基于OPC數據的數控機床精度狀態實時測評方法*
2014-07-18 11:56:29杜柳青余永維袁冬梅
組合機床與自動化加工技術 2014年6期
關鍵詞:信息
杜柳青,余永維,袁冬梅
(重慶理工大學 機械工程學院,重慶 400054)
基于OPC數據的數控機床精度狀態實時測評方法*
杜柳青,余永維,袁冬梅
(重慶理工大學 機械工程學院,重慶 400054)
為實現主動預防或主動維修,保證加工質量,提出一種基于OPC和圓運動信息的數控機床誤差實時測評方法。建立基于圓信息的機床運動誤差分析模型,提出用實時圓信息數據進行數控機床精度狀態測評的方法;采用ePS等高端OEM電子檢測服務平臺思想,設計基于OPC的誤差變量實時采集策略,以獲得穩定實時圓信息數據,實現對數控機床精度狀態的準確測評。實驗表明,該方法能實時提取圓運動數據,準確分析直線度、垂直度等數控機床精度,效果好,適用性強。
機床精度;OPC; 圓信息;誤差模型;運動誤差
0 引言
生產現場的實時數據信息是制造過程最基本、最主要的信息。在影響機床加工精度的因素中,起支配作用的是運動精度,如果機床存在運動誤差,復映到加工形狀上,導致加工誤差增大。對數控機床實時精度數據進行采集以供精度測評,能做到主動預防或維修,保證加工質量,提高生產效率和企業效益。
采用專門儀器對數控機床精度進行檢測是保證機床加工質量的重要手段。對數控機床精度檢測的主要工具是球桿儀、激光干涉儀等測試儀器,價格昂貴且停機檢驗耗時長,操作上需要熟練技術人員,很難實現自動化和省工省力。而機床使用企業尤其中小企業普遍對檢測設備購置成本和停機損失敏感,如何在不影響正常生產的情況下獲得有效的機床精度保證或狀態預警,尋找替代技術和方法,是機床使用企業亟需解決的一個重要課題[1]。
對于數控機床數據采集,通常采取外置轉矩、加速度、位移、切削力等傳感器獲取設備狀態數據[2],但其成本高、安裝不便、需要較高數據傳輸帶寬等局限性使得對機床信息的實時采集較難。文獻[3]通過OEM軟件包如Fanuc數據開發庫文件,針對大型數控機床提取轉矩、位置、瞬時加速度等內置傳感器信息,對機床進行了旋轉軸C恒速空載測試分析、直線軸潤滑特性測試、直線軸偏心力誤差特性測試,其數據獲取原理簡單,信噪比高;文獻[4]采用Siemens ePS高端電子監測服務平臺進行了機床恒速軸測試、圓度測試等機床特性測試和分析。