基于樣條插值算法的工業機器人軌跡規劃研究
2014-06-29 10:33:00成賢鍇顧國剛
組合機床與自動化加工技術 2014年11期
關鍵詞:規劃
成賢鍇,顧國剛,陳 琦,于 涌
(1.中國科學院 蘇州生物醫學工程技術研究所,江蘇 蘇州 215163;2.中國科學院 長春光學精密機械與物理研究所,長春 130033)
0 引言
在生產實踐中,工業機器人廣泛應用于焊接、噴漆、裝配和加工等領域[1]。對于機器人研磨拋光這樣的加工應用,通常以工業機器人作為結構主體,再在其末端搭載特定的加工工具或工件,結合控制系統形成完整的加工設備來實現加工[2]。對于工業機器人普遍存在重復定位精度高而絕對定位精度低的特點,可以通過一些補償來提高絕對定位精度[3-4]。然而工業機器人的控制系統通常是封閉且獨立的,對于超精密平面加工這類應用,只有直線和圓弧運動往往是不夠的,有時要讓夾持的工具沿特定的曲線運動,通過工業機器人常規的示教方式是很難完成的;而且隨著加工制造業數字化的發展,人們往往希望在只有電子圖紙或圖像的情況下就能進行加工[5-9]。
為了解決上述問題,在工件面型圖像中沿著面型高點采離散點,規劃出待加工軌跡,接著把離散點用三次B 樣條曲線插值算法進行插值,然后通過離線編程[10]把插值得到的數據點進行格式轉換,保存成機器人程序導入控制柜主機運行,把復雜的曲線運動分解成機器人語言中的直線或圓弧運動命令來實現。
1 軌跡規劃
如果要使工件得到超精密平面,在平面研磨拋光過程中,若只有簡單的直線運動和圓弧運動是不夠的,還需要根據工件實際的面型特征,規劃出較復雜的曲線運動。本文通過在工件測量得到的面型圖像上沿著加工路線移動,在路線上提取相關離散特征點,再把離散點用三次B 樣條曲線插值算法進行插值,插值點擬合的曲線即為規劃軌跡。
軌跡規劃的具體流程如下:打開工件測量得到的面型數據文件,如圖1 左所示。按住鼠標左鍵在圖像上沿著待加工路線移動,模擬運動軌跡,得到離散特征點連成的規劃軌跡,如圖1 右所示。可以根據實際情況設置每兩個采集點之間的距離。
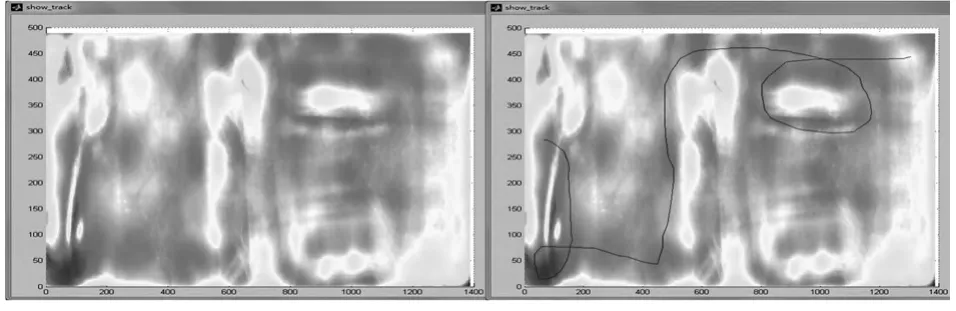
圖1 工件測量得到的面型圖像(左)和規劃軌跡(右)
B 樣條曲線具有幾何不變性、凸包性、保凸性、變差減小性、局部支撐性等許多優良性質,其定義如下:給定m+n+1 個平面或空間頂點Pi(i=0,1,…,m+n),稱n次參數曲線段:

