港口機(jī)械用中壓卷筒電纜護(hù)套工藝改進(jìn)
2014-07-02 00:33:17陳宇坤馬會靜董振園
電線電纜 2014年3期
關(guān)鍵詞:工藝
陳宇坤, 王 昆, 馬會靜, 董振園, 陳 松, 張 蓓
(江蘇亨通電力電纜有限公司,江蘇蘇州215234)
港口機(jī)械用中壓卷筒電纜護(hù)套工藝改進(jìn)
陳宇坤, 王 昆, 馬會靜, 董振園, 陳 松, 張 蓓
(江蘇亨通電力電纜有限公司,江蘇蘇州215234)
介紹港口機(jī)械用中壓卷筒電纜的結(jié)構(gòu),通過改進(jìn)外護(hù)套的模具角度、配模方式,從根本上解決電纜外護(hù)套擠出過程中產(chǎn)生的卡模、鼓包、炸口等質(zhì)量問題。
中壓卷筒電纜;外護(hù)套;卡模;鼓包;硫化工藝;配模
0 引言
在港口機(jī)械設(shè)備往返移動的電力系統(tǒng)中,由于電纜工作環(huán)境惡劣,必須承受拉伸力和扭轉(zhuǎn)力,護(hù)套材料性能下降較快,因此港口用中壓卷筒電纜普遍采用內(nèi)護(hù)套+滌綸絲編織加強(qiáng)+外護(hù)套相融合方式來增強(qiáng)電纜的抗扭轉(zhuǎn)性能。但是該護(hù)套結(jié)構(gòu)在工藝實現(xiàn)方面難度大,經(jīng)常會發(fā)生卡模、鼓包、炸口現(xiàn)象。我們通過分析現(xiàn)有工藝存在的問題,找到合適的加工方法,在不增加成本的情況下,解決卡模、鼓包、炸口等問題。
1 結(jié)構(gòu)與工藝流程
圖1為港口機(jī)械用中壓卷筒電纜的結(jié)構(gòu)示意圖。
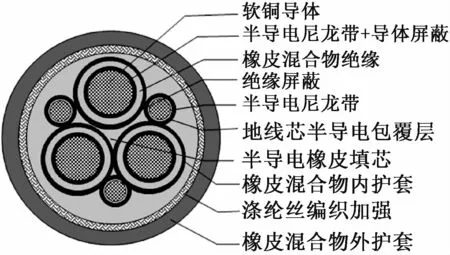
圖1 港口機(jī)械用中壓卷筒電纜截面圖
電纜的制造工藝流程如下:拉絲→退火→鍍錫→絞合→絕緣(地線芯)擠出→動力線芯和地線芯成纜絞合→擠包內(nèi)護(hù)套→滌綸絲編織→擠包外護(hù)套→成品檢測。
電纜制造工藝過程中涉及卡模、鼓包、炸口的工序有內(nèi)護(hù)套工序、滌綸絲編織工序、外護(hù)套工序。
2 現(xiàn)有工藝存在問題
2.1 內(nèi)護(hù)套硫化不充分
因為內(nèi)護(hù)套、滌綸絲及外護(hù)套之間的粘連強(qiáng)度不夠,所以內(nèi)護(hù)套加工工序易出現(xiàn)硫化不充分,導(dǎo)致纜芯擠壓不嚴(yán)實。在生產(chǎn)外護(hù)套時,編織過滌綸絲的纜芯要再次經(jīng)過高溫壓力,故使纜芯和內(nèi)護(hù)套間的空氣膨脹產(chǎn)生比較大的間隙(熱脹冷縮原理)。隨著生產(chǎn)長度的增加,氣體會往后聚集。內(nèi)護(hù)套會因內(nèi)部膨脹的氣體而被撐大,使滌綸絲松散,當(dāng)內(nèi)護(hù)套膨脹外徑超過模芯時,滌綸絲會和內(nèi)護(hù)套聚集一起卡模。
2.2 滌綸絲受潮
滌綸絲在空氣中長期放置時,會吸收一定的水分。生產(chǎn)外護(hù)套時,編織滌綸絲的纜芯要再次進(jìn)入高溫硫化管,水分揮發(fā)為水蒸氣。隨著電纜生產(chǎn)距離的增長,水蒸氣在內(nèi)護(hù)套和外護(hù)套之間聚集。當(dāng)水蒸氣聚集量大于外護(hù)套材料的彈性收縮力時,外護(hù)套就會起泡。