文獻[2,4]的研究均能有效反映機床的實際狀態,但一般企業難以承受OEM軟件購置費用及其在線持續使用費用。文獻[5-6]通過對主軸箱體、導軌滾動塊、直線坐標驅動等裝置加裝傳感器采集數控機床力、振動、溫度和噪聲信號,有效建立了機床的信息模型。文獻[7]設計的嵌入式Linux數控機床遠程監控可采集機床PLC發出的報警信息。文獻[8]通過DNC控制方式,并加裝底座、鋼板、激振器等采集了機床的一些故障信息。文獻[7-8]由于需對機床進行拆裝并改變機床部分結構,實用度不高且會影響機床現有結構精度,或者只能采集來自PLC的邏輯信息,具有一定的局限性。
數控機床自身的檢測功能形成閉環反饋系統,即對機床內部狀態數據的實時采集有可能實現全自動化。本文研究了數控機床運動誤差測試原理,針對開放式數控系統,采用ePS等高端OEM軟件包思想,提出了不影響機床原有運行的情況下,深入進給系統軟硬件的底層,基于OPC的機床精度信息采集策略。數據提取方法簡單可靠,提供了省時省力地對機床的運動精度進行自動化監控,為普通制造企業對機床提供精度判斷依據的快捷方法。
1 數控機床運動誤差分析方法
1.1 運動誤差的矢量表示方法
機床誤差以誤差矢量表示。以立式加工中心為例,安裝于工作臺上的工件某點為PW(XW,YW,ZW),主軸刀基點為PT(XT,YT,ZT)。用O表示機械原點,用A、B、C表示沿X、Y、,Z軸進給的移動件與進給絲杠接觸的中間點。以PW為原點建立工件坐標系,主軸刀基點PT的指令位置可用(X,Y,Z)表示,而實際的位置為(X′,Y′,Z′)。則用C=(Cx,Cy,Cz)定義指令位置(X,Y,Z)的誤差矢量,其中Cx=X′-X,Cy=Y′-Y,Cz=Z′-Z。
設X、Y、,Z為進給方向;x、y、z為平移誤差的方向;a、b、c為繞X、Y、Z軸的旋轉。而各軸進給運動對應的平移誤差矢量由矢量Ei=(exi,eyi,ezi),i=X,Y,Z表示;各軸進給運動對應的回轉誤差由矢量Ri=(ai,bi,ci),i=X,Y,Z表示,則誤差矢量可表示為
C=-EX-EY+EZ-RX×APG-RY×BPG+RZ×CPZ
(1)
這里APG、BPG、CPZ是位置矢量,如APG是從點A到工件上點PG的位置矢量。
1.2 基于圓運動的運動誤差分析模型