為第k段n次B 樣條曲線段(k=0,1,…,m),這些曲線段的全體稱為n次B 樣條曲線,其頂點Pi(i=0,1,…,m+n)所組成的多邊形稱為B 樣條曲線的特征多邊形。
其中,基函數Gi,n(t)定義為:

當n=3,則有三次B 樣條曲線的基函數如下:
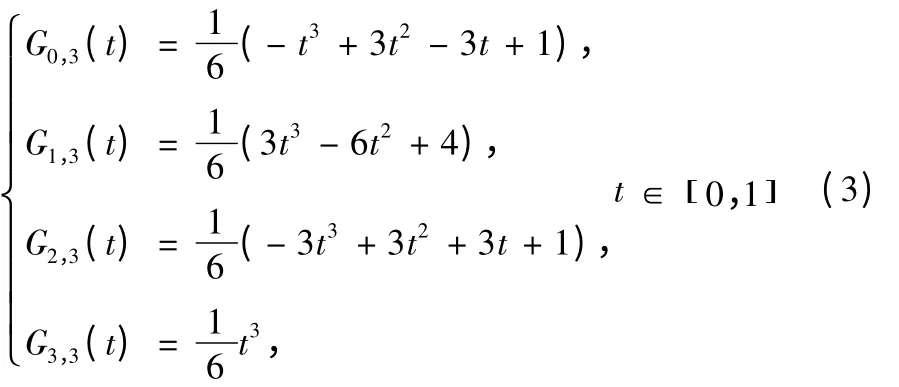
三次B 樣條曲線段P0,3(t)為:
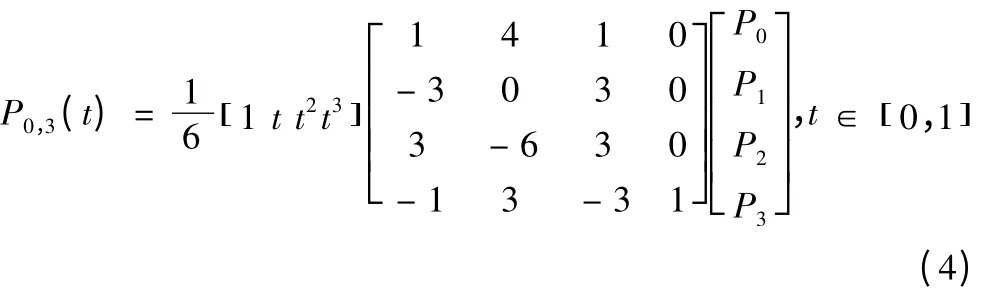
三次B 樣條曲線是一種逼近方法,不經過給定的數據點,曲線的位置不好控制,在研磨拋光加工的應用中需要曲線經過之前采的離散點,因此要用到插值[11-12],結合插值算法編制軟件。
在圖2 所示的樣條曲線優化軟件中,打開軌跡規劃時采的離散特征點的文件,文件中離散點位置如圖3 左所示。選擇插補間隔進行樣條優化,生成經過均勻三次B 樣條曲線插值后的優化曲線,如圖3 右所示。三次B 樣條曲線插值總點數顯示在軟件界面中。

圖2 規劃軌跡的樣條曲線插值軟件界面
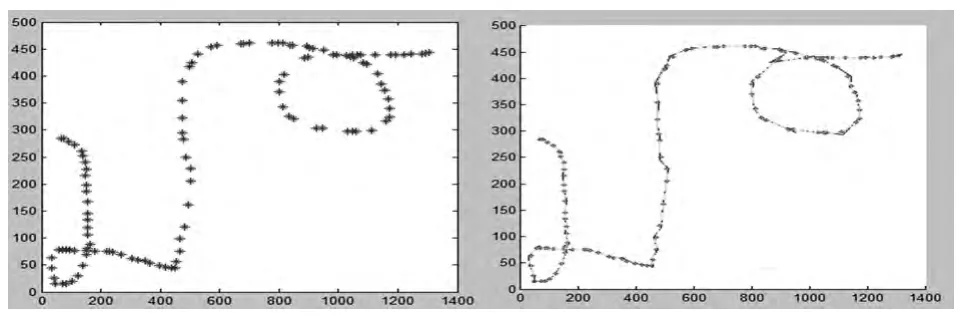
圖3 軌跡規劃時采的離散特征點(左)和三次B 樣條曲線插值點擬合的規劃軌跡(右)
為了統一工件面型、規劃軌跡和實際工件三者之間的參考坐標系,可以通過軟件的坐標轉換功能,把規劃軌跡的坐標系和工件實際尺寸坐標系進行匹配,流程如下:在圖像上取一點設置為坐標原點,再在圖像上取一點設置為坐標終點,然后設置兩點間的X軸間距和Y軸間距,從而實現坐標轉換。
2 離線編程
工業機器人的執行程序具有特定的文件類型和數據格式,在把規劃軌跡的文件導入到機器人控制柜主機之前,需要把文件類型和數據格式進行轉換。首先對三次B 樣條曲線插值后得到的規劃軌跡點進行數據格式轉換,在如圖4 所示的軟件界面中設置相關參數進行轉換,其中工件實際測量值與軟件編程數據值用來確定兩個參考坐標系的比例系數,統一兩者的單位長度;而偏置X、Y、Z,轉角A、B、C和機器人姿態參數S、T根據實際情況測量得到,為了保證機器人在工件上運動時姿態保持一致,所有位置點的S、T必須一致。
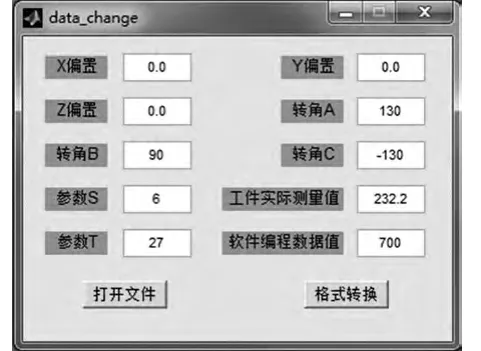
圖4 規劃軌跡的數據格式轉換軟件界面
生成各位置點的數據格式如式(5)所示,這是KUKA 機器人運動點的數據格式,
