基于VB程序的阿基米德蝸輪飛刀齒形計(jì)算
2014-07-08 02:15:54張杰斌
機(jī)械工程師 2014年9期
關(guān)鍵詞:程序
張杰斌
(太原重工股份有限公司,太 原 030024)
0 引 言
所謂蝸輪飛刀,就是在專用的刀桿上安裝一把或多把切刀來代替蝸輪滾刀切削齒形,所以可視為單齒的蝸輪滾刀。其工作原理和蝸輪滾刀相同,差別僅在于刀齒極少,加工效率較低。使用優(yōu)點(diǎn)是飛刀制造簡單,因而在單件、小批和大模數(shù)蝸輪制造中得到普遍采用。
使用飛刀加工蝸輪,通常是在數(shù)控滾齒機(jī)或者有切向走刀機(jī)構(gòu)的滾齒機(jī)上進(jìn)行的,如果飛刀制造正確,使用得當(dāng),則加工的蝸輪可滿足國家標(biāo)準(zhǔn)8 級精度的要求。
使用飛刀加工阿基米德蝸輪齒形,必須進(jìn)行比較復(fù)雜的飛刀齒形計(jì)算,飛刀齒形正確成為保證蝸輪加工精度的首要條件。為了簡化計(jì)算過程、縮短制造周期,并保證計(jì)算精度,開發(fā)飛刀齒形計(jì)算程序迫在眉睫。鑒于VB具有開發(fā)圖形用戶界面(GUI)優(yōu)越,使用性及可讀性強(qiáng)的優(yōu)點(diǎn),我們采用VB 軟件,并通過阿基米德蝸輪飛刀齒形計(jì)算方法開發(fā)了基于VB 的阿基米德蝸輪飛刀齒形計(jì)算程序。該程序是在總結(jié)歸納以往計(jì)算和使用經(jīng)驗(yàn)的基礎(chǔ)上完成的,具有很好的實(shí)用性。本文結(jié)合計(jì)算實(shí)例,將該程序的編制與操作過程做簡要的介紹。
1 阿基米德蝸輪飛刀的齒形
由于蝸輪飛刀切削工作時(shí)相當(dāng)于蝸輪滾刀上的一個(gè)齒,所以蝸輪飛刀的刀頭的齒形也應(yīng)在與工作蝸桿相同的蝸桿表面上。但是,刀頭的齒頂高應(yīng)增加0.2m(m 為配對蝸桿的模數(shù)),以保證良好的裝配間隙要求。蝸輪飛刀的刀頭的前角為0°,頂刃的后角及側(cè)刃的后角5°~10°為宜。飛刀刀頭的前刀面應(yīng)與刀頭體中心對稱平面重合。加工阿基米德蝸輪時(shí),如飛刀的前刃面安裝在刀桿的軸向截面內(nèi),則飛刀的齒形為直線,其齒形角等于阿基米德蝸桿的軸向齒形角。這種軸向裝夾的飛刀在切削蝸輪時(shí),由于左右切削刃的前角不同,銳邊側(cè)刀刃為正前角,鈍邊側(cè)刀刃為負(fù)前角,所以切削條件不一致,易使被加工蝸輪的齒面產(chǎn)生波紋。但螺紋升角λf≤5°時(shí),這種影響并不明顯。由于軸向安裝的飛刀制造很簡單,且容易保證刃磨精度,當(dāng)蝸輪副頭數(shù)為1,螺紋升角不大時(shí),仍可采用。但是加工頭數(shù)≥2 或螺旋角比較大的蝸輪時(shí),為改善飛刀切削條件,一般應(yīng)采用阿基米德法向飛刀。