在具有與圓弧插補功能的數控機床上,圓弧插補中的運動誤差可通過測量主軸前端(或刀具前端)至工作臺上的圓弧中心的距離變動來檢測。利用該運動誤差軌跡不僅能評價運動精度,而且通過對該運動軌跡的解析能夠診斷運動誤差產生的原因。
在以PW(XW,YW,ZW)為原點的工件坐標系,編制數控程序,使刀基點PT(XT,YT,ZT)以PW(XW,YW,ZW)為圓心,R為半徑做圓弧插補運動。根據勾股定理,有
R2=(XT-XW)2+(YT-YW)2+(ZT-ZW)2
(2)

[(XT+CxT)-(XW+CxW)]2+[(YT+CyT)-
(YW+CyW)]2+[(ZT+CzT)-(ZW+CzW)]2
(3)
ΔR為由于誤差產生的半徑誤差。將式(3)代入式(2),忽略小值誤差自乘項,可得
(ZT-ZW)(CzT-CzW)]
(4)
式(4)為DBB機床精度測量法的基本表達式[9],對于診斷機床的運動誤差準確可靠。DBB法可以在球體的任意截面上進行,即在三軸聯動加工中心上進行。考慮多種誤差并存和操作可行性,可以固定機床的一個軸后在平面上進行圓周測量,使用式(4)三項中的兩項組合構成公式進行計算,然后將三個正交平面測量結果組合起來進行空間運動精度評價。
1.3 精度狀態分析
數控機床運動誤差來源包括直線度誤差、垂直度誤差、反向間隙、反向躍沖等。以直線度誤差為例,直線度誤差是由于導軌加工時產生的,在裝配和安裝時也會產生。如果結構件內應力消除不充分,機床使用過程出現結構變形,也會導致導軌直線度誤差。設X軸在Z軸方向存在二階直線度誤差,X軸存在一向Z軸a角度的偏移,則在+Z方向hmm位置處會產生平移誤差EX=(0,0,aX2)和回轉誤差bX=-2a·(-X),則誤差矢量
C=(-2ahX,0,-aX2)
將誤差矢量C代入式(4),則得直線度誤差
ΔR=-2ahRcos2θ-aR2sinθcos2θ
(5)
同理,可得到存在垂直度誤差、反向跳動誤差、失步量、伺服不匹配誤差等精度狀態。據此,可為機床使用廠家為機床精度問題探索一條可靠的途徑。
2 基于OPC的實時數據采集策略

2.1 數據交換策略
