環境溫度影響下并聯機床的加工誤差解耦*
2014-07-18 11:56:26吳蒙蒙許兆棠吳海兵陳小崗朱為國劉遠偉
組合機床與自動化加工技術 2014年6期
關鍵詞:測量
吳蒙蒙,許兆棠,吳海兵,陳小崗,朱為國,劉遠偉
(1. 南通大學 機械工程學院,江蘇 南通,226019; 2. 淮陰工學院 江蘇省數字化制造技術重點實驗室,江蘇 淮安 223003)
環境溫度影響下并聯機床的加工誤差解耦*
吳蒙蒙1,2,許兆棠2,吳海兵2,陳小崗2,朱為國2,劉遠偉1,2
(1. 南通大學 機械工程學院,江蘇 南通,226019; 2. 淮陰工學院 江蘇省數字化制造技術重點實驗室,江蘇 淮安 223003)
為了反映環境溫度對并聯機床加工誤差的影響,對將單一因素造成的誤差從綜合誤差中分離出來的解耦方法進行了研究。采用閉環矢量法建立并聯機床的運動學反解方程,基于該方程,通過優化的方法建立誤差模型,仿真得到了環境溫度對并聯機床加工誤差的影響;然后,僅改變環境溫度這一因素完成了一組對比試驗,通過比較求差法對該誤差進行了解耦驗證。研究表明,環境溫度變化對并聯機床的加工誤差存在影響,且該誤差隨著刀軌半徑的增大而增大。
并聯機床;環境溫度;加工誤差;試驗解耦
0 引言
當并聯機床的工作環境溫度偏離標準溫度時,其各驅動桿桿長產生變化,從而使得并聯機床的末端執行點(刀尖點)產生位置誤差,即機床會產生加工誤差。
目前,國外學者 Heisel. U[1]對工業機器人工作過程中的熱變形誤差進行了探討,并指出該誤差需要補償;Eastwood. S[2]提出了并聯機床熱變形誤差的一種補償方法,并進行了試驗驗證。國內學者研究微動工作臺[3]定位精度時,考慮了環境溫度的影響,而在研究并聯機床的加工誤差時,多從鉸點位置誤差、鉸鏈間隙誤差、動力學誤差等方面[4-7]進行。另外,在誤差解耦方面,金振林[8]提出了通過選擇初始裝配位姿的解耦方法;黃鵬[9]使用遺傳算法選擇測量位姿,提出了一種誤差辨識的分析方法;Mansour. A[10]用相對位置誤差測試系統進行了并聯機構的標定試驗,為結構尺寸解耦提供了試驗方法。這些研究,未從環境溫度方面對并聯機床加工誤差進行分析與解耦,相關研究少見報道。
采用閉環矢量法建立并聯機床的運動學方程,通過優化的方法建立誤差模型,仿真得到了環境溫度這一因素對并聯機床加工誤差的影響,并通過比較求差法對該誤差進行了試驗解耦,同時驗證了誤差建模方法的正確性。
1 誤差解耦方法
并聯機床的工作環境溫度、鉸鏈間隙、動力學、機床控制軟件等各自產生的誤差綜合在一起后形成了綜合誤差。為盡可能消除鉸鏈間隙、動力學等帶來的影響,將環境溫度這一因素產生的誤差從綜合誤差分離出來,采用比較求差的方法進行解耦。該方法分兩步進行:
(1) 理論計算。在標準溫度下,根據機床的運動方程,計算得到刀尖點的位置;在當前環境溫度下,根據誤差模型,計算得到刀尖點的位置;兩次刀尖點位置之差為環境溫度引起的機床加工誤差。
(2) 試驗驗證。在標準溫度下加工樣件,得到該樣件的加工誤差;在偏離標準溫度的當前環境溫度下,以相同的加工參數加工相同樣件,得到該樣件的加工誤差;這兩個誤差之差,則為環境溫度因素產生的加工誤差。
2 誤差分析
2.1 運動學反解方程
以BJ-04-02(A)交叉桿型并聯機床(以下簡稱并聯機床)為研究對象,該機床進給機構主要由定平臺、動平臺、驅動桿構成。機床實物圖和結構圖如圖1所示。圖1b中Bi表示定鉸鏈中心,bi表示動鉸鏈中心,i=1,2,...,6。
在該機床上建立2個坐標系:①在定平臺上建立定系O-ξηζ,其原點O在定平臺鉸點分布平面的中心;②在動平臺上建立動系P-xyz,其原點P在動平臺的幾何中心。

(a) 實際機床
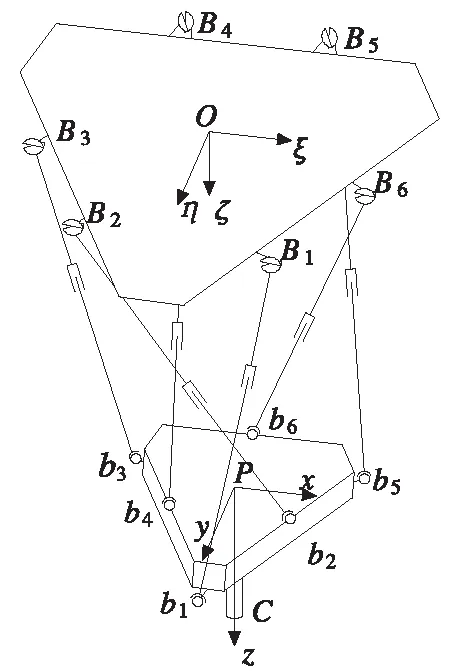
(b) 結構簡圖圖1 BJ-04-02(A)交叉桿型并聯機床
在定系下,有如下矢量閉環關系式
(1)
式中:Li—桿長矢量;Po—動平臺中心點P在定系中的位置;Bi—定鉸點在定系中的位置;

各驅動桿桿長,即并聯機床的運動學反解方程
(2)
2.2 誤差模型
標準溫度下,定、動鉸點位置為Bi、bi,當前機床工作環境溫度下定、動鉸點位置為
Bi-T=Bi+αTBi(T-T0)
(3)
bi-T=bi+αTbi(T-T0)
(4)
當前溫度下,桿長的變化量及刀尖點C在動系中的z坐標變化分別為
Δli=αTli(T-T0)
(5)
Δlc=αTlc(T-T0)
(6)
式(4)~(6)中:αT—線膨脹系數;T0—標準溫度;T—當前溫度;lc—刀尖點在動系中的z坐標。
用動系的原點P在定系中的坐標來描述動平臺的位置,用歐拉角來描述動系相對于定系的姿態。當前溫度下,動平臺位姿用E表示,標準溫度下用E0表示,有:
E可通過優化的方法求得,有效的避開了正解獲得并聯機床動平臺位姿的困難。取E為設計變量,根據式(2),可求得標準溫度下第i根驅動桿桿長li0;根據式(5),可求得環境溫度偏離標準溫度時,第i根驅動桿的桿長變化量Δli,當前溫度下第i根驅動桿桿長為
li0-T=li0+Δli
(7)
li0-T為優化目標,從而得到該優化問題的目標函數
(8)
其中,fi=li-li0-T,li為當前溫度下動平臺位姿E對應的桿長,此時的桿長由Bi-T、bi-T計算得到。