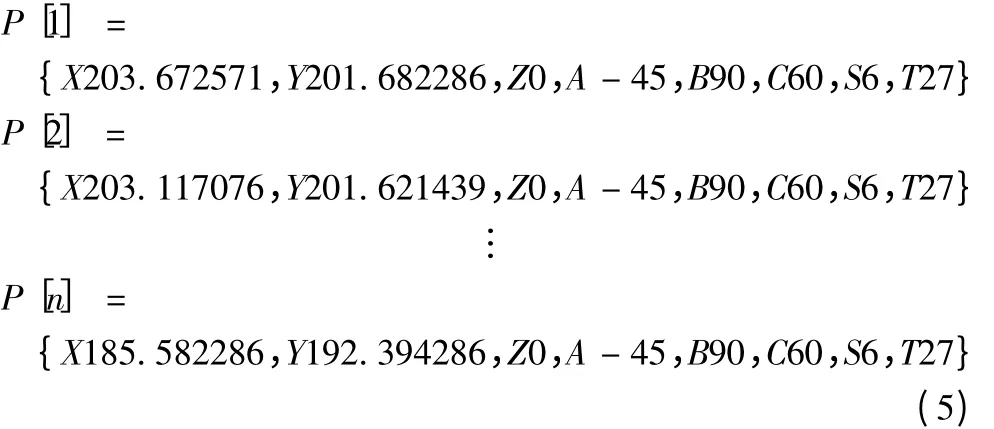
使用機器人的示教盒在線編寫一個簡單的可執行的程序,按照實際研磨拋光加工過程,在工件平面上采幾個特征點,然后把.SRC 和.DAT 兩個文件從機器人控制柜導出,在計算機中打開這兩個文件,把運動點的數據用之前轉換好的新數據進行替換,修改運動程序使之匹配新數據,保存后導入控制柜中調試運行。
3 實驗結果
本文以KUKA 公司的KR60HA 六軸工業機器人為研究對象,如圖5 所示。在機器人末端的法蘭盤上加裝一個實驗裝置,用來夾持筆或筆類工具。
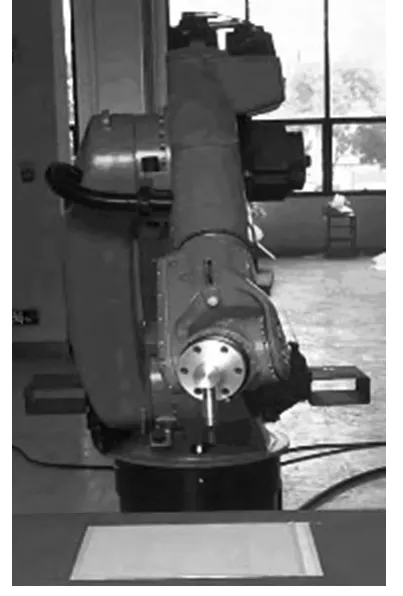
圖5 KUKA 工業機器人KR60HA
如圖6 左所示,仿照機器人研磨拋光的加工實際過程,把圖中畫出的路徑認為是待規劃的加工軌跡,在編制的軟件中規劃出這樣的軌跡,通過離線編程把程序導入機器人控制柜運行,實驗結果如圖6 右所示。實際操作是先在軟件上規劃出了加工軌跡,再把它按比例打印出來固定在桌子的合適位置上,然后在上面再固定一張透明紙,讓機器人運動時,末端夾持的筆可在透明紙上畫出運動軌跡,方便比較。實驗過程中,運動流暢沒有停頓,實際運動軌跡和規劃運動軌跡吻合得很好。機器人研磨拋光系統現已應用于實際加工。
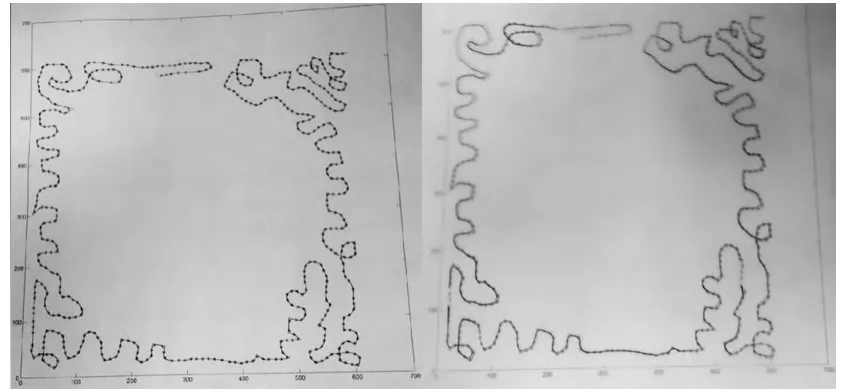
圖6 規劃軌跡(左)與實際運行軌跡(右)
4 結束語
本文針對工業機器人如何高效地實現復雜曲線運動進行了研究。工業機器人示教方式在線編程只提供了直線運動和圓弧運動,復雜的曲線運動需要分解成直線和圓弧運動來實現,實際操作效率不高且手動定位精度不高。把復雜的曲線運動路徑在工件面型圖像中規劃出來,通過離線編程方式把運動路徑上數據點格式轉換成機器人程序,把曲線運動轉換成直線和圓弧運動來實現。
實驗結果證明本方法可行,能夠滿足實際加工設備的使用要求。由于不同品牌工業機器人的程序語言與數據格式不太一樣,后續可以在格式轉換模塊中針對其他品牌工業機器人語言特點來添加程序,從而提高軟件的通用性。
[1]宮曉博,王建平. IRB140 型工業機器人連續軌跡控制的漢字繪制[J]. 現代制造工程,2010(2):135 -137.
[2]韓光超,孫明. 基于軌跡控制的機器人拋光工藝[J]. 華中科技大學學報(自然科學版),2009,37(2):75-77,84.
