銅桿生產(chǎn)線自動(dòng)澆鑄系統(tǒng)調(diào)試與維護(hù)
2014-07-02 00:33:13宋巧雨胡定智黃頂峰
電線電纜 2014年3期
宋巧雨, 胡定智, 黃頂峰
(蕪湖鑫晟電工材料有限公司,安徽蕪湖241000)
銅桿生產(chǎn)線自動(dòng)澆鑄系統(tǒng)調(diào)試與維護(hù)
宋巧雨, 胡定智, 黃頂峰
(蕪湖鑫晟電工材料有限公司,安徽蕪湖241000)
介紹了美國(guó)南線SCR3000銅桿生產(chǎn)線自動(dòng)澆鑄系統(tǒng)(AMPS)的工作原理,結(jié)合設(shè)備調(diào)試以及生產(chǎn)過(guò)程中的實(shí)際經(jīng)驗(yàn),對(duì)出現(xiàn)的設(shè)備故障進(jìn)行了總結(jié)分析,并對(duì)處理這些故障的方法進(jìn)行了詳細(xì)闡述。
SCR3000銅桿生產(chǎn)線;自動(dòng)澆鑄系統(tǒng)(AMPS);澆鑄;液位
0 引 言
上世紀(jì)80年代,國(guó)內(nèi)相繼引進(jìn)了多條意大利康梯紐斯公司的銅桿生產(chǎn)線。其工藝流程為:電解銅經(jīng)豎爐熔化、保溫爐調(diào)溫后,銅液通過(guò)流槽、澆包注入鑄機(jī),鑄坯經(jīng)軋機(jī)軋制后,經(jīng)過(guò)冷卻涂蠟后進(jìn)入收線機(jī)形成銅桿卷。該類(lèi)型生產(chǎn)線采用的澆鑄方法為射線測(cè)量法,由于結(jié)構(gòu)復(fù)雜且具有放射性,后期都改成了人工澆鑄的方式,而國(guó)產(chǎn)的銅桿生產(chǎn)線也沿用了這種澆鑄方式,致使鑄坯的規(guī)格普遍偏小,產(chǎn)能上不去,質(zhì)量也欠佳。
本世紀(jì)初,世界上技術(shù)先進(jìn)、產(chǎn)品質(zhì)量較好、應(yīng)用較多的美國(guó)南線公司的銅桿生產(chǎn)線開(kāi)始進(jìn)入中國(guó),我公司于2012年引進(jìn)了該生產(chǎn)線。在設(shè)備調(diào)試和生產(chǎn)過(guò)程中發(fā)現(xiàn),該生產(chǎn)線中的自動(dòng)澆鑄系統(tǒng)(AMPS)是整個(gè)生產(chǎn)線的重中之重,AMPS系統(tǒng)一旦發(fā)生故障,再重新生產(chǎn)需要2~3 h的時(shí)間,對(duì)生產(chǎn)線的連續(xù)化生產(chǎn)造成了嚴(yán)重影響。我們通過(guò)分析這些故障產(chǎn)生的原因,針對(duì)性地采取了一系列有效措施,確保了AMPS系統(tǒng)正常有效的運(yùn)行。
1 AMPS簡(jiǎn)介
AMPS系統(tǒng)分為澆池的液面自動(dòng)控制和澆包的銅液重量控制兩部分:采用澆池的液面自動(dòng)控制來(lái)控制液面,保持澆鑄的連續(xù)性和一致性;而當(dāng)澆包的銅液重量發(fā)生變化時(shí),通過(guò)澆包的銅液重量控制來(lái)確定保溫爐的傾倒角度;當(dāng)保溫爐的傾倒角度發(fā)生變化時(shí),豎爐燃燒系統(tǒng)將自動(dòng)進(jìn)行熔化速度調(diào)整;整個(gè)控制系統(tǒng)是從鑄輪里澆池的液面開(kāi)始向上溯源到豎爐燃燒控制系統(tǒng),形成了整個(gè)銅液的閉環(huán)控制過(guò)程。詳見(jiàn)圖1。
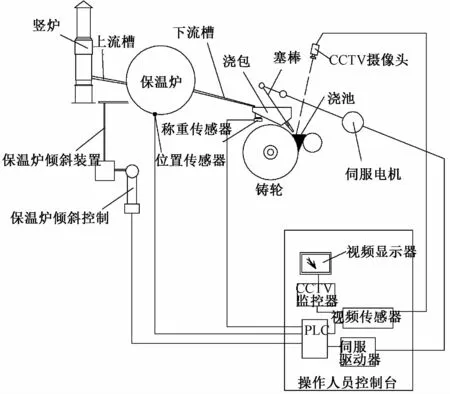
圖1 AMPS自動(dòng)澆鑄系統(tǒng)結(jié)構(gòu)圖
1.1 澆池液面控制
澆池液面控制是通過(guò)伺服電機(jī)控制澆嘴中塞棒上下運(yùn)動(dòng)來(lái)實(shí)現(xiàn)的。塞棒的運(yùn)動(dòng)控制是為了保持澆池的液位在一個(gè)有限的范圍內(nèi),然后通過(guò)塞棒的節(jié)流去調(diào)整銅液流入鑄機(jī)的速度及流量。
