高速銑削中刀具偏心跳動參數(shù)辨識
2014-06-29 10:35:40殷紅梅汪木蘭
組合機(jī)床與自動化加工技術(shù) 2014年11期
殷紅梅,汪木蘭,吳 玲
(1.淮安信息職業(yè)技術(shù)學(xué)院 機(jī)電工程系,江蘇 淮安 223003;2.南京工程學(xué)院 先進(jìn)數(shù)控技術(shù)江蘇省高校重點建設(shè)實驗室,南京 211167)
0 引言
在數(shù)控高速銑削中,銑削力作為評價銑削加工過程的一個重要物理參數(shù),能夠明顯的反映加工狀態(tài)過程的變化,與加工過程中的變形、振動和零件表面粗糙度有著密切的關(guān)系。目前國內(nèi)外學(xué)者研究靜態(tài)切削力模型較多,動態(tài)切削力研究較少,但在切削過程中,刀具偏心、跳動及刀具變形等都會直接影響瞬時未變形切削厚度的大小,進(jìn)而影響加工零件的精度,同時刀具偏心對表面粗糙度和刀具壽命等的影響也不容小視[1]。因此,對刀具偏心跳動進(jìn)行分析,建立包含刀具偏心跳動的銑削力模型顯得尤為重要,本文即針對銑削中不可忽視的刀具偏心跳動展開研究,包括其宏觀影響與微觀算式,確定由其產(chǎn)生的瞬時銑削切削厚度以及綜合瞬時銑削力中的偏心跳動參數(shù),為高速銑削中銑削力模型的建立奠定基礎(chǔ)。
1 刀具偏心跳動模型的建立
銑刀大部分為多刃銑刀,且為空間螺旋狀,比較復(fù)雜,在制造過程中經(jīng)常出現(xiàn)刀刃不對稱或者偏心現(xiàn)象,同時受到刀柄和主軸錐孔接觸剛度的影響,使得刀具回轉(zhuǎn)中心與幾何中心不重合,從而引起銑削過程中刀具的偏心跳動。偏心跳動一般可分為三種情況:第一種是刀具的回轉(zhuǎn)中心平行偏離了刀具的幾何中心;第二種是刀具的回轉(zhuǎn)中心與刀具的幾何中心在一平面內(nèi)成一定的夾角;第三種是刀具的回轉(zhuǎn)中心與刀具的幾何中心成一定的空間夾角[2]。
刀具偏心跳動通常出現(xiàn)在多切削刃的銑削過程中,可以通過刀具偏心量和偏心角來表示。由于刀具偏心的存在,刀齒上任意切削微元切削的實際半徑將會發(fā)生變化。在這里給出上述三種情形下實際半徑的具體函數(shù)表達(dá)式[3]。

模型一:刀具的回轉(zhuǎn)中心平行偏離了刀具的幾何中心式中,Ri,j、R分別表示第i個刀齒上的第j個切削微元的實際切削半徑和理想切削半徑,ρ 為刀具偏心量,λ刀具偏心角。
模型二:刀具的回轉(zhuǎn)中心與刀具的幾何中心在一平面內(nèi)成一定的夾角
式中,L為安裝后的刀具長度,η 為銑刀傾斜的角度。
模型三:刀具的回轉(zhuǎn)中心與刀具的幾何中心成一定的空間夾角
式中,γ 傾斜方向與平面的夾角。
2 刀具偏心跳動對切削厚度的影響分析
由于偏心跳動使得刀齒的實際切削半徑和理想切削半徑不同,從而導(dǎo)致刀齒切削路徑的變化,影響了瞬時未變形切削厚度。因此,在瞬時未變形切削厚度的計算中考慮偏心跳動非常必要。本文采用安裝與加工過程中最常見的模型I 對刀具偏心跳動進(jìn)行分析。根據(jù)對刀具切削微元受力情況分析得出未考慮刀具偏心的瞬時切削厚度可近似表示為:

下面加入偏心跳動影響,由于加入后的預(yù)測銑削力中參數(shù)的個數(shù)發(fā)生了變化,各個參數(shù)的辨識變得相對復(fù)雜。為簡化辨識過程,考慮適當(dāng)減少參數(shù)的個數(shù)。實際應(yīng)用中λ 一般為μm 數(shù)量級,遠(yuǎn)小于刀具半徑,刀具偏心跳動模型I 具有足夠的精度,且參數(shù)個數(shù)相對較少,極大地降低了辨識的難度。結(jié)合公式(3),最終得出考慮了刀具偏心的瞬時未變形切削厚度:

其中:mi為當(dāng)前切削微元(i,j)瞬時切除的材料是前幾個刀齒應(yīng)該切除的,fz為每齒進(jìn)給量。

圖1 偏心跳動對瞬時未變形切削厚度的影響
3 刀具偏心引起的銑削力計算
實踐表明,當(dāng)切削力系數(shù)為常數(shù)時,預(yù)測到的銑削力的精度并不準(zhǔn)確,尤其是小波動時的銑削力難以被預(yù)測,為了能夠精確反映切削力系數(shù)的尺寸效應(yīng),提高預(yù)測精度,本文采用切削厚度的指數(shù)函數(shù)和集中表示模型來表示切削力系數(shù),通過分析切削微元,建立某一時刻作用于銑刀上的三個方向的瞬時銑削力為:
根據(jù)銑削實際情況,我們將實測瞬時銑削力分為名義銑削力與由刀具偏心引起的銑削力兩個部分,實測銑削力中包含了刀具偏心跳動的影響,但是刀具偏心跳動的參數(shù)未知,根據(jù)江蘇大學(xué)王保升博士的《瞬時銑削力模型參數(shù)辨識及其試驗研究》得知,刀具偏心跳動對名義銑削力沒有影響[4],經(jīng)過銑削力分解得出由偏心跳動引起的銑削力可以表示為:
4 刀具偏心跳動參數(shù)辨識
在上文中,我們建立了三種刀具偏心跳動模型,模型的選擇直接影響著參數(shù)辨識的復(fù)雜程度和精確度,因此我們選擇只包含ρ、λ 的刀具偏心跳動模型進(jìn)行參數(shù)辨識。在假設(shè)mi =1 的情況下,意味著當(dāng)前刀齒切除的材料為前一刀齒應(yīng)該切除卻未切除掉的。瞬時切削厚度可簡化為:

在已知切削力系數(shù)的基礎(chǔ)上,通過求取實測值與預(yù)測值之差的平方和的最小值來建立刀具偏心跳動系數(shù)模型,具體步驟如下:
(1)在銑刀旋轉(zhuǎn)一周內(nèi)選取S個可以代表波形變化規(guī)律的旋轉(zhuǎn)角度作為樣本點,獲得相應(yīng)的x、y和z方向上的實測銑削力。即
(2)設(shè)置初始值ρ=0,λ=0 。也就意味著此時不存在刀具偏心跳動,因此根據(jù)瞬時未變形切削厚度近似表達(dá)式hi,j(φ)= fzsinθi,j(φ)計算出瞬時未變形切削厚度,利用瞬時銑削力模型計算出x、y和z方向上的銑削力以及在各個位置角上實測銑削力與預(yù)測銑削力差的平方和δ(ρ,λ);