根據式(8),E0為初值,用單純型等優化方法可以求得E,從而得兩種環境溫度下,動平臺位姿的差值
ΔE=E-E0
(9)
標準溫度下,刀尖點C在定系中的位置
(10)
當前溫度下,刀尖點C在定系中的位置
(11)
兩種狀態下,刀尖點C的位置之差(即環境溫度產生的誤差)為
ΔPc=Pc-Pc-0
(12)

2.3 誤差仿真
各鉸點位置取并聯機床控制系統中的坐標,在半徑為70mm的刀軌上均勻取360個點,計算各點在兩種工作環境溫度下的位置之差ΔPc,并將其擬合成徑向誤差,在Matlab中仿真得到并聯機床的徑向加工誤差變化趨勢,如圖2所示。仿真結果還表明,環境溫度引起的徑向加工誤差主要受刀軌半徑的影響,且隨刀軌半徑的增大而增大。
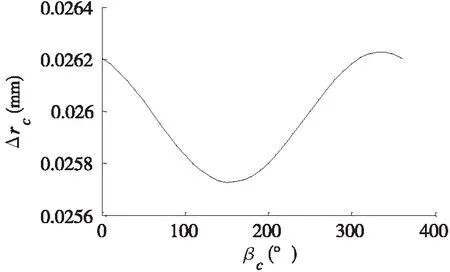
圖2 徑向加工誤差
3 試驗驗證
3.1 試驗設備
本試驗的加工在BJ-04-02(A)交叉桿型并聯機床上完成,其測量在瑞士Hexagon公司生產的Global performance5.7.5型三坐標測量機上完成,使用TASI公司的TASI-8606非接觸式紅外測溫儀進行溫度測量。機床的主要性能指標見表1。
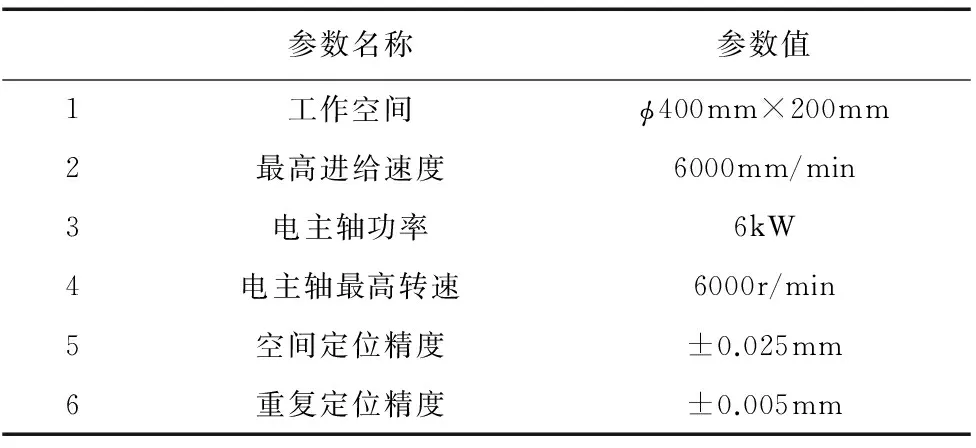
表1 機床主要技術參數
3.2 試驗方案
試驗要求研究環境溫度對并聯機床加工誤差的影響,將環境溫度這一因素產生的加工誤差從綜合誤差中分離出來,通過一組對比試驗完成。根據試驗要求及機床性能擬定加工參數,見表2。
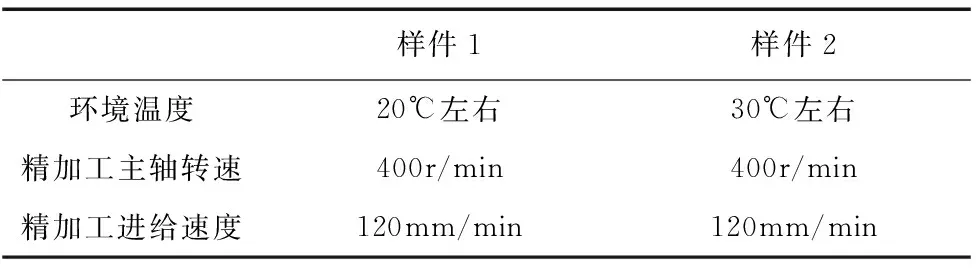
表2 加工參數表
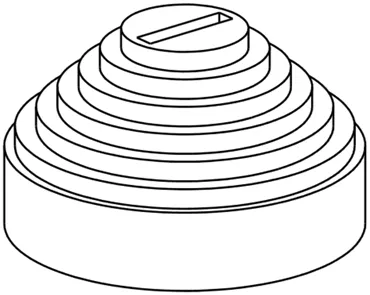
圖3 樣件簡圖
為實現環境溫度引起的誤差解耦,同時驗證該誤差隨刀軌半徑增大而增大這一規律,擬定樣件1與樣件2采用同一空間結構和公稱尺寸,其樣件簡圖見圖3。樣件從頂部到底部依次為50mm×10mm×8mm的方槽(該方槽用來輔助建立測量坐標系),φ60mm×10mm、φ80mm×10mm、φ100mm×10mm、φ120mm×10mm、φ140mm×10mm、φ160mm×10mm的圓臺,最下方的圓臺為裝夾部分。
用UG建模并生成樣件的加工軌跡,通過后置處理得到適合該并聯機床的加工程序。
3.3 試驗過程
試驗分兩次進行,利用紅外測溫儀測得機床工作環境在20℃左右時,加工得到樣件1;測得工作環境在30℃左右時,加工得到樣件2。加工得到的樣件靜置一段時間后,在三坐標測量機上進行測量,測量溫度均在20℃左右。圖4為樣件1的實物圖,圖5為樣件2的測量圖。