澆池液面由攝像機(jī)和視頻傳感器檢測(cè)并分析,如圖2所示,視頻傳感器顯示器顯示的澆池液位的圖像。池液位檢測(cè)線覆蓋在圖像上。對(duì)這條線的每一個(gè)像素的亮度進(jìn)行監(jiān)測(cè)并和一個(gè)像素的亮度極限對(duì)比。通過(guò)對(duì)比,視頻傳感器將液位信息轉(zhuǎn)換成模擬量信號(hào)傳送到PLC。PLC程序運(yùn)行后確定塞棒應(yīng)該往哪個(gè)方向移動(dòng)多遠(yuǎn),使塞棒移動(dòng)適當(dāng)?shù)木嚯x,確保澆池的液位在設(shè)定的范圍內(nèi)。
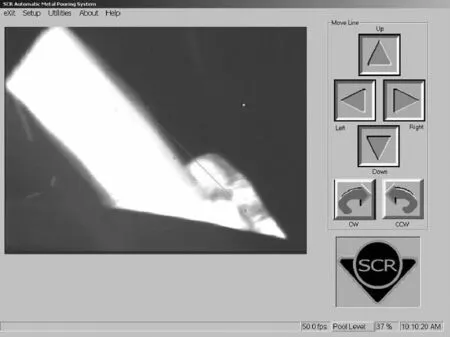
圖2 澆池畫(huà)面
1.2 澆包的銅液重量控制
通過(guò)安裝在澆包下面的稱(chēng)重傳感器來(lái)確定澆包內(nèi)銅液的重量,使用位置傳感器來(lái)檢測(cè)保溫爐傾斜角度。通過(guò)這個(gè)傾斜角度的信號(hào)來(lái)計(jì)算保溫爐內(nèi)的銅液量,銅液的重量在AMPS操作觸摸屏上顯示。通過(guò)稱(chēng)重傳感器和保溫爐位置的信號(hào),PLC計(jì)算出準(zhǔn)確的保溫爐傾斜時(shí)間和角度,使?jié)舶囊何槐3衷谡K健.?dāng)澆包的銅液減少到規(guī)定的重量以下時(shí),PLC輸出信號(hào)控制保溫爐抬高,輸出更多的銅液,并在5 s后自動(dòng)檢測(cè)并比較,保證澆包的銅液在設(shè)定的范圍之內(nèi)。
2 故障總結(jié)
在安裝調(diào)試及試生產(chǎn)過(guò)程中,AMPS系統(tǒng)的各部分陸續(xù)發(fā)生了一些典型的故障,影響了系統(tǒng)的正常運(yùn)行。我們對(duì)這些故障做匯總和分析。
2.1 伺服系統(tǒng)故障
(1)當(dāng)伺服電機(jī)已抵達(dá)絲桿底部或控制塞棒過(guò)緊的時(shí)候,就會(huì)發(fā)生伺服控制器過(guò)載的情況,使電機(jī)無(wú)法自動(dòng)控制,進(jìn)而造成銅水失控。
(2)當(dāng)伺服電機(jī)到達(dá)零點(diǎn)時(shí),如果還往下關(guān)閉伺服,將會(huì)造成伺服電機(jī)過(guò)載跳閘,塞棒失控。
(3)塞棒安裝完畢后,經(jīng)過(guò)一段時(shí)間(約1 min)后,塞棒自動(dòng)向上移動(dòng),由于觸摸屏上塞棒位置為柱狀圖顯示,無(wú)法察覺(jué),使得剛出銅時(shí)出現(xiàn)滲漏,造成澆嘴堵塞,設(shè)備停機(jī)。
2.2 傳感器故障
(1)澆包重量傳感器出現(xiàn)故障,澆包重量輸出與實(shí)際不符,澆包重量自動(dòng)控制無(wú)法實(shí)現(xiàn),被迫采用手動(dòng)進(jìn)行保溫爐銅水傾倒,導(dǎo)致銅液流量不穩(wěn),澆池波動(dòng)較大。
(2)視頻傳感器發(fā)生故障,造成視頻傳感器無(wú)輸出,PLC無(wú)法接受到液位信息的模擬量信號(hào),圖2屏幕無(wú)亮度顯示,設(shè)備被迫停機(jī)。
3 解決措施
通過(guò)分析以上這些故障,并結(jié)合AMPS系統(tǒng)原理以及現(xiàn)場(chǎng)安裝情況,對(duì)這些故障采取了一些針對(duì)性的解決措施,包括修改程序、改進(jìn)安裝方法、增加防護(hù)措施等,有效地保證了設(shè)備的正常運(yùn)行。
3.1 相關(guān)程序的修改
整個(gè)AMPS系統(tǒng)涉及的軟件較多,主要有PLC的RSLogix 5000,觸摸屏使用的Vijeo Designer,伺服控制的Power Tools Pro等等。使用Vijeo Designer軟件增加了塞棒位置數(shù)字顯示程序,開(kāi)機(jī)時(shí)通過(guò)監(jiān)測(cè)塞棒漂移數(shù)字,從而得到伺服電機(jī)編碼器的準(zhǔn)確位置,確保了塞棒零點(diǎn)不漂移;使用RSLogix 5000修改系統(tǒng)的PLC程序,在程序中增加塞棒位置的零點(diǎn)限位,保證在快速關(guān)閉澆鑄的時(shí)候,伺服無(wú)法過(guò)零點(diǎn),從而避免了此類(lèi)故障的發(fā)生。
3.2 塞棒、伺服電機(jī)安裝方法的調(diào)整
針對(duì)伺服電機(jī)的問(wèn)題,采用開(kāi)機(jī)前進(jìn)行試裝,保證塞棒在澆包中的位置安裝正確,同時(shí)監(jiān)控伺服控制器的相關(guān)實(shí)時(shí)數(shù)據(jù),保證無(wú)漂移(見(jiàn)圖3)。