本文采用ePS等高端OEM平臺思想,提出基于OPC(OLE for Process Control)技術獲取數控機床的編碼器、光柵尺等機床本體信息,以期建立其與機床精度狀態的關聯關系。OPC是以Microsoft公司的OLE/COM技術為基礎,采用客戶/服務器模型,制定的一種工業控制領域的開放式標準,它包括一整套接口、屬性和方法的標準集,用于過程控制和制造業自動化系統。利用OPC技術,可以對數控機床及其驅動程序進行封裝,形成OPC服務器。按照OPC定制接口數據訪問規范,OPC數據訪問服務器中包含三種對象,分別是服務器對象(Server)、組對象(Group)和項對象(Item),其結構如圖1所示。
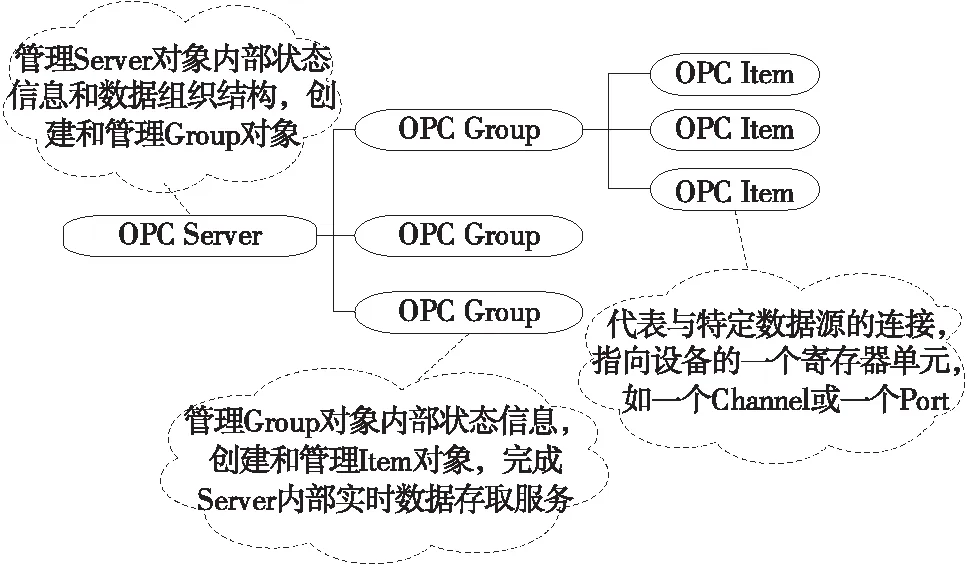
圖1 OPC數據訪問一般結構
Server對象和Group對象都只是邏輯概念,需要完成與客戶程序的交互,但不與特定的現場設備產生聯系。Item對象是服務器端定義的對象,客戶不與其直接交互。OPC服務器向下對數控機床數據進行采集,向上與OPC客戶應用程序通信完成數據交換。本文針對機床的精度數據監控在某國產高檔數控機床上進行,其數控系統采用開放式數控系統西門子840D。一般計算機均配備RS232接口,而西門子產品多是MPI或Profibus子網,因此需要進行通訊協議的轉換。基于OPC服務的應用程序與NC/PLC數據交換模式如圖2。
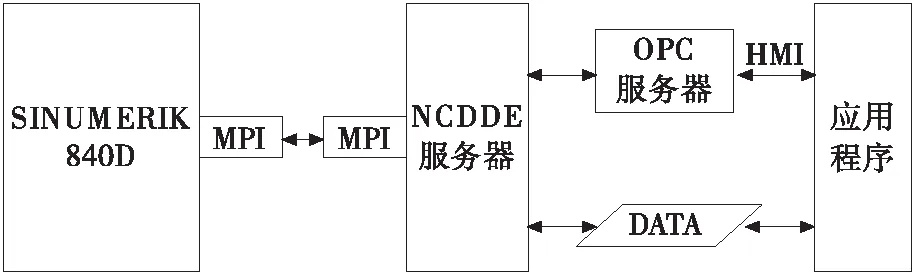
圖2 OPC與應用程序數據交換模式
機床的精度數據采集框架設計如圖3所示。OPC服務器屏蔽了現場層的設備驅動程序,客戶應用程序開發人員看到的,只是OPC服務器提供的統一接口,而不必再去關心現場設備的驅動程序。只要客戶應用程序符合OPC接口規范,就可以與OPC服務器進行數據交換。客戶程序用VB實現對控制文件的編寫和修改,與HMI集成,同時實現操作畫面的嵌入。
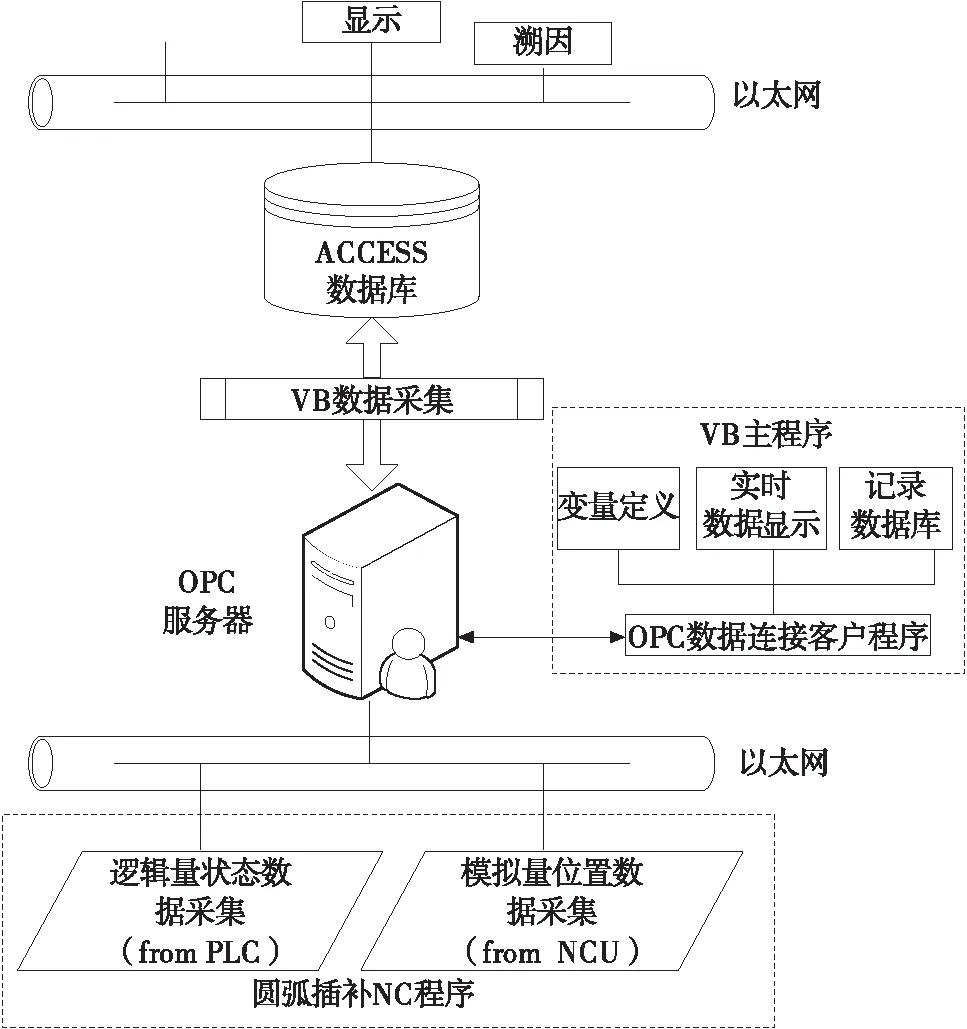
圖3 機床精度OPC數據采集框架
2.2 精度模型采集變量的確定
西門子的數控實時操作系統(NC Realtime Kemal,NCK)中的變量始終按所定義的模式分配地址,存儲在數據塊中,數據塊分配給NCK不同的區域。在每個區域,變量一般以結構形式存儲,或者以結構的陣列(表)存儲。在存取一個變量時,在地址中必須包含以下信息:區域+區域號、模塊、變量名、行號。實現對機床誤差數據的實時采集,需要采集系統參數內反映位置精度的變量。840D系統參數包含用于生產、安裝、調試用的機床數據,以及機床使用過程中需要設定的數據。