[3]龔星如,沈建新,田威,等. 工業機器人的絕對定位誤差模型及其補償算法[J]. 南京航空航天大學學報,2012,44(S):60 -64.
[4]周煒,廖文和,田威. 基于空間插值的工業機器人精度補償方法理論與試驗[J]. 機械工程學報,2013,49(3):42 -48.
[5]劉為志,欒楠,劉寶生. 基于G 代碼的工業機器人的自動編程[J]. 機器人,2002,24(6):497 -501.
[6]宋鵬飛,和瑞林,苗金鐘,等. 基于Solidworks 的工業機器人離線編程系統[J]. 制造業自動化,2013,35(5):1 -4.
[7]王引,仇曉黎,劉明燈,等. 基于NC 代碼的工業機器人加工軌跡規劃研究[J]. 組合機床與自動化加工技術,2012(8):14 -17.
[8]趙燕偉,鐘允暉,陳建,等. 基于UG 加工信息的工業機器人離線編程[J]. 機械設計與制造工程,2013,42(2):40 -44.
[9]焦恩璋,陳美宏. 圖形信息與機器人軌跡控制的研究[J]. 南京林業大學學報(自然科學版),2009,33(6):113 -116.
[10]繆燕,金平,尹佑盛. 雙機器人制造系統的網絡協作離線編程研究[J]. 計算機集成制造系統,2001,7(2):43 -47.
[11]勾治踐,牛永康,王成. 基于B 樣條的6R 機器人軌跡規劃及仿真[J]. 煤礦機械,2013,34(2):48 -50.
[12]符祥,郭寶龍. 三次均勻B 樣條插值曲線和曲面的矩陣形式[J]. 光電子·激光,2007,18(8):992 -995.
猜你喜歡
房地產導刊(2021年6期)2021-07-22 09:12:46
中國石油石化(2021年9期)2021-07-17 09:24:00
中國農民合作社(2020年12期)2020-12-18 09:09:58
公民與法治(2020年11期)2020-07-25 02:02:06
河南水利年鑒(2020年0期)2020-06-09 05:43:30
領導決策信息(2018年50期)2018-02-22 06:17:16
商周刊(2017年5期)2017-08-22 03:35:26
制造技術與機床(2017年3期)2017-06-23 08:11:34
中國衛生(2016年2期)2016-11-12 13:22:16
華東科技(2016年10期)2016-11-11 06:17:41