阿基米德法向飛刀,由于前刃面B-B 按法向安裝,如圖1 所示。這樣可使兩側(cè)刃都具有0°前角,有利于改善切削條件,提高加工質(zhì)量。但是飛刀的齒形就不再是直線,而是和阿基米德蝸桿的法向截形相同的曲線,因此它的齒形需要特殊的計(jì)算。在設(shè)計(jì)此種飛刀時(shí),可根據(jù)蝸桿螺紋升角的大小、精度等級等具體情況,選擇合理的刀具齒形。
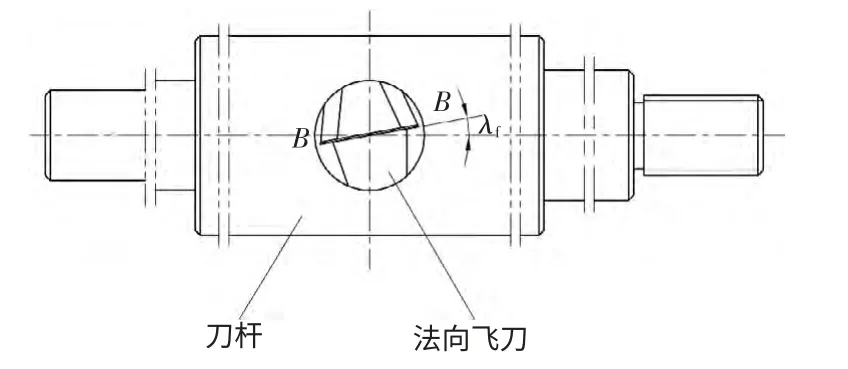
圖1 阿基米德法向飛刀前刃面的裝夾位置
1.1 法向飛刀曲線齒形的計(jì)算
阿基米德蝸桿因法向齒形的左、右面相對稱,故設(shè)計(jì)飛刀時(shí)只要計(jì)算它的一側(cè)齒形即可。阿基米德蝸桿的法向截形方程,可按圖2 所示的坐標(biāo)關(guān)系,由阿基米德螺旋面的基本方程轉(zhuǎn)換求得。計(jì)算右旋飛刀左側(cè)法向齒形:
設(shè)置變量參數(shù)k1、k2、k3:
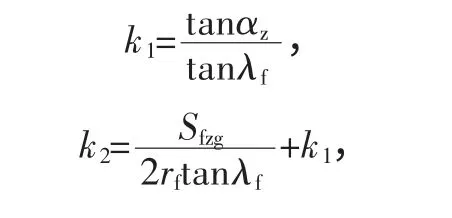
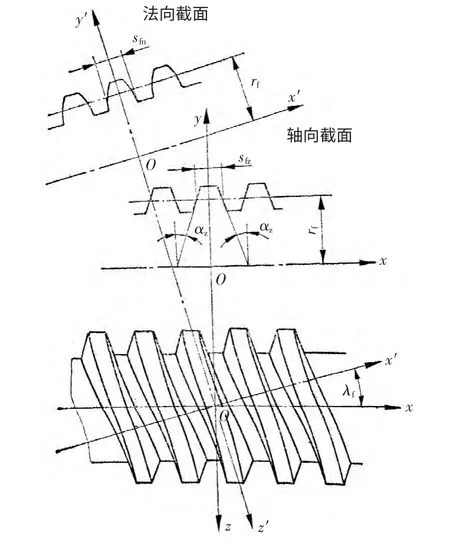
圖2 阿基米德蝸桿法向截面齒形

式中:ρ 為飛刀齒形上任意點(diǎn)半徑;θ 為參變角;λf為蝸桿螺紋升角;Sfzg為飛刀軸向齒厚,Sfzg=πm/2;rf為蝸桿的分度圓半徑;αz為蝸桿的軸向齒形角;x′和y′分別為齒形各點(diǎn)的橫、縱坐標(biāo)值。
程序計(jì)算時(shí),先按配對蝸桿參數(shù)算出k1、k2、k3值,然后按齒形曲線的高度方向選取一系列θ 值代入運(yùn)算,得出相應(yīng)點(diǎn)的x′和y′坐標(biāo)值。θ 值的選取,由齒形圖可見,其取值區(qū)間應(yīng)使計(jì)算的y′值在飛刀切削時(shí)的頂圓回轉(zhuǎn)半徑和根圓回轉(zhuǎn)半徑范圍內(nèi),這樣可以保證計(jì)算出的每個(gè)坐標(biāo)點(diǎn)存在于飛刀齒形的有效輪廓內(nèi)。參變角θ 的最大和最小角度:
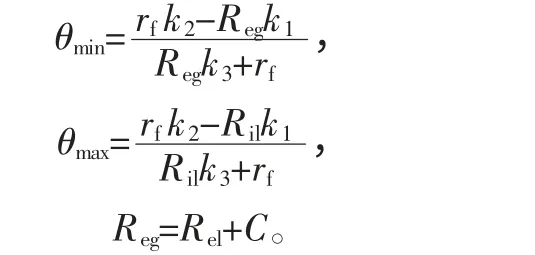
式中:Reg為飛刀頂圓回轉(zhuǎn)半徑;Rel為蝸桿齒頂圓半徑;C為蝸輪副徑向間隙,一般C=0.2 m(m 為蝸輪副模數(shù));Ril為蝸桿齒根圓半徑。
這樣就得出了法向飛刀曲線齒形的計(jì)算結(jié)果,對于左旋的阿基米德飛刀,以上計(jì)算同樣適用。
1.2 法向飛刀齒形以直線代替的計(jì)算
當(dāng)蝸輪副的蝸桿螺紋升角不大,精度要求小于9 級時(shí),可采用直線齒形來代替曲線齒形。直線齒形的飛刀計(jì)算簡化,制造容易,可節(jié)約刀具的制造成本和周期,但是由于刀具齒形簡化,切出的蝸輪齒頂和齒根部分存在少量擬合誤差,導(dǎo)致它的齒頂和齒根都略微有所減薄,這反而使蝸輪副裝配嚙合后的接觸區(qū)分布在分度圓附近,可改善嚙合情況。
