基于尺寸路徑圖的組合夾具裝配方法研究*
2014-06-29 10:35:30杜夏威閆獻國王曉慧
組合機床與自動化加工技術 2014年11期
杜夏威,郭 宏,閆獻國,王曉慧
(太原科技大學 機械工程學院,太原 030024)
0 引言
隨著CAD 技術的發展,利用計算機進行組合夾具設計的研究越來越多,其中包括對組合夾具自動裝配方面提出的一些想法和見解。謝曉文建立了計算機輔助組合夾具設計(CAMFD)系統的架構,提出參數化的組合夾具元件建模技術以及基于粗糙集知識發現的組合夾具設計技術[1]。沈曉紅等利用VC+ +6.0、MDT、Access 等軟件對組合夾具元件進行數據驅動,實現了對其進行參數化特征建模和快速查詢夾具元件的幾何信息[2]。陳蔚芳提出了夾具裝配模型分層的思想,將裝配模型分為節點層和表面層,并通過引入有效表面和有效路徑的概念,建立了組合夾具工件—元件以及元件—元件的快速裝配模型[3],但只能應用于結構較為簡單的組合夾具。易文等利用Visual Basic 對Solid-Works 進行二次開發,采用基于規則推理技術(RBR)及基于實例推理技術(CBR)的混合推理技術,開發了一種槽系組合夾具CAD 系統[4],但未能實現組合夾具元件的自動裝配。王曉慧等人建立了裝配尺寸路徑圖[5],并將其運用于零件裝配中,完成了對零件尺寸的標注。本文提出將尺寸路徑圖的原理運用在組合夾具的裝配中,避免了在計算機輔助夾具設計中,三維模型難以裝配,理論說明不夠直觀的問題。用尺寸路徑圖的原理對組合夾具元件進行表示,實現了組合夾具元件的選取及基于實例推理的夾具裝配方案設計。
1 具有尺寸路徑圖元素標注的組合夾具元件的建立
1.1 尺寸路徑圖介紹
尺寸路徑圖結合了圖形表達直觀而文字描述準確之共同優點,采用文字描述的圖形表達裝配體的裝配情況。
用英文字母按順序自下往上(或自左到右)依次表示組合夾具中的夾具元件。用數字加英文字母來表示該元件的要素(一般都為元件的面),如圖1 中A 表示該組合夾具元件,1A、2A 分別表示該元件的下表面和上表面。
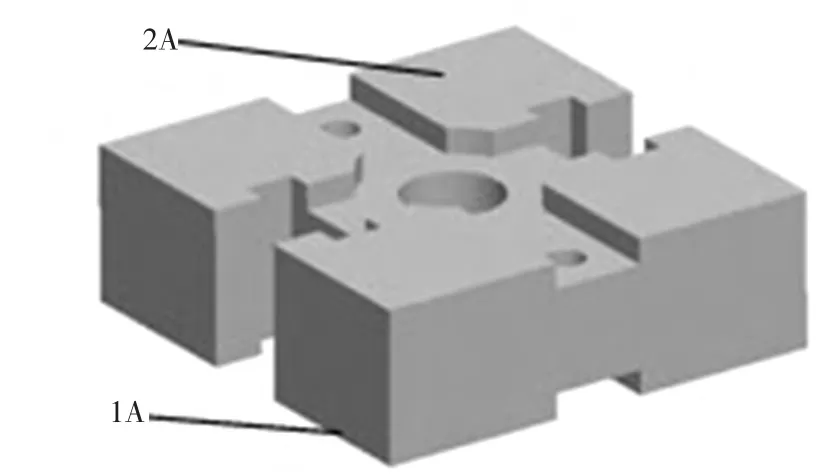
圖1 對稱槽方支承元件
如圖2 中,B、C 兩元件堆疊起來,則除了用1B、3C表示兩元件未接觸的兩個面外,用2BC 表示兩元件的接觸面[6]。
這樣標注的優點在于:
(1)從字母中可直觀看出尺寸跟被加工工件有關的組合夾具元件的數量,例如某組元件中元件所命名字母中,在字母表中排序最靠后的是I,則表示共有9個(I 在字母表中順序排第9)元件的尺寸跟被加工工件有關;
(2)字母也可以顯示出元件在組合夾具中的排列次序,有利于自動裝配的實現;
(3)反映了元件的裝配情況,例如2AB 表示A、B兩個元件是緊靠在一起的,結合面是2 面,而2A3B 則表示元件A 的2 面與元件B 的3 面之間的間隙尺寸;
(4)可以直接看出所有跟被加工工件有關的尺寸的數量,便于降低尺寸誤差。尺寸的數量=裝配夾具要素命名的最大序號-1。例如,一組裝配夾具最后一個元件要素名稱為16,則該裝配體有15 個尺寸影響組合夾具的誤差。
1.2 組合夾具元件的標注
元件庫中每個元件都由一個英文字母表示,元件的面是由數字加字母表示,具體的數字和字母是根據元件所在組合夾具中的位置而定。數字和字母是在組合夾具的某一個方向上按照一定的順序進行分配的,一般按從下往上、從左往右、從前往后的順序。例如某夾具體的支撐部分需要4 個支承件疊放在一起,給這部分標注的時候就從下往上依次為A、B、C、D。這樣就可以利用尺寸路徑圖來表示該部分的組合情況即:
1A-2AB-3BC-4CD-5D。
1.3 組合夾具的自動裝配
組合夾具方案的選擇上,本文采用CBR 技術[7],CBR 就是基于案例的推理技術。是一種相似或類比的推理方法,它是通過訪問知識庫中過去同類問題的求解從而獲得當前問題解決方案的一種推理模式,簡言之就是一種借鑒過去案例來解決新問題的方法,適合于解決知識不確定、弱理論領域的問題,根據新問題的描述進行模式匹配的過程。
首先用戶輸入工件的名稱或其他特征屬性,然后系統開始通過其名稱或其他元件屬性進行實例推理,檢索出相似度高的實例,然后通過所加工工件尺寸對夾具元件尺寸進行合理修改,給出若干套方案,再從元件庫中搜索元件類型及數量是否能滿足方案要求,如能滿足則系統給出最終方案,如不能滿足,系統則自動將該方案淘汰。
由此看來,加工同種類型不同尺寸的工件,只需將一套組合夾具中同種類型的夾具元件換成適合被加工工件尺寸的夾具元件即可。根據這個原理,本文利用VB 對Pro/E 進行二次開發,開發出了一套根據工件尺寸自動選擇合適尺寸的夾具元件并自動生成尺寸路徑圖的系統。
2 系統實例介紹
2.1 組合夾具實例介紹
該實例中被加工工件為鋼制異徑四通,如圖3 所示,加工對象為通孔,要在上下兩側鉆出直徑12mm 通孔[8]。

圖3 被加工工件
