高精度工作臺速度反向時摩擦補償研究*
2014-07-18 11:56:26羅石豐郭銳鋒王志成
組合機床與自動化加工技術 2014年6期
羅石豐 ,郭銳鋒 ,王志成
(1.中國科學院大學,北京 100049;2.中國科學院 沈陽計算技術研究所,沈陽 110168)
高精度工作臺速度反向時摩擦補償研究*
羅石豐1,2,郭銳鋒2,王志成2
(1.中國科學院大學,北京 100049;2.中國科學院 沈陽計算技術研究所,沈陽 110168)
在消除了絲杠導程、間隙等誤差之后,進給系統中存在的摩擦是影響工作臺運動控制精度的主要因素。由于摩擦的影響,導致工作臺速度反向時產生爬行現象,從而使得誤差突然增大。文章對摩擦誤差產生機理和補償方法進行了研究,從瞬態響應的視角揭示了摩擦誤差產生的機理,通過數學推導精確計算出爬行現象的持續時間,以及由此導致的最大跟隨誤差。提出了一種零速對稱式摩擦補償方法,該方法在工作臺的爬行時間內進行補償,使工作臺盡快脫離爬行狀態,仿真結果表明該方法能夠顯著的減小爬行時間。
摩擦補償;高精度工作臺;爬行現象
0 引言
進給伺服系統是數控系統的重要組成部分,在很大程度上決定了數控系統的加工精度、表面質量和生產效率。
摩擦是引起高速、高精度數控機床進給伺服機構輪廓誤差的主要因素之一,摩擦有害于運動精度的控制,并在低速時表現出很強的非線性特征[1]。數控機床的摩擦現象主要出現在速度過零時,由于非線性摩擦力的作用使數控系統無法通過控制器來完全消除由摩擦帶來的不利影響,機床運動軸的跟隨誤差會出現尖峰現象,導致輪廓精度變差[2]。因此,摩擦成為阻礙進一步提高伺服系統控制精度的重要因素。
為了減少摩擦的負面影響,可以采取某種控制策略來減少摩擦所產生的誤差,但更多的是采用摩擦補償的方法。摩擦補償的方法有很多種,文獻[3-4]對其進行了總結。本文研究的對象是一種采用閉環控制的高速高精度伺服進給工作臺。文獻[5]根據兩維混合摩擦模型預測摩擦,進行前饋補償,取得了較好的效果。文獻[6]把預先測量到的摩擦誤差,作為補償指令加入到位置指令中進行補償。文獻[7]采用GMS模型加干擾觀測器進行摩擦補償。但是這些方法都比較復雜,不易于實現。本文通過分析工作臺速度反向時的摩擦特性,提出了一種便于工程實現的零速對稱式摩擦補償方法,以期使工作臺盡快脫離爬行狀態,減小摩擦誤差。
1 反向時摩擦力分析
在機械伺服系統中,具有相對運動或相對運動趨勢的兩個接觸面上會產生摩擦力。接觸面由相對靜止到相對運動經過4個階段:靜摩擦階段(預滑動階段),邊界潤滑階段,部分液體潤滑階段以及完全液體潤滑階段。而這4個階段又可以概括為預滑動階段和滑動階段(后3個階段)。在靜摩擦階段,摩擦力不依賴于速度,它實際可以認為是由彈性形變所產生的,從控制的角度看,正是這種彈性變形導致了增加的靜摩擦力。這種彈性變形稱之為“滑前位移”。
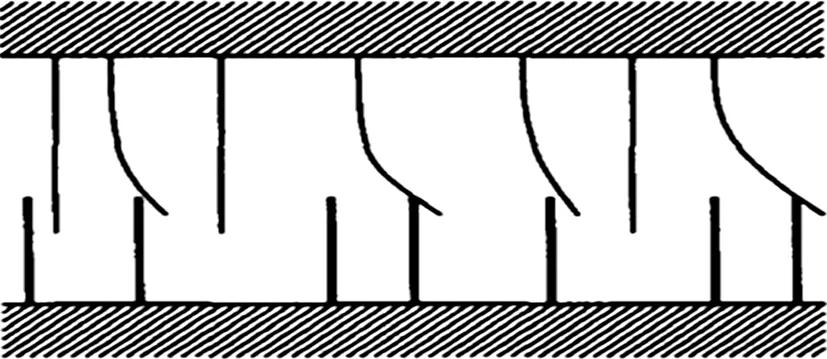
圖1 鬃毛模型
為了克服摩擦給伺服系統帶來的危害,提高伺服系統的性能,研究人員建立了很多反映摩擦現象的模型。其中C.Canudas de Wit提出了一種LuGre模型[8],如圖1所示。該模型認為兩個接觸表面之間有很多不規則的接觸點,而這些接觸點可以當做彈性鬃毛。當施加不超過最大靜摩擦力的外力時,鬃毛發生形變,從而在兩個接觸表面之間產生相對位移,此時相對位移可以認為是鬃毛的形變量。速度反向時,摩擦力處于靜摩擦階段,驅動力小于最大靜摩擦力。此時摩擦力表現出彈性行為,與鬃毛的平均形變成正比。當驅動力大于最大靜摩擦力時,鬃毛發生完全形變,并且物體開始滑動,此時摩擦力與速度有關。
對于高精度伺服工作臺而言,在消除了絲杠導程,間隙等誤差之后,進給系統中存在的摩擦就成為了影響工作臺運動控制精度的主要原因。當伺服工作臺速度反向時,由于靜摩擦的影響,系統容易出現運動不平穩或不穩定的爬行現象。爬行現象是指機床的運動部件在低速或重載運動的情況下,出現的時快時慢或時走時停的不均勻運動現象,也稱為粘滑運動。爬行現象如圖2,圖3所示,工作臺出現爬行時,將嚴重影響機床的定位精度以及加工工件的表面質量。圖3中紅色曲線是給定速度,黃色曲線是實際速度。
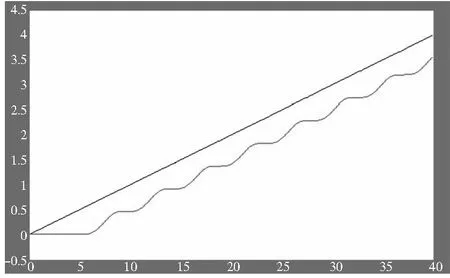
圖2 爬行現象
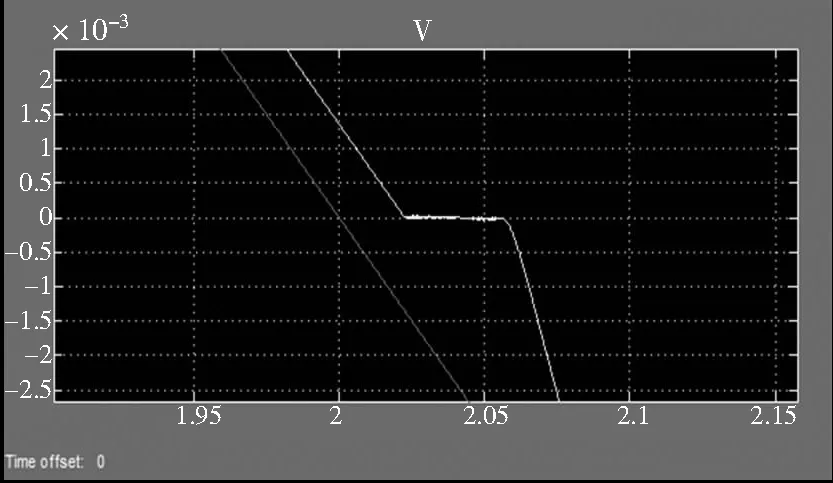
圖3 工作臺爬行
2 摩擦補償方法
2.1 爬行現象持續時間
為了補償速度反向時的摩擦,抑制爬行現象,我們需要知道工作臺處于爬行現象的時間。現假設工作臺速度為零的時刻為T0,而誤差最大時刻為T1(工作臺脫離爬行現象時刻),在這期間,工作臺處于預滑動階段,令χb為T0到T1期間的相對位移(即鬃毛形變量)。又由于這個時間很短,可以假設加速度為常數α,則:
(1)
根據Dahl模型[9],可得:
(2)
其中Fc為庫倫摩擦力,σ為剛度系數。
令ΔT為工作臺處于預滑動階段的時間(T1-T0),則:
(3)
可得:
(4)
2.2 零速對稱式摩擦補償方法
抑制工作臺的爬行現象,提高工作臺的精度,我們只需要在工作臺的預滑動階段,也就是速度為零的時候進行摩擦補償。因而速度不為零時,摩擦補償為0,根據上述所得,摩擦補償如下:
(5)
(6)
摩擦力模型如圖4所示:

圖4 摩擦力模型

綜上所述,可得零速對稱式摩擦補償方法為:
Ffric=
3 仿真實驗及分析
進給伺服系統的仿真方框圖如圖5所示:

圖5 進給伺服系統方框圖
其中Kpp為位置環增益(50000),
Kvp為速度環增益(40),
Kcp為電流環增益(2),
L為電動機電感(52.7mH),
Rm為電動機電阻(1.04Ω),
Ke為電機反電動勢(0.18V·s/rad),
Kt為電動機轉矩常數(0.82N·m/A),
J為對電機轉動慣量(0.00299kg·m2),
Kbs為絲杠導程(1.59mm/rad),
K為絲杠剛度(410000N/m),
m為工作臺質量(48.8kg),
B為工作臺阻尼(15000N·s/m),
Ff為摩擦力(N)。
摩擦力采用了Stribeck模型,Fc為18.9272N,Fs為26.9487N,Vs為0.0172m/s,B為56.6223N·s/m。我們假設絲杠導程,間隙等誤差已經消除,只針對工作臺上的摩擦進行補償。根據上述摩擦補償方法,在Matlab的simulink模塊中進行仿真實驗。給定速度為v=0.01·sin(πt),所得實驗結果如圖6。

圖6 補償前后速度曲線對比圖
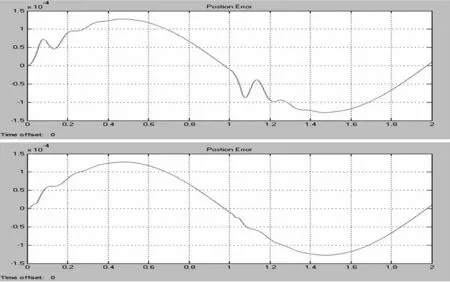
圖7 補償前后位置誤差曲線對比圖
圖6中深色曲線為給定速度,上邊淺色曲線為補償前工作臺速度曲線,下邊淺色曲線為補償后的。圖7中上邊曲線為補償前位置誤差曲線,下邊曲線為補償后的。可以看出在速度反向時(1s),由于摩擦的影響,導致工作臺出現爬行現象,從而導致該時刻位置誤差突然增大。而補償后,該時刻的位置誤差顯著減小,取得了很好的效果。通過圖6可以發現,補償前,工作臺處于爬行現象的時間為0.05s,而補償后,爬行時間為0.02s,顯著減小。因此零速對稱式摩擦補償方法能有效的抑制低速時工作臺的爬行現象,減少工作臺處于爬行現象的時間,取得較好的系統低速控制特性。
4 結論
(1)從瞬態響應的視角揭示了摩擦誤差的產生機理,并精確計算出爬行現象的持續時間。
(2)工作臺速度反向時的誤差,主要是由摩擦導致的爬行現象引起的。
(3)提出的零速對稱式摩擦補償方法顯著地減小了工作臺處于爬行現象的時間,基本消除了工作臺在速度反向時由摩擦造成的誤差。
[1] Armstrong Helouvry B. Strick-slip and control in low-speed motion[J]. IEEE Trans. on Auto. Control,1993,38(10)∶1483-1496.
[2] LIU Dong,MEI Xuesong,FENG Bin,etal.The Simulation of Dynamic Characteristics for the Ballscrew Servo Feed Drives in NC Machine Tool[C]//CIRP-2ndInternational Conference Process Machine Interactions,2010.
[3] Brian Armstrong Helouvry, Pierre Dupont, et al. A survey of models, analysis tools and compensation methods for the control of machines with friction[J]. Automatic, 1994,30(7):1083-1138.
[4] 劉強,爾聯潔,劉金琨.摩擦非線性環節的特性、建模與控制補償綜述[J].系統工程與電子技術,2002,24(11) : 45-53.
[5] 梅雪松,陶濤,堤正臣,等.高速、高精度數控伺服工作臺摩擦誤差的研究[J].機械工程學報,2001,37(6):76-81.
[6] Tung E D, Anwar G, Tomizuka M. Low velocity friction compensation and feedforward solution based on repetitivecontrol. ASME Journal of Dynamic Systems, Measurement and Control, 1993,115(2)∶279-284.