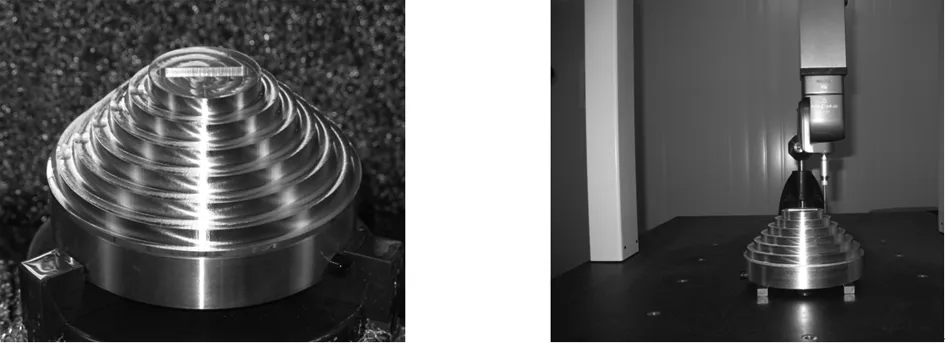
圖4 樣件實物圖 圖5 測量圖
測量過程中,要求兩次建立的測量坐標系吻合,為盡量滿足該要求,采用3-2-1法建立測量坐標系:①上平面上取三個點得到一個平面,其法相方向為測量坐標系的z軸;②在方槽一側同一高度取兩點得到一條直線,得到測量坐標系的x軸;③在圓臺上取3個點,得到其圓心,圓心為坐標系的原點。
測量坐標系建立后,每個圓臺同一高度均勻測量360個點,每個樣件得到6組數據。
4 試驗結果分析
將所測數據,去除粗大誤差,得到樣件1和樣件2的徑向加工誤差的變化趨勢,兩者均為綜合誤差,作差之后得到環境溫度對機床徑向加工誤差影響。以下給出第5個圓臺上測得數據的處理結果,其余5組數據與其變化趨勢相似,不再給出。
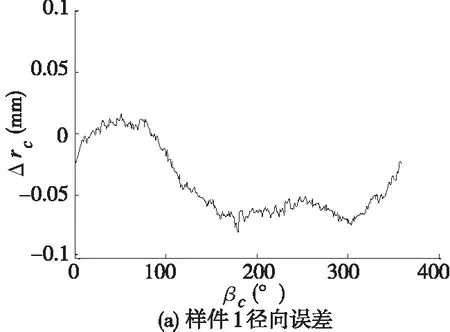
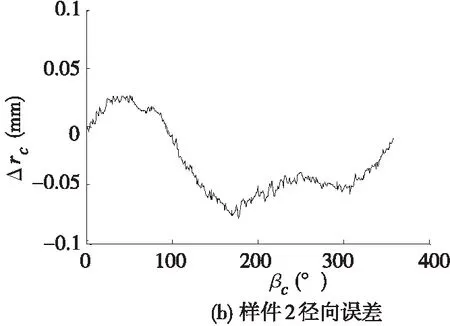
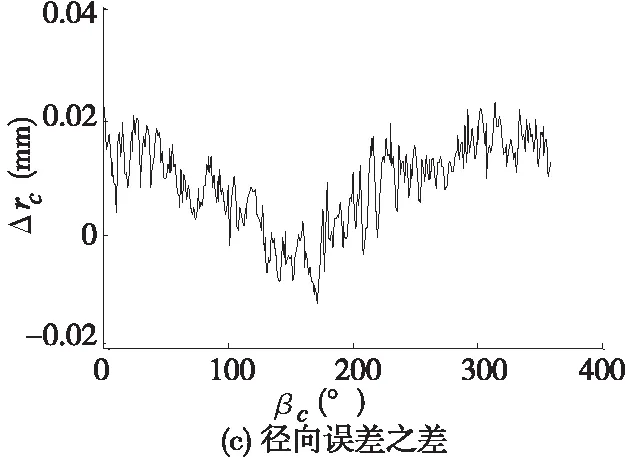
圖6 徑向加工誤差圖
由圖6看出,環境溫度產生的徑向加工誤差的最大值為0.0235mm,相應的公差等級為IT6,其變化趨勢與仿真結果吻合,但在數值上存在差異。分析其原因,由于環境溫度的限制,樣件1與樣件2是在兩次開機的情況下完成的,機床的定位精度不同,機床的主軸電機、驅動電機的振動也不完全相同,造成試驗結果存在擾動;另外,兩樣件的測量坐標系不能完全重合,也是該差異存在的原因。
由圖6的變化趨勢與理論分析相符,以及試驗結果表明兩樣件徑向誤差之間確實存在差值;另外,由6組數據的峰值驗證了該誤差隨著刀軌半徑的增大而增大這一規律。因此,認為環境因素對機床加工誤差的影響已經完成解耦。
5 結束語
(1) 在不同環境溫度下加工得到2個公稱尺寸相同的樣件,兩者的徑向誤差進行比較求差,消除了鉸鏈間隙、動力學等帶來的影響,將環境溫度產生的誤差從綜合誤差中分離出來,實現了誤差解耦,該試驗同時驗證了誤差建模的正確性。
(2) 環境溫度偏離標準溫度時,使得并聯機床的產生加工誤差,其公差等級為IT6,且該誤差隨刀軌半
徑的增大而增大。為提高并聯機床的加工精度,需要增加溫補或者溫控裝置。
[1] Heisel U, Richter F, Wurst K H. Thermal behaviour of industrial robots and possibilities for error compensation [J]. CIRP Annals-Manufacturing Technology, 1997, 46(1): 283-286.