(3)設(shè)置迭代步長為Δρ 和Δλ,并使ρ=ρ+Δρ。此時,存在刀具偏心跳動,利用式(4)和銑削力分解式分別計算出瞬時未變形切削厚度和x、y和z方向上的銑削力,同樣計算出各個位置角上實測銑削力與預(yù)測銑削力差的平方和,δmin=δ(ρ,λ);
(4)設(shè)置最大值為ρc,判斷ρ ≤ρc是否成立。若成立,計算出判 斷δ(ρ,λ)≤δmin是否成立,若成立,賦值ρb =ρ,λb =λ 后重復(fù)執(zhí)行步驟(3),若不成立,直接重復(fù)執(zhí)行步驟(3)并判斷λ ≤2π 是否成立,若成立,則置λ=λ+Δλ 、ρ=0 ,并繼續(xù)執(zhí)行步驟(3),若不成立,則此時的ρ、λ 即為優(yōu)化結(jié)果。利用此方法的流程圖如圖2 所示[5]。
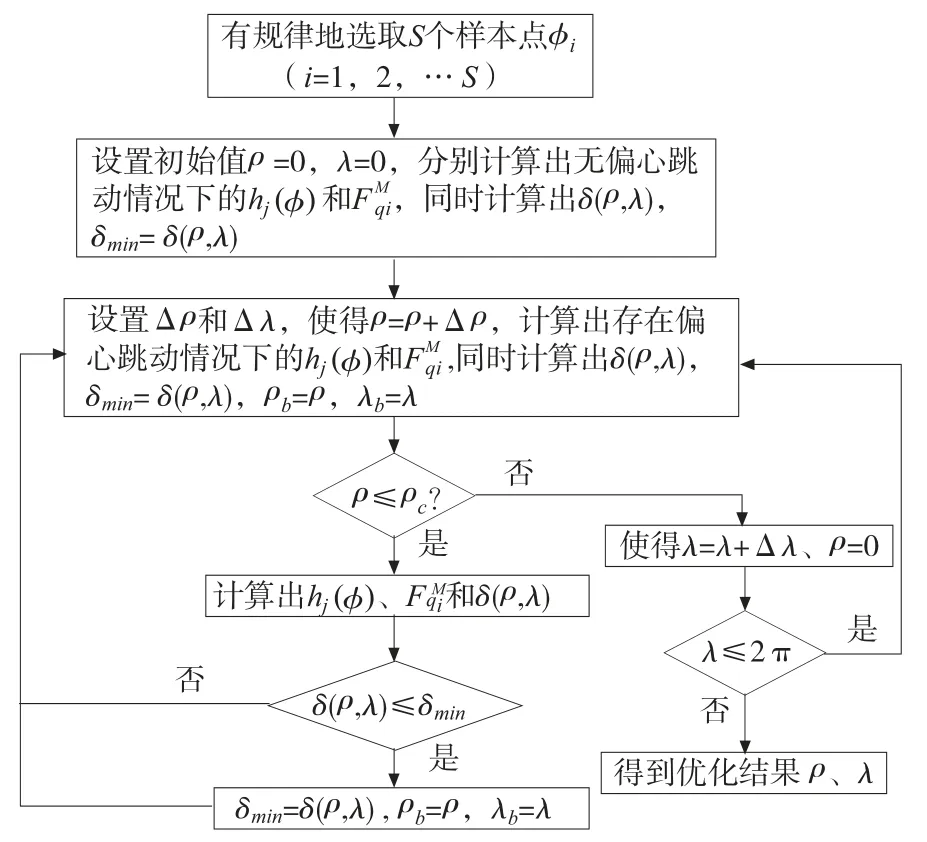
圖2 刀具偏心跳動參數(shù)辨識流程圖
5 刀具偏心參數(shù)辨識試驗研究
確定參數(shù)辨識的原理與過程后,下面通過銑削試驗,根據(jù)一定的銑削條件進(jìn)行實際銑削中刀具偏心跳動參數(shù)ρ、λ 的確定。在試驗過程中,刀具參數(shù)不變,保持加工過程處于穩(wěn)定狀態(tài),在合理選擇銑削參數(shù)—銑削速度、每齒進(jìn)給量、軸向切深和徑向切深的基礎(chǔ)上進(jìn)行試驗。試驗中選用工件材料為Al6061 -T6,尺寸為90mm×90mm×35mm。選用刀具為平底立銑刀,材料為硬質(zhì)合金,直徑16mm,刀齒數(shù)為2,螺旋角為30°。選用機(jī)床為德西數(shù)控銑床XK—L650,轉(zhuǎn)速范圍為60~6000r/min,最大功率為5.5kW,最大轉(zhuǎn)矩為8N.m。銑削方式銑削方式為順銑,干切削。其他設(shè)備及系統(tǒng)測力系統(tǒng)由動態(tài)切削測力儀、電荷放大器、數(shù)據(jù)采集系統(tǒng)及分析軟件組成。x、y和z方向上的銑削力通過測力儀轉(zhuǎn)換為電信號,并通過電荷放大器后進(jìn)行放大,最后輸送到數(shù)據(jù)采集系統(tǒng)由計算機(jī)分析軟件進(jìn)行分析處理[6-7]。
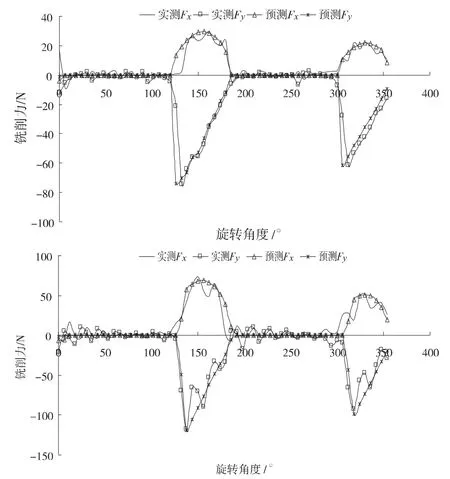
圖3 試驗1 與試驗2 實測銑削力與預(yù)測銑削力比較(包含偏心跳動)
依據(jù)上述辨識方法,設(shè)定初始條件ρ=0 、λ=0 ,偏心跳動參數(shù)的最大值為ρc =20μm,搜索步長Δρ=0.1μm、Δλ=1°。以2 組實驗的實測銑削數(shù)據(jù)為基礎(chǔ)(具體銑削實驗參數(shù)見表1),編寫MATLAB 程序,包含偏心跳動因素的實測銑削力與預(yù)測銑削力比較圖如圖3 所示,辨識結(jié)果如表2 所示。

表1 銑削參數(shù)設(shè)計
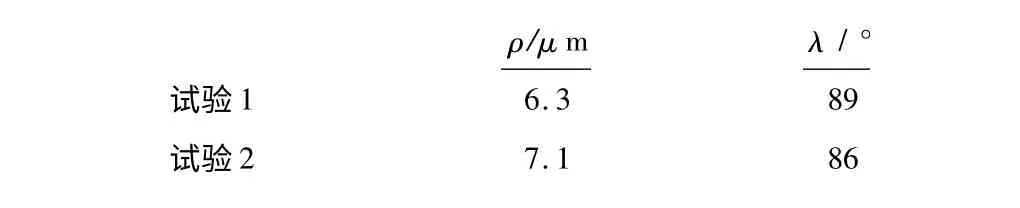