直線飛刀的齒形角按下式計(jì)算:
式中:αn為蝸桿法向齒形角,αn=arctan(tanαzcosλf);n 為蝸桿的螺紋頭數(shù);λf為蝸桿的螺紋升角。
飛刀的齒頂高h(yuǎn)eg=Reg-rf。其中,Reg為飛刀回轉(zhuǎn)外圓半徑;rf為工作蝸桿的分度圓半徑。標(biāo)準(zhǔn)型蝸輪飛刀的法向齒厚
加厚型蝸輪飛刀的法向齒厚

2 編制基于VB 的阿基米德蝸輪飛刀齒形計(jì)算程序
程序由程序索引、參數(shù)輸入、計(jì)算輸出三部分組成,參數(shù)輸入部分包括程序計(jì)算所用的蝸桿模數(shù)、壓力角、螺紋升角等各項(xiàng)參數(shù);計(jì)算輸出部分曲線飛刀包括參變角θ、齒形各點(diǎn)的X、Y 坐標(biāo)值、齒底圓弧半徑,直線飛刀包括刀具齒形半角、飛刀的分度圓齒高和齒厚、刀尖圓角半徑等計(jì)算結(jié)果。該程序具有以下特點(diǎn):
1)通用性好。進(jìn)入程序索引選擇時(shí),用戶按照需要加工的不同精度的蝸輪自主選擇曲線型或直線型計(jì)算方案。
2)可修改性強(qiáng)。每個(gè)輸入的參數(shù)均可獨(dú)立修改后反復(fù)進(jìn)行計(jì)算,直到滿足設(shè)計(jì)要求為止。
3)可讀性好。操作界面簡潔整齊、一目了然,不同的用戶均能輕松掌握使用方法。
4)計(jì)算精準(zhǔn)。經(jīng)過幾十例蝸輪加工的實(shí)際使用,計(jì)算結(jié)果快速精確,特別是對阿基米德曲線飛刀的大量坐標(biāo)運(yùn)算尤為突出,避免了人工計(jì)算的緩慢和誤差,極大縮短了刀具設(shè)計(jì)周期。
3 程序計(jì)算實(shí)例
利用VB 程序計(jì)算飛刀齒形時(shí),可直接運(yùn)行阿基米德法向飛刀齒形計(jì)算程序,通過輸入或修改相關(guān)參數(shù),如蝸桿的模數(shù)、頭數(shù)、螺紋升角、坐標(biāo)點(diǎn)數(shù)等,即可得出計(jì)算結(jié)果,后期可以通過函數(shù)接口將計(jì)算坐標(biāo)轉(zhuǎn)換為CAD 圖形。
1)調(diào)用“阿基米德法向飛刀齒形計(jì)算”程序,進(jìn)入程序索引,選擇需要的飛刀計(jì)算程序,見圖3。
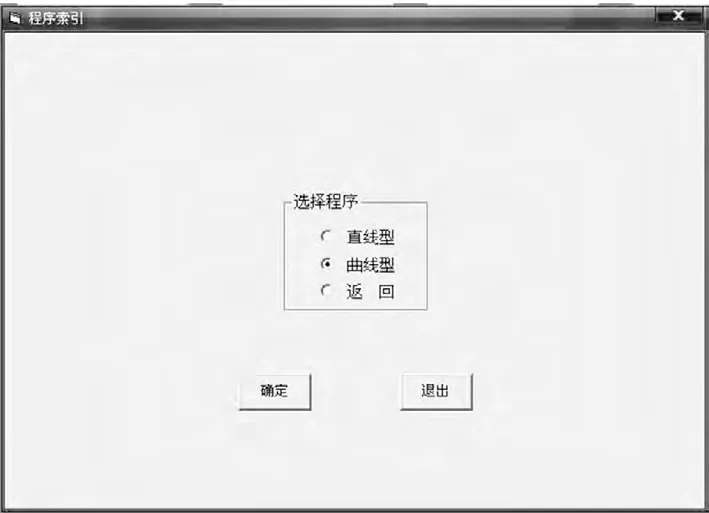
圖3 程序索引
2)選擇曲線型計(jì)算方案,輸入計(jì)算參數(shù),如圖4 所示;計(jì)算得出各點(diǎn)齒形坐標(biāo),見圖5;繪制坐標(biāo)圖形,見圖6。
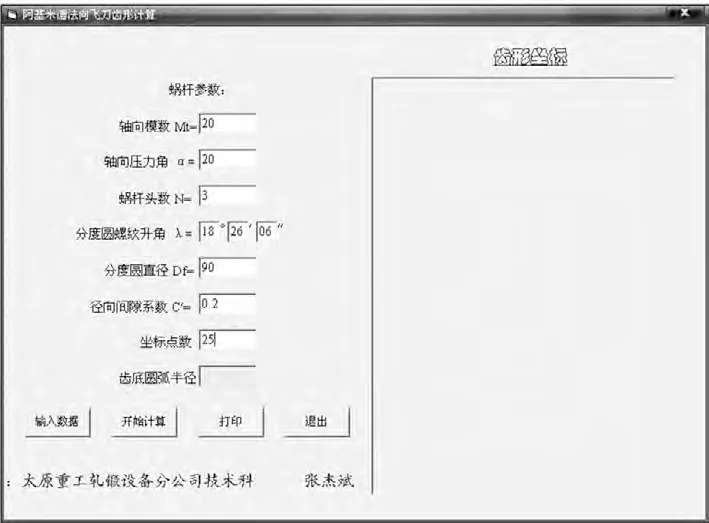
圖4 曲線型飛刀輸入?yún)?shù)

