53-56.
[6] 張躍明,鄧衛平,官文,等. 鏈式刀庫的控制系統設計[J]. 組合機床與自動化加工技術,2012 (9):56-58.
[7] 董鋒,徐驥,汪地,等. 加工中心盤式刀庫自動換刀控制系統設計[J]. 機械設計與制造,2011(5):137-139.
[8] 劉煒. 數控加工中心自動換刀系統[J]. 機床與液壓,2005(5):58.
[9] 蔡瑞娟,陳海霞,西門子PLC編程技術及工程應用[M]. 北京:機械工業出版社,2006.
[10] 牛軍燕,顧寄南. 基于PLC的自動換刀系統研究[J]. 制造業自動化,2010 (6):35-36.
(編輯 趙蓉)
Research on the Disc-tool Changer Automatic Tool Change Control System for the Special Compound Machining Center
CHEN Lin,LIU Chao,ZHANG Qiu-jie,PAN Hai-hong
(College of Mechanical Engineering, Guangxi University, Nanning 530004, China)
The self-developed gantry twin-spindle sheet and laser cutting compound machining center has complex sequence action control and abundance of I/O control points. Thus it need a special Computer Numerical Control (CNC) system to control this compound machining center. A free port communication mode was proposed to implement communication and control between the multi-axis motion controller and the general independence PLC. Then it can realize the sequential action control and automatic tool change (ATC) function. The random address optimal path tool selection method was researched to realize ATC on the compound machining center by analyzing the disc-tool changer with manipulator. Experimental results showed that the tool change time can be reduced and the efficiency of processing was improved via the optimal path tool selection method under the free port communication mode and controlled by the independence PLC.
compound machining center;multi-axis motion controller;free port communication;independence type PLC;random address tool changing
1001-2265(2014)06-0073-03
10.13462/j.cnki.mmtamt.2014.06.020
2013-10-26
廣西科學技術廳(桂科攻11107002-26,桂科攻12118015-2A)
陳琳(1973—),女,山東青島人,廣西大學教授,工學博士,研究方向為數控技術,機器人控制技術,(E-mail)gxdxcl@163.com。
TH166;TG65
A