通過CBR 技術檢測出組合夾具庫中的組合夾具模型如圖4 所示。
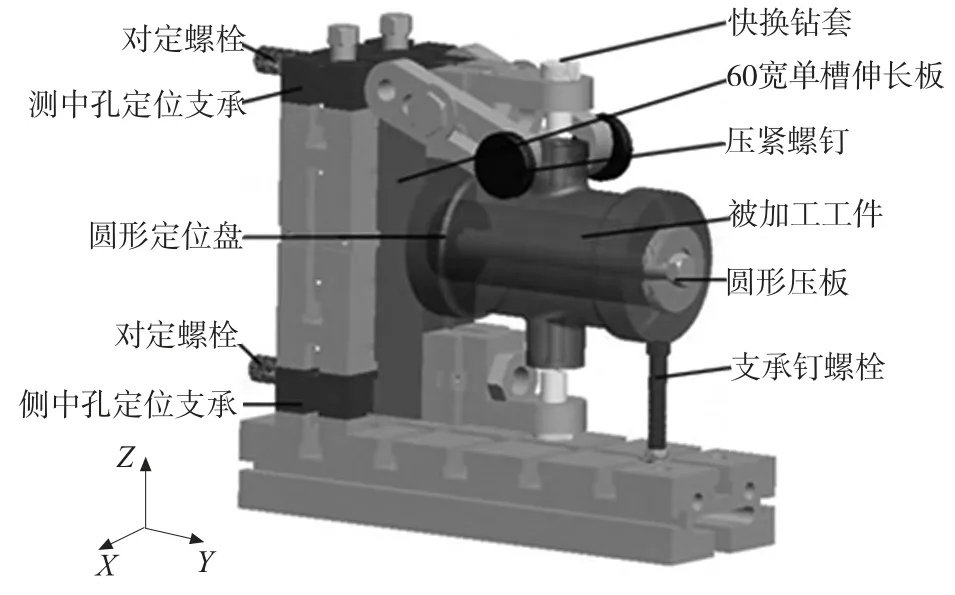
圖4 組合夾具裝配圖
由于該被加工工件幾何形狀具有回轉中心,所以可選用一種回轉式組合夾具,該套組合夾具分為基體和回轉體兩部分,基體為基礎板和左側的支承件,回轉體包括被加工工件的夾緊件、鉆模板、鉆套及60 寬單槽伸長板。除了夾緊螺釘及固定夾緊螺釘所需的元件,回轉體其他部分都以工件的幾何中心為基準上下對稱,所以夾具體的支承部分也需上下對稱,如圖4 所示。工件一次定位夾緊在回轉體上,由一個圓形定位盤套入工件的左側中通孔中,限制了工件的X、Z 兩個方向自由度;60 寬單槽伸長板抵住工件左側平面,限制了工件Y 方向自由度以及工件X 和Z 方向的旋轉自由度;前后兩面壓緊螺釘抵住工件前后兩側限制了工件Y 方向旋轉自由度,從而實現工件的完全定位。工件右下部用支承釘螺栓起輔助支承的作用,右邊圓形壓板通過螺栓將工件壓緊。加工時,鉆頭從工件上部快換鉆套中導入開始鉆孔,鉆完上端孔后,松開圓形壓板,使回轉體連同工件一起旋轉180°,兩個對定螺栓通過側中孔定位支承的孔插入60 寬單槽伸長板的T 形槽中進行定位,再緊固圓形壓板,即可加工與其相對的另外一個孔。
本文主要研究由于工件高度發生變化而引起的支承件重組的問題,根據GB12459 對焊四通尺寸表[9]可知四通尺寸由中心到端面的尺寸從25mm 到381mm不等,本文從實際出發,安排加工尺寸為中心到端面距離分別為98mm 和105mm 的異徑四通,所選用組合夾具元件均為天津市澤爾數控機床成套有限公司生產,通過Pro/E 對其進行逐個建模與編碼[10],建立夾具元件庫。
2.2 零件的定義及裝配模型的選擇
打開Pro/E 夾具自動裝配界面,輸入被加工工件名稱或工件屬性(圖5),然后定義工件尺寸(圖6),如圖中所示裝配圖即為系統通過CBR 技術自動查找到類似實例。為滿足工件的高度變化,組合夾具需在豎直方向上做尺寸修改,即圖7 裝配示意圖中夾具體左側支承件部分。
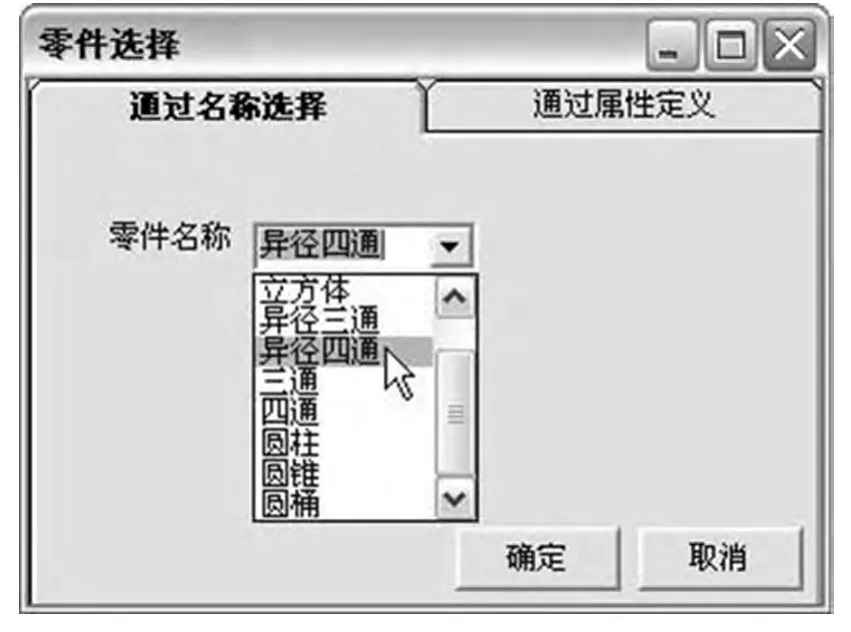
圖5 零件選擇
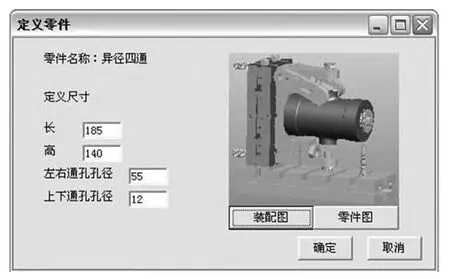
圖6 定義零件
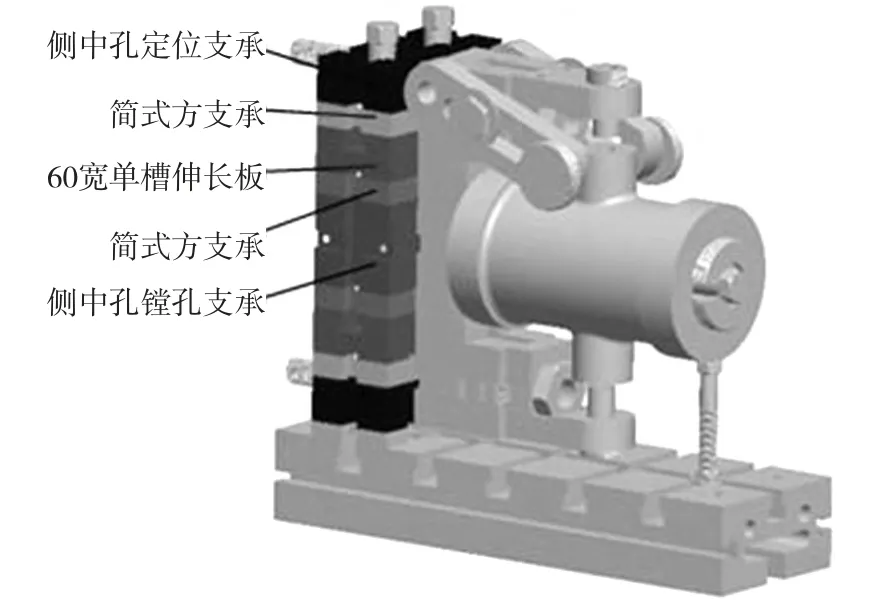
圖7 夾具支承件