表2 偏心跳動參數(shù)辨識結(jié)果
由圖3 可知,加入刀具偏心跳動參數(shù)后,預(yù)測出的銑削力與實測銑削力具有相對較好的一致性。而從表2 和大量的試驗可以得出,在銑削參數(shù)不同的情況下,偏心跳動參數(shù)略有不同,刀具偏心量隨著進(jìn)給量與軸深的增加而增加,最后趨于穩(wěn)定。最終證明了這種偏心參數(shù)確定方法的可行性。
6 總結(jié)
本文以高速銑削中的銑削參數(shù)為研究對象,以平底立銑刀的立銑加工為例對高速銑削中偏心跳動對加工產(chǎn)生的影響尤其是瞬時切削厚度的影響進(jìn)行分析,建立偏心跳動數(shù)學(xué)模型,給出了偏心跳動參數(shù)偏心量與偏心角度的推理與辨識方法,并通過實驗證實了方法的可行性,為高速銑削動態(tài)切削力的模型建立以及參數(shù)確定提供了幫助。
[1]汪木蘭. 數(shù)控原理與系統(tǒng)[M]. 北京:機(jī)械工業(yè)出版社,2008.
[2]王啟東,劉戰(zhàn)強(qiáng),湯愛民,等. 平頭螺旋刃立銑刀切削力預(yù)報模型的建立與數(shù)值仿真(一)—刀具幾何參數(shù)對銑削力的影響[J]. 刀具技術(shù),2011,45(3):17 -22.
[3]王保升. 瞬時銑削力模型參數(shù)辨識及其試驗研究[D].鎮(zhèn)江:江蘇大學(xué),2011.
[4]吳玲,王保升,汪木蘭,等.基于遺傳算法的銑削參數(shù)優(yōu)化[J]. 組合機(jī)床與自動化加工技術(shù),2014(4):108 -111.
[5]潘永智,艾興,唐志濤,等.基于切削力預(yù)測模型的刀具幾何參數(shù)和切削參數(shù)優(yōu)化[J]. 中國機(jī)械工程,2008,19(4):428 -431.
[6]時政博,黃筱調(diào),丁文政,等. 基于自適應(yīng)控制技術(shù)的銑削參數(shù)優(yōu)化[J].組合機(jī)床與自動化加工技術(shù),2012(4):105 -107.
[7]J. M,Zuo,L. Wu,M. L Wang,et al. Efficient prediction of runout parameters in end milling operation[J].Advanced Materials Research,2013,681 :186 -190.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
中華詩詞(2020年1期)2020-09-21 09:24:52
數(shù)學(xué)物理學(xué)報(2020年2期)2020-06-02 11:29:24
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
核科學(xué)與工程(2015年4期)2015-09-26 11:59:03