圖5 計(jì)算輸出齒形坐標(biāo)

圖6 曲線型飛刀齒形圖
3)選擇直線型計(jì)算方案,輸入計(jì)算參數(shù),如圖7 所示;計(jì)算得出齒形參數(shù),見圖8;繪制坐標(biāo)圖形,見圖9。
4)經(jīng)實(shí)際使用驗(yàn)證,計(jì)算結(jié)果得出的飛刀齒形坐標(biāo)參數(shù)與手工計(jì)算結(jié)果一致,因此,該程序在對阿基米德蝸輪飛刀齒形計(jì)算中是準(zhǔn)確的。
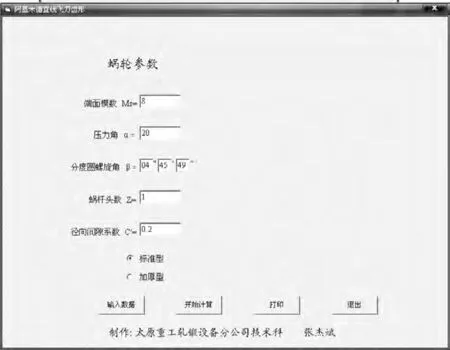
圖7 直線型飛刀輸入?yún)?shù)

圖8 計(jì)算輸出結(jié)果
4 結(jié) 語
通過總結(jié)歸納阿基米德蝸輪制造經(jīng)驗(yàn),開發(fā)了基于VB 的阿基米德蝸輪飛刀齒形計(jì)算程序,使用該程序能迅速精確地求解蝸輪飛刀齒形數(shù)據(jù),且具有很好的實(shí)用性和通用性。文中所介紹的方法操作方便,簡化了計(jì)算過程,縮短了計(jì)算周期,提高了蝸輪刀具設(shè)計(jì)效率,實(shí)現(xiàn)了阿基米德蝸輪飛刀的精益設(shè)計(jì)。

圖9 直線型飛刀齒形圖
[1] 齒輪制造手冊編輯委員會.齒輪制造手冊[M].北京:機(jī)械工業(yè)出版社,1998.
[2] 四川省機(jī)械工業(yè)局.復(fù)雜刀具設(shè)計(jì)手冊[M].北京機(jī)械工業(yè)出版社,1979.
[3] 左云成.在滾齒機(jī)上用蝸輪飛刀加工蝸輪[J].機(jī)械工程師,2004(9):39-41.
[4] 朱玉勝.飛刀加工蝸輪的切削干涉[J].機(jī)械管理開發(fā),2008,23(1):23-25.
[5] 閻德波,朱玉勝.飛刀加工蝸輪的切削螺旋角和切削抗刀[J].現(xiàn)代制造工程,1990(11):5-7.
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(shè)(2019年12期)2019-05-21 02:55:44
中山大學(xué)法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環(huán)球時(shí)報(bào)(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學(xué)院學(xué)報(bào)(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學(xué)院學(xué)報(bào)(2016年2期)2016-07-31 18:19:25
中國衛(wèi)生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40