圖3 伺服控制器位置監(jiān)控
3.3 澆包支架的調(diào)整處理
針對(duì)稱(chēng)重傳感器測(cè)量顯示不準(zhǔn)確的問(wèn)題,發(fā)現(xiàn)該澆包只采用了兩個(gè)重量傳感器。以前在安裝的過(guò)程中,澆包支架側(cè)面懸掛與支撐架接觸,造成澆包在移動(dòng)后經(jīng)常出現(xiàn)稱(chēng)重不準(zhǔn)的情況,對(duì)澆包支架進(jìn)行切割等處理,并運(yùn)用稱(chēng)重傳感器監(jiān)控軟件進(jìn)行設(shè)置及監(jiān)控,大幅度縮小了誤差。
3.4 硬件的防護(hù)措施
視頻傳感器是整個(gè)AMPS的核心部件,由于該設(shè)備不支持熱插拔,而在控制柜里進(jìn)行工作極易碰到視頻計(jì)算機(jī)系統(tǒng),造成板卡損壞,因此對(duì)計(jì)算機(jī)系統(tǒng)做了專(zhuān)門(mén)防護(hù),避免了板卡損壞等故障的發(fā)生。
4 結(jié)束語(yǔ)
我們引進(jìn)的美國(guó)南線公司SCR3000銅桿生產(chǎn)線從2013年3月份開(kāi)始試生產(chǎn)。通過(guò)不斷的消化吸收,逐漸掌握了該設(shè)備的調(diào)試維護(hù)方法,并對(duì)日常運(yùn)行中出現(xiàn)的問(wèn)題采取了一系列針對(duì)性的措施。通過(guò)這些措施,之前頻繁出現(xiàn)的故障得到了徹底解決,確保了生產(chǎn)線能更穩(wěn)定的運(yùn)行。
[1] 錢(qián)曉龍.Control logix系統(tǒng)電力行業(yè)自動(dòng)化應(yīng)用培訓(xùn)教程[M].北京:機(jī)械工業(yè)出版,2009.
Debugging and M aintenance for the AM PS System on Copper Rod Production Line
SONG Qiao-yu,HU Ding-zhi,HUANG Ding-feng
(Wuhu Xinsheng Electrical Material Co.,Ltd.,Wuhu 241000,China)
Working principle of Automatic Metal Pouring System(AMPS)on SCR3000 copper rod production line from Southwire company is introduced.Equipment trouble is summarized and analyzed considering the commissioning experiences,methods of troubleshooting are described clearly.
SCR3000 copper rod production line;automatic metal pouring system(AMPS);casting;metal level
TM247
A
1672-6901(2014)03-0040-03
2013-11-15
宋巧雨(1977-),男,工程師.
作者地址:安徽蕪湖市鳩江區(qū)陶上18號(hào)[241000].
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
汽車(chē)維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
測(cè)控技術(shù)(2018年9期)2018-11-25 07:45:00
石油化工自動(dòng)化(2018年5期)2018-11-14 02:34:30
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
汽車(chē)維護(hù)與修理(2016年10期)2016-07-10 08:17:41
汽車(chē)維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
汽車(chē)維護(hù)與修理(2015年2期)2015-02-28 12:15:41