[2] Eastwood S, Webb P. Compensation of thermal deformation of a hybrid parallel kinematic machine [J]. Robotics and Computer-Integrated Manufacturing, 2009, 25: 81-90.
[3] 董科, 田延嶺, 張大衛, 等. 環境溫度對微進給平臺定位精度影響規律的研究[J]. 組合機床與自動化加工技術, 2006(2): 18-21.
[4] 單鵬, 謝里陽, 田萬祿, 等. 基于D-H矩陣的Stewart型并聯機床位姿誤差計算模型[J].機械工程學報, 2010, 46(17): 186-191.
[5] 李興山, 蔡光起. 三自由度混聯機床的機構誤差分析與仿真[J]. 組合機床與自動化加工技術, 2011(3): 19-22.
[6] 陳小崗, 孫宇, 彭斌彬, 等. 鉸鏈間隙對6自由度并聯機床刀具位姿的影響分析[J]. 機械科學與技術, 2013, 32(1): 71-76.
[7] 許兆棠, 劉遠偉, 汪通悅, 等. 并聯機床的動力學特性對加工精度影響的分析[J]. 振動與沖擊, 2013, 32(16): 198-204.
[8] 金振林, 張利平, 李研彪. 新型三維平臺機床及其初始裝配位姿誤差解耦分析[J]. 機械設計, 2003, 20(9): 15-16.
[9] 黃鵬, 汪勁松, 王立平, 等. 3-PRS 并聯機構誤差運動學分析及辨識[J]. 清華大學學報(自然科學版), 2010, 50(11): 1811-1814.
[10] Mansour A, Hodjat P, Aria A, et al. Experimental kinematic calibration of parallel manipulators using a relative position error measurement system[J]. Robotics and Computer-Integrated Manufacturing, 2010, 26(1): 799-804.
(編輯 趙蓉)
Machining Error Decoupling of Parallel Machine Tool under the Influence of Ambient Temperature
WU Meng-meng1,2,XU Zhao-tang2,WU Hai-bing2,CHEN Xiao-gang2,ZHU Wei-guo2,LIU Yuan-wei1, 2
(1. School of Mechanical Engineering, Nantong University, Nantong Jiangsu 226019, China;2. Jiangsu Key Lab. of Digital Manufacturing Technology, Huaiyin Institute of Technology, Huaian Jiangsu 223003, China)
To reflect the influence of ambient temperature on the machining error of parallel machine tool, the paper studied the decoupling method of separating the error caused by single factor from composite error. The kinematics equation was established using closed-loop vector method. Based on the equation, an error model of parallel machine tool was set up by optimization algorithm. The effect of environmental temperature on the machining error of parallel machine tool was acquired by simulation. Then, we made a contrast test by only changing the factor of ambient temperature. The error was decoupled through test method. Research shows that ambient temperature has an effect on parallel machine tool’s machining error. And, the error increases with the enlarging of tool path radius.
parallel machine tool; ambient temperature; machining error; experimental decoupling
1001-2265(2014)06-0004-04
10.13462/j.cnki.mmtamt.2014.06.002
2013-10-18
江蘇省高校自然科學重大基礎研究項目(12KJA460001);江蘇省高校自然科學基礎研究項目(12KJB460001);江蘇省數字化制造技術重點實驗室開放基金(HGDML-1001)
吳蒙蒙(1988—),女,江蘇徐州人,南通大學碩士研究生,研究方向為并聯機構運動學,(E-mail)wdzrx@163.com。
TH112;TG65
A
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