變量種類繁多,包括軸基本設定數據、方式組數據、通道數據、主軸驅動數據、MMC數據、NC數據、刀具數據、進給驅動數據等,分別分布于系統變量A、B、C、H、M、N、T、V區。其中的狀態變量如NCK狀態、方式組、指定通道狀態、進給驅動狀態和主軸驅動狀態等數據會隨著系統內部狀態和操作變化。如要讀取通道3第三軸的速度則應該這么讀取:/Channel/MachineAxis/actFeedRate[u3,3],即讀取通道數據(C區數據),且讀取通道數據下機床軸狀態數據,且讀取機床軸狀態數據中通道3的3號軸進給率數據[10]。
由式(4)可知,基于圓弧插補運動的運動精度數據采集,需要采集的狀態量對應的OPC數據項Item的ID,如表1。
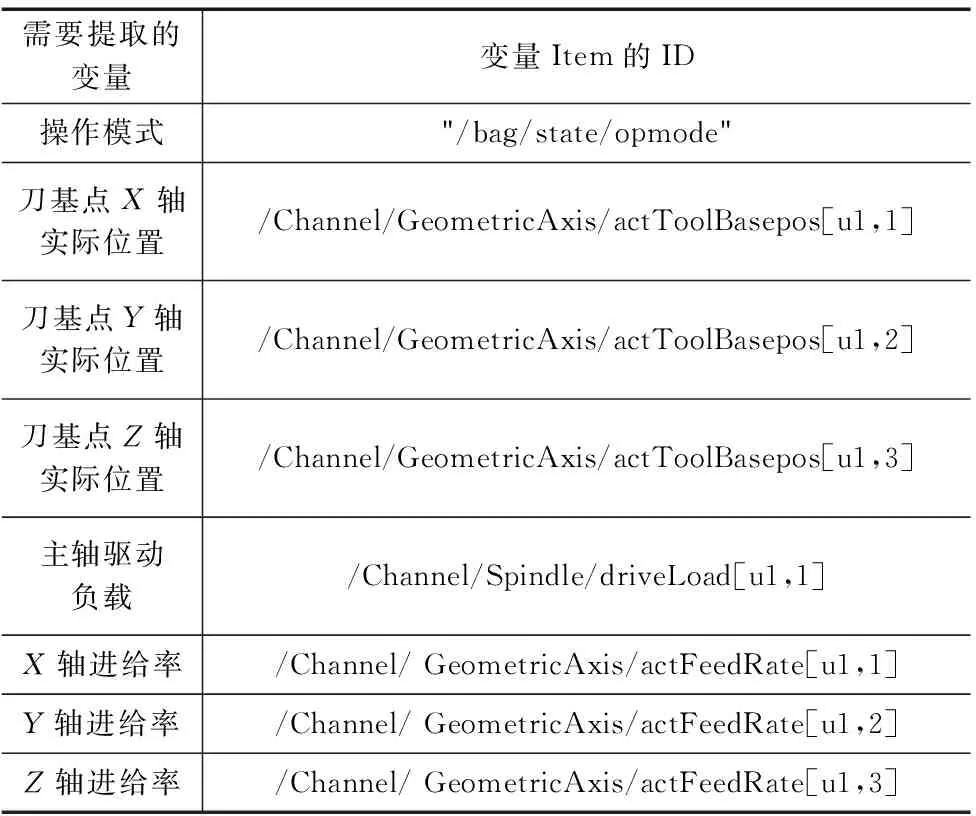
表1 狀態變量Item的ID
為減輕OPC服務器和OPC應用程序的通信負載,避免不必要的數據傳輸,需配置OPC服務器支持死區屬性。即當數據類型為模擬量時,若新采集數據值與上一次數據值之差的絕對值,小于預先設定的浮動值,則OPC服務器不必更新緩沖區的數據,也不必通知OPC應用程序。通過無視模擬值的微小變化以減輕OPC服務器和OPC應用程序的通信負載。此外,在出現無效數據包時,為防止阻塞通信線路,影響系統整體性能,需要對數據重新讀取次數進行動態設置。OPC服務器同時還需處理數據讀寫操作的優先級問題,協調好正常的參數采樣順序和采樣頻率。
3 試驗分析
3.1 NC程序與誤差信息獲取
由于高速時傳動誤差測量可能受到振動和彈性變形的影響,照Munro的觀點,噪聲問題在輕載時更突出,空載傳動誤差曲線常常是最富有意義的[11-12]。因此,試驗條件采用空載、XOY平面、插補半徑R=100mm。根據基于圓信息的機床運動誤差模型分析,編制圓弧插補程序如下:
G54 G90 G17 M05 M19 F500;(建立工件坐標系,采用絕對坐標,關閉并鎖緊主軸,XOY平面,以500mm/min進給)
G01 X-100.0 Y3.0 Z0.0;(移到起始點)
G01 Y0.0;(切向進入)
G03 I100.0 J0.0(360度逆時針圓弧)
G03 I100.0 J0.0(360度逆時針圓弧)
G01 Y-3.0(切向切出)
M30(程序結束)