[7] Zamberi Jamaludin, Hendrik Van Brussel, and Jan Swevers。Friction Compensation of an XY Feed Table UsingFriction-Model-Based Feedforward and an Inverse-Model-Based Disturbance Observer[J]. IEEE TRANSACTIONS ON INDUSTRIAL ELECTRONICS,2009,56(10):3848-3853.
[8] C.Canudas de Wit, H.Olsson, K.J.Astrom and P.Lischinsky. A new model for control of systems with friction[J].IEEE Transactions on Automatic Control, 1995, 40(3): 419-425.
[9] P. Dahl. A solid friction model[J]. Aerospace Corp.,El Segundo,CA,Tech. Rep. TOR-0158 (3107-18), 1968.
(編輯 趙蓉)
The Research of Friction Compensation of High Precision Table at Velocity Reversal
LUO Shi-feng1,2,GUO Rui-feng2,WANG Zhi-cheng2
(1.University of Chinese academy of sciences,Beijing 100049,China;2.Shenyang institute of computing technology,Chinese academy of sciences,Shenyang 110168,China)
After eliminating the leadscrew lead and backlash,existing in the feeding system of friction is the main factor that affected the accuracy of motion control of table. Due to the influence of friction,the table gets crawl phenomenon when it’s at velocity reversal,so as to make the error increases suddenly.This article studies the mechanism of friction error and compensation methods,revealing the mechanism of friction error by the Angle of transient response and through mathematical derivation accurate calculate the duration of the crawling phenomenon,and the resulting in the largest follow error.A symmetric zero velocity friction compensation method is proposed,used at the crawling time of table to get table out of crawl state as soon as possible,and the simulation results show that this method can significantly reduce the crawl time.
friction compensation;high precision worktable;the crawling phenomenon
1001-2265(2014)06-0001-03
10.13462/j.cnki.mmtamt.2014.06.001
2013-10-06;
2013-10-22
核高基國家科技重大專項(2012ZX01029001-002)
羅石豐(1990—),男,湖南婁底人,中國科學院大學,中科院沈陽計算技術研究所碩士研究生,研究方向為嵌入式與數控技術,(E-mail)yuye_tingsheng@163.com;郭銳鋒(1968—),男,沈陽人,中科院沈陽計算技術研究所博士生導師,研究員,研究方向為實時系統,數控技術。
TH166;TG65
A