2.3 外護(hù)套模芯和模套角度過大
傳統(tǒng)外護(hù)套生產(chǎn)模芯角度β一般設(shè)定為98°,模套的角度α設(shè)定為113°,模具見圖2。此種模具配比會使纜芯在機(jī)頭中通過模芯時受到較大的垂直壓力和反向推力。機(jī)頭內(nèi)的融壓可以達(dá)到280 bar,尤其在內(nèi)護(hù)套厚度比較薄的地方,內(nèi)護(hù)套和滌綸絲都會受壓力聚集,當(dāng)超過模芯外徑時就會卡模。
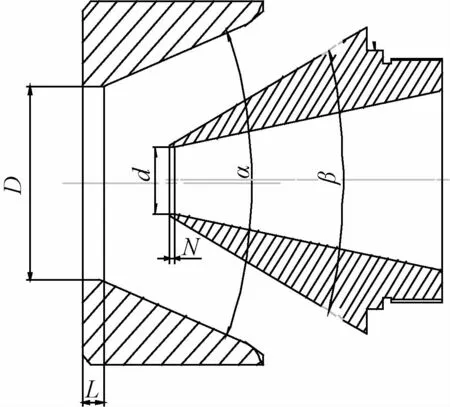
圖2 外護(hù)套模具示意圖
2.4 外護(hù)套收尾操作時降壓過快
外護(hù)套收尾階段時,為了保證橡皮護(hù)套能夠充分硫化,都會采用先減速后降壓的方式。降壓的快慢成為影響成敗的關(guān)鍵。如果降壓過快,就會在硫化管的出氣口處因壓力急劇降低造成外護(hù)套層的內(nèi)部和外部壓力不平衡而炸口(圖3);如果過慢就會使外護(hù)套硫化過于充足,造成材料斷裂伸長率不合格。
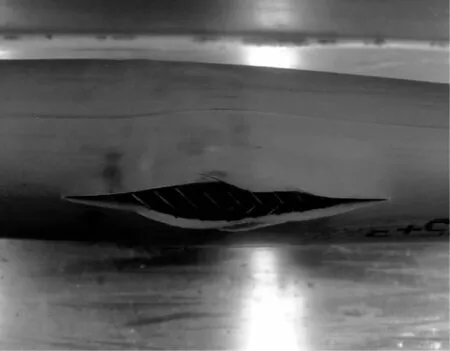
圖3 外護(hù)套炸口圖
3 工藝改進(jìn)
3.1 內(nèi)護(hù)套硫化充分
我們采用的生產(chǎn)設(shè)備為德國特勒斯特150連續(xù)硫化生產(chǎn)線,擠橡機(jī)溫區(qū)示意圖如圖4。內(nèi)護(hù)套的材料采用以氯化聚乙烯為基料的橡膠,材料的性能滿足VDE 0207.21-1993[1]中的EM5。橡膠材料的正硫化點(185℃)為2~5 min。
連續(xù)硫化生產(chǎn)線采用充分硫化工藝生產(chǎn),150擠橡機(jī)的硫化工藝參數(shù)見表1。

圖4 擠橡機(jī)溫區(qū)示意圖
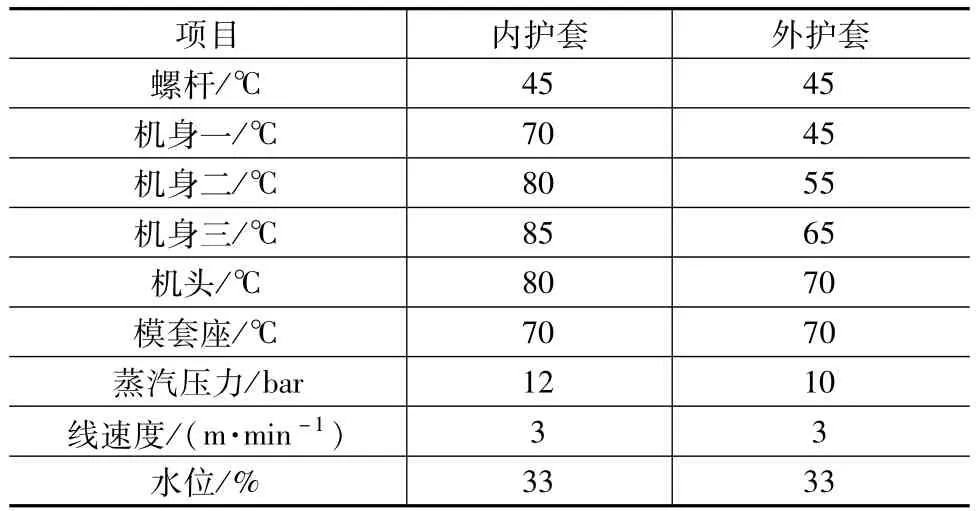
表1 硫化工藝參數(shù)表
3.2 滌綸絲烘干處理
在開機(jī)前一定將滌綸絲烘干,以烘房為例,一般放置2 h即可。
3.3 外護(hù)套的硫化工藝和配模比
外護(hù)套加工是關(guān)鍵的一環(huán),卡模和起泡通常都是在此工序出現(xiàn)。外護(hù)套的材料是以氯丁膠為基料的橡膠料,材料的性能滿足VDE 0207.21中的5GM5。
電纜的外護(hù)套以正常硫化進(jìn)行,工藝參數(shù)見表1。要保證膠料在硫化管內(nèi)充分硫化。如果硫化不充分,護(hù)套的抗拉強(qiáng)度達(dá)不到標(biāo)準(zhǔn)要求。也不能過硫,過硫會使電纜整體過硬,容易造成電纜在高低溫的惡劣使用環(huán)境中護(hù)套開裂。
經(jīng)過多次實踐驗證,減小膠料對纜芯壓力的關(guān)鍵措施:(1)減小模套角度(α角),減小模芯的角度(β角),使模套和模芯角度差(α-β)盡量達(dá)到20°為最佳;(2)對模距離調(diào)整為護(hù)套厚度的2~3倍;(3)減小模套的承徑L,一般達(dá)到內(nèi)護(hù)套厚度的2倍。此種模具配合使纜芯在機(jī)頭中通過模芯時受到較小的垂直壓力和反向推力,可以有效解決外護(hù)套生產(chǎn)的卡模問題。