如圖4所示,程序按照S-S1-S2-S3-S4-S1-E的逆時針軌跡,使刀基點GT繞工件坐標原點GW的圓弧插補做圓弧3mm長度的切線切入和切出,并連續運行兩軸,有助于采集半徑為100mm圓弧插補位置數據時保證機床已獲得恒定的速度,并利于減小機床振動趨勢。
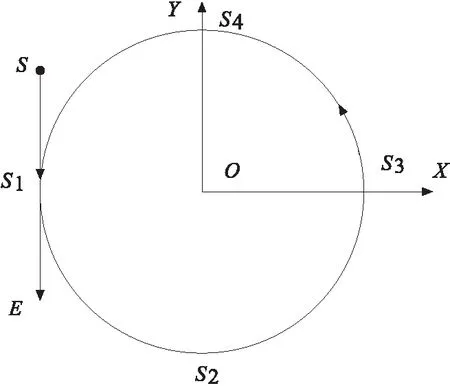
圖4 圓弧插補程序軌跡
數據采集界面顯示如圖5。采取多次重復試驗,以獲得數據的一致性和穩定性。
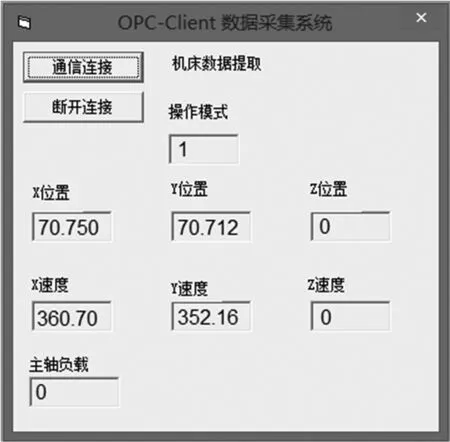
圖5 程序運行界面
采取多次重復試驗,以獲得數據的一致性和穩定性。提取的數據如圖6。
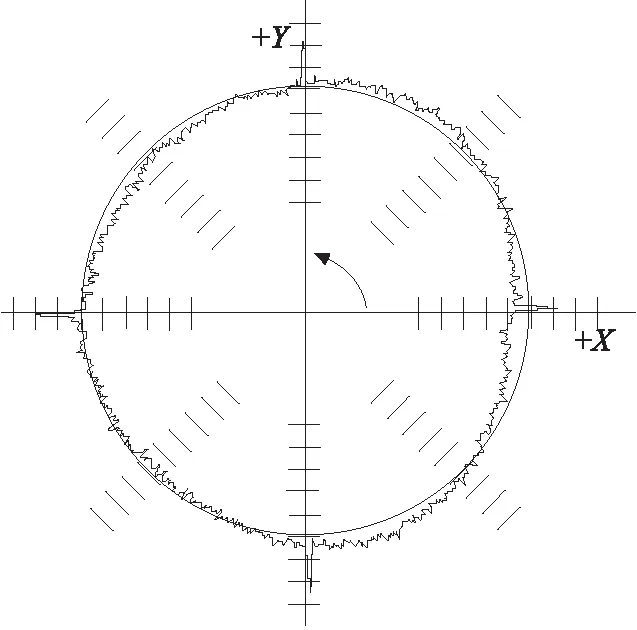
圖6 采集數據
3.2 數據分析
對圖6所示數據,根據的基于圓信息的誤差模型,分析該機床XY平面存在的直線度誤差、垂直度誤差、反向跳動誤差、失步量、伺服不匹配誤差等精度狀態信息,獲得該機床在XY平面的主要運動誤差:XY軸間存在82μm/150mm的尺度誤差,X軸存在二階直線度誤差,象限改變時有臺階(X軸10μm、Y軸8μm),象限改變時有突起(X軸12μm、Y軸6μm),XY軸的伺服增益失配1.6%。通過以上分析,能實時掌握該機床的精度狀態,并采取主動措施;如對該機床的周期測評數據進行比較,還能充分掌握該機床的精度變化情況。
4 結論
(1)本文采用數控機床自檢測閉環控制系統的數據采集策略,不影響機床原有運行狀態和結構精度狀況,對于后續精度狀態溯因提供了穩定可靠的數據,實用性好。對于中小企業對機床的使用過程狀態監控,操作性能強,性價比高。
(2)基于OPC的機床精度信息采集采用ePS等高端OEM軟件包思想,深入進給系統軟硬件的底層,獲取數據穩定可靠,達到了預期的效果和設計要求。
(3)鑒于圓插補數據對機床精度性能變化的全面反映,建立了圓運動軌跡與運動誤差的關聯模型,使得獲取的信息提供了良好的運動誤差快速溯因依據。國產高檔數控機床的運動精度評估一直是國內外研究的熱點和難點,課題下一步將針對采集數據,按照前述機床運動誤差模型,以識別微弱信號的混沌算法進行機床誤差溯因分析。
[1] 蘇憲利,鄭一麟.基于WEB的數控機床監控系統的設計與實現[J].組合機床與自動化加工技術,2013(6):58-61.
