成組技術(shù)在鐵路棚車(chē)沖壓加工中的應(yīng)用
2014-07-08 02:16:08宋碩張幼民
機(jī)械工程師 2014年9期
關(guān)鍵詞:工藝
宋碩,張幼民
(齊齊哈爾軌道交通裝備有限責(zé)任公司,黑龍江 齊齊哈爾 161002)
1 鐵路棚車(chē)側(cè)板結(jié)構(gòu)尺寸及要求
鐵路棚車(chē)由大量的板材沖壓零件組成,側(cè)板是棚車(chē)表面重要的覆蓋件,其用量非常多。例如P70 型棚車(chē)側(cè)板1 計(jì)20 件,側(cè)板2 及側(cè)板3 各8 件。側(cè)板材質(zhì)均為鐵路貨車(chē)常用的熱軋耐候鋼板09CuPCrNI-A,板厚為2.3 mm,在其中部有長(zhǎng)方形面包加強(qiáng)筋和細(xì)長(zhǎng)條筋,側(cè)板對(duì)壓型精度并沒(méi)有特殊要求,只要符合鐵路貨車(chē)沖壓件通用技術(shù)條件即可,但由于側(cè)板需要與周邊零件組焊在一起,因此零件凸緣部分的翹曲不能過(guò)大。從結(jié)構(gòu)工藝性角度看側(cè)板屬于寬凸緣淺拉深件,為了減少側(cè)板壓型時(shí)的回彈現(xiàn)象和凸緣部位翹曲,壓型過(guò)程中需要有足夠大的壓邊力,采用大噸位液壓機(jī)讓零件充分壓靠達(dá)到整形的效果。側(cè)板1、側(cè)板2、側(cè)板3 的工作圖如圖1、圖2、圖3 所示。

圖1 側(cè)板1 工作圖
2 成組技術(shù)原理簡(jiǎn)介
成組技術(shù)從提出到如今已經(jīng)歷了近50 年的發(fā)展和應(yīng)用,作為一門(mén)綜合性的生產(chǎn)科學(xué)技術(shù),它是計(jì)算機(jī)輔助設(shè)計(jì)、計(jì)算機(jī)輔助工藝過(guò)程設(shè)計(jì)、計(jì)算機(jī)輔助制造和柔性制造系統(tǒng)的技術(shù)基礎(chǔ)。
成組技術(shù)揭示和利用了客觀事物的相似性,按照一定的規(guī)則分類(lèi)成組,對(duì)同組事物采用同樣方法進(jìn)行處理,從而提高了效益。現(xiàn)在一些國(guó)家把成組技術(shù)與計(jì)算機(jī)技術(shù)、自動(dòng)化技術(shù)結(jié)合起來(lái)發(fā)展成為“柔性制造系統(tǒng)”,以獲得最大的經(jīng)濟(jì)效益。
成組技術(shù)的核心內(nèi)容是成組工藝,它是把結(jié)構(gòu)、材料、工藝相近的零件組成一個(gè)零件族,按零件族制定工藝進(jìn)行加工,從而擴(kuò)大了生產(chǎn)批量、減少了品種、便于采用高效、節(jié)能的方法,提高了勞動(dòng)生產(chǎn)率。
成組工藝實(shí)施的步驟為:1)零件按一定規(guī)則分類(lèi)成組;2)制訂零件的成組加工工藝;3)設(shè)計(jì)成組配套工藝裝備;4)建立成組加工生產(chǎn)線。
3 棚車(chē)側(cè)板原有工藝分析

圖2 側(cè)板2 工作圖
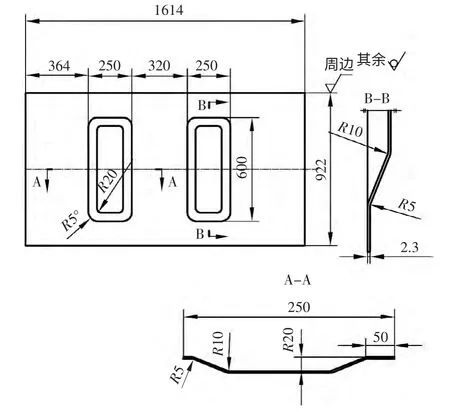
圖3 側(cè)板3 工作圖
棚車(chē)側(cè)板的原有沖壓工藝過(guò)程是:1)板材經(jīng)過(guò)拋丸涂漆預(yù)處理工序后,用剪板機(jī)剪切成3 種尺寸的側(cè)板毛坯并校平;2)3 種側(cè)板各有專(zhuān)用的壓型模具,側(cè)板1、側(cè)板3 在40 000 kN 水壓機(jī)上壓型;而側(cè)板(2)在3 500 kN 油壓機(jī)上壓型;3)3 種側(cè)板各有專(zhuān)用的切邊模具,側(cè)板1、側(cè)板3 在20 000 kN 沖床上切邊,側(cè)板2 在8 000 kN 沖床上切邊,至此完成所有沖壓工序。
由于P70 型棚車(chē)是全國(guó)鐵路系統(tǒng)普遍使用的通用車(chē)型,每年生產(chǎn)量很大,側(cè)板的生產(chǎn)效率制約著整個(gè)車(chē)型的生產(chǎn)能力,在生產(chǎn)繁忙時(shí)側(cè)板往往成為瓶頸環(huán)節(jié)。按原有工藝組織生產(chǎn)需要占用4 臺(tái)大型沖壓設(shè)備,而這幾臺(tái)設(shè)備都是滿負(fù)荷運(yùn)行的關(guān)鍵設(shè)備,此外工序間折返也需要較多生產(chǎn)人員,因此縮短其工藝路線,減少工序間運(yùn)輸及對(duì)重要機(jī)床的占用,提高生產(chǎn)效率,成為生產(chǎn)中急需解決的難題。