外護(hù)套配模比推薦:模芯=纜芯最大外徑+(2~3)mm,模套=模芯外徑+護(hù)套厚度×2+1mm。
3.4 外護(hù)套收尾操作方法
在外護(hù)套收尾階段,遵循緩慢地降低蒸汽壓力、后升水位原則。延長將蒸汽壓力降為零的時間。降壓方式:每次降壓0.2 bar,降壓時間間隔30 s,緩慢將硫化管內(nèi)的蒸汽放出,當(dāng)蒸汽壓力降為設(shè)定值的一半時,再升水位,一般水位升到硫化管長度的50%即可。此種方式既可以保證護(hù)套充足硫化,又可以給外護(hù)套內(nèi)外部的氣壓平衡留有充裕的時間。
4 結(jié)束語
通過以上工藝改進(jìn),實現(xiàn)港口機(jī)械用中壓卷筒電纜連續(xù)生產(chǎn)5 km,不出現(xiàn)卡模、鼓包、炸口等問題,產(chǎn)品外觀平滑,外徑穩(wěn)定。因此合理設(shè)計模芯、模套角度,加之恰當(dāng)?shù)牧蚧に嚕梢越鉀Q卡模、鼓包、炸口等質(zhì)量問題。
[1] VDE 0207.21-1993 Insulating and sheathing compounds for cables and flexible cords,rubber sheathing compounds[S].
Technology Im provement for M edium Voltage Reeling Cable for Port M achinery
CHEN Yu-kun,WANG Kun,MA Hui-jing,DONG Zhen-yuan,CHEN Song,ZHANG Bei
(Jiangsu Hengtong Power Cable Co.,Ltd.,Suzhou 215234,China)
The structure ofmedium reeling cable of portmachinery is introduced.The quality problems of cable such as bump and breaking during extrusion process of sheath are solved essentially,which is by adjusting themould angle of sheath and fitting way ofmould.
medium reeling cable;outer sheath;die;bump;vulcanized process;fitting way ofmould
TM246.9
B
1672-6901(2014)03-0044-03
2014-02-17
陳宇坤(1986-),男,助理工程師.
作者地址:江蘇蘇州市吳江區(qū)七都工業(yè)園[215234].
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