[2] LIANG S Y,HECKER R L,LANDERS R G.Machining process monitoring and control:The state-of-the-art[J].Journal of Manufacturing Science and Engineering,2004,5(12):297-310.
[3] 周玉清,梅雪松,姜歌東,等.基于內置傳感器的大型數控機床狀態檢測技術[J].機械工程學報,2009,4(25):125-130.
[4] 周玉清,梅雪松,邢建輝,等.基于ePS的大型數控機床狀態監測及其應用[J].制造技術與機床,2009(2):104-107.
[5] 盧艷軍.數控機床狀態監測系統的研究[J].制造業自動化,2008,8(30):34-36.
[6] 石榮波.基于狀態監測的高檔數控機床智能保障系統研究[J].自動化與儀器儀表,2011(5):23-25.
[7] 王姣,王誠.基于嵌入式Linux的數控機床遠程監控[J].計算機工程與設計,2010,31(10):2175-2177,2261.
[8] 李華志.DNC控制方式的數控機床狀態監控系統設計[J].制造技術與機床,2007(9):97-100.
[9] 垣野羲昭,井原之敏,蓧原章翁.基于球桿儀的數控機床精度評價方法[M].西安:西安交通大學出版社,2010.
[10] 儲曉承.開放式CNC機床加工過程狀態監測技術研究[D].南京航空航天大學,2011.
[11] 彭東林.時柵位移傳感器與新型機床動態檢測系統[M].北京:科學出版社,2010.
[12] 陳雷,王忠東,陳爽.基于LabVIEW的機床振動信號數控庫訪問技術的研究[J].組合機床與自動化加工技術,2013(7):92-93,109.
(編輯 趙蓉)
The Real-time Evaluation Method of CNC Machine Tool Precision State Based on OPC Data
DU Liu-qing,YU Yong-wei,YUAN Dong-mei
(College of Mechanical Engineering,Chongqing University of Technology,Chongqing 400054,China)
To realize active prevention or repair and ensure the machining quality, a real-time precision evaluation of the CNC machine tool was proposed based on OPC and circular motion information. The motion error analysis model of NC machine tool was established base on circle information. The analysis method of NC machine tool accuracy state was proposed with the real time circle information date. Referring the ideas ePS and other high-end OEM electronic detection service platform, an error variable real-time acquisition strategy based on OPC was designed to obtain stable real-time data of the circle information and realize evaluation on the movement precision of CNC machine tool. Experiments show that the method can extract circular motion data in real time and analyze accurately the accuracy of CNC machine tools, such as straightness. The performance of this method is good, and its applicability is strong.
machine tool precision; OPC; circular information; error model; motion error
1001-2265(2014)06-0046-05
10.13462/j.cnki.mmtamt.2014.06.013
2014-01-22
國家自然科學基金(51305476); "高檔數控機床與基礎制造裝備"國家科技重大專項課題 (2012ZX04011-031)
杜柳青(1975—),女,重慶長壽人,重慶理工大學副教授,工學碩士,研究方向為機床精度設計,(E-mail)lqdu1@126.com。
TH166;TG65
A
猜你喜歡
中華手工(2017年2期)2017-06-06 23:00:31
中外會展(2014年4期)2014-11-27 07:46:46
大眾創業(2009年10期)2009-10-08 04:52:00
數字社區&智能家居(2009年7期)2009-09-29 08:16:48
數字社區&智能家居(2009年11期)2009-06-25 04:30:34
數字社區&智能家居(2009年3期)2009-04-21 03:09:04
數字社區&智能家居(2009年2期)2009-03-27 04:33:44
數字社區&智能家居(2009年12期)2009-02-03 07:50:48
建筑創作(2001年3期)2001-08-22 18:48:14
祝您健康(1987年3期)1987-12-30 09:52:32