4 棚車(chē)側(cè)板成組工藝方案的確定
對(duì)3 種側(cè)板認(rèn)真觀察就會(huì)發(fā)現(xiàn),零件之間有許多共同點(diǎn),不僅材質(zhì)、板厚相同,零件寬度一樣,而且工件上面壓制成形的方塊面包筋、長(zhǎng)條筋也完全相同。可以說(shuō)側(cè)板2、側(cè)板3 只是側(cè)板1 結(jié)構(gòu)中的一個(gè)組成部分。將側(cè)板2、側(cè)板3 拼合在一起,除去2 個(gè)面包筋,再加工一部分余料就能成為側(cè)板1。利用側(cè)板1 的壓型、切邊模具就可以將側(cè)板2、側(cè)板3 半成品生產(chǎn)出來(lái),然后再增設(shè)1 套沖斷模具將其分割開(kāi)來(lái)。多出的余料正好可以作為棚車(chē)外窗板的毛坯料,原材料也得到了充分利用。
側(cè)板成組技術(shù)生產(chǎn)新工藝為:
1)板材經(jīng)過(guò)拋丸涂漆預(yù)處理工序后,用剪板機(jī)剪切成側(cè)板通用(側(cè)板1)毛坯并校平。
2)側(cè)板通用毛坯使用側(cè)板1 壓型模具,壓型設(shè)備為40 000 kN 水壓機(jī)。側(cè)板1 正常壓型;準(zhǔn)備生產(chǎn)側(cè)板2、側(cè)板3 的側(cè)板毛坯在壓型前,壓型模具需進(jìn)行調(diào)整,卸掉中間2 個(gè)面包筋壓型凸模,壓制出缺少中間2 個(gè)筋包的半成品。
3)2 種側(cè)板半成品均使用側(cè)板1 切邊模具,在20 000 kN沖床上切邊,側(cè)板1 切去4 邊后加工為成品件,而側(cè)板2、側(cè)板3 半成品在切邊完成后送入下道工序。
4)側(cè)板2、側(cè)板3 半成品在8 000 kN 沖床上用專(zhuān)用沖斷模具沖為3 段,側(cè)板2、側(cè)板3 及中間方塊料各1 件,至此側(cè)板2、側(cè)板3 加工為成品件。側(cè)板2、側(cè)板3 沖斷前半成品示意圖見(jiàn)圖4。
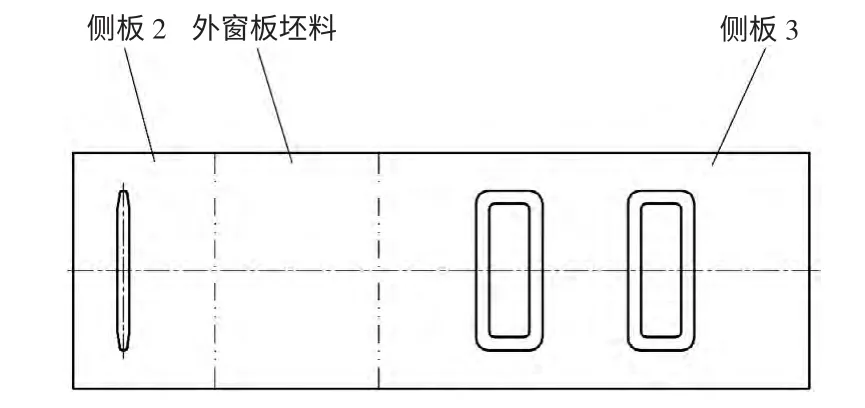
圖4 側(cè)板2、側(cè)板3 半成品圖
5 成組工藝的技術(shù)經(jīng)濟(jì)效果
在原有工藝中,側(cè)板2 由于外形尺寸小,只能在3 500 kN 油壓機(jī)上壓型,受設(shè)備能力限制,工件時(shí)常出現(xiàn)成形不飽滿、凸緣部分翹曲嚴(yán)重等問(wèn)題,成組加工后采用40 000 kN 水壓機(jī)壓型,由于設(shè)備噸位強(qiáng)大使工件壓靠時(shí)得到整形,工件成形精度高、質(zhì)量好。
在降低材料消耗方面,由于沖斷后得到的方塊料正好是外窗板的毛坯,也就是說(shuō)成組工藝并未產(chǎn)生余料。而執(zhí)行原工藝時(shí)需要3 種毛坯料,每種毛坯料都有工藝余量。采用新的成組工藝方案只需投1 種毛坯料,減少了4個(gè)邊的余量,以每張板單邊工藝余量10 mm 計(jì)算,每張板可節(jié)省用料0.66 kg,以年產(chǎn)5 000 輛棚車(chē)計(jì)算,可節(jié)省板料26400 kg。此外,采用新方案還能減少人工費(fèi),減少物料運(yùn)輸、水電氣的消耗等。
實(shí)踐證明,成組技術(shù)在鐵路棚車(chē)沖壓加工中得到了非常成功的運(yùn)用,經(jīng)過(guò)大批量生產(chǎn)的考驗(yàn),成組工藝方法效率高、占用設(shè)備少,節(jié)約成本并且產(chǎn)品質(zhì)量穩(wěn)定可靠。該項(xiàng)技術(shù)創(chuàng)新作為鐵路貨車(chē)沖壓工藝設(shè)計(jì)中的范例,對(duì)行業(yè)今后的發(fā)展具有重要的參考價(jià)值和借鑒作用。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