根據尺寸路徑圖的命名規則,每個夾具元件都用一個字母表示,而元件的元素有數字加字母表示,這樣從下往上依次命名。由于支承件組合除了最下面并列的兩個簡式方支承(該支承作用是為了保證回轉體跟基礎板之間有間隙從而使回轉體能順利旋轉)以外其他支承件上下對稱,如圖7 中左側支承件部分,側中孔鏜孔支承上下的位置對稱的支承件為類型與尺寸均相同的元件,所以只命名上半部分組合即可。
由于廠商給出的夾具元件代號能很清楚的識別出夾具元件的種類及尺寸,所以程序中用廠商所提供的元件代碼對元件進行編碼以代替組合夾具名稱,然后給所要改變高度的支承件編輯尺寸路徑圖。組合夾具中位于支承件中間代號為433002 的側中孔鏜孔支承用字母A 表示,該元件底面用1A 表示;與它緊貼在它之上是兩個并行排列的代號為20003 的簡式方支承(由于只計算高度方向的問題,所以只需命名其中一個簡式方支承)用字母B 表示。以此類推,代號25105的60 寬單槽伸長板用C 表示;另外一個(由于兩方支承并排,所以高度方向只用考慮一個即可)代號為20005 的簡式方支承為字母D;最頂層代號34201 的側中孔定位支承用字母E 表示。這樣該模型的支承件部分的尺寸路徑圖為1A-2AB-3BC-4CD-5DE-6E。系統通過所編VB 程序開始在計算所需夾具元件總高度,具體過程如式(1):

式中:H——支承件總高;
h——零件高度196mm;
l——容屑間隙,可通過公式(2)計算得出;
L——鉆套細徑部分長度,40mm。

式中:d——鉆頭直徑;
可以算出l的范圍:l=(0.7~1.5)×12 =8.4~18(mm),這樣夾具體高度H即可計算得出H為292.8~312mm,然后在元件庫中選擇支承件,組合出在此高度范圍內的支承。
2.3 模型的修改及尺寸路徑圖的生成
系統計算得出:組合夾具支承件部分要在系統通過CBR 查找出的夾具實例中增加25mm。
通過在庫中篩選,系統檢測出的組合夾具實例中側中孔定位支承和側中孔鏜孔支承不需做任何調整,只需改變中間的支承尺寸即可滿足要求,最后擬定出了三套方案,如圖8 所示。
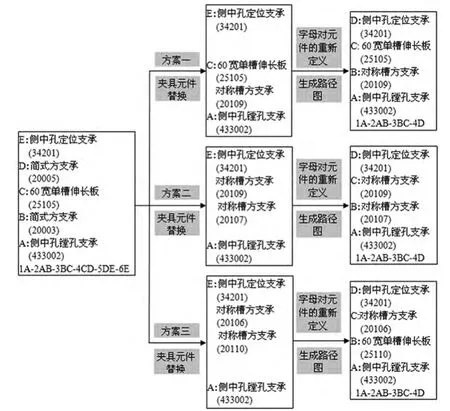
圖8 方案擬定
方案一:用兩個代號為20109 的60mm 厚對稱槽方支承并行排列替換掉代號為20003 和20005 的四個簡式方支承(每層需兩個同樣的簡式方支承并排),并給出組合夾具體所需夾具元件總個數36。還有另外兩種方案:方案二用代號20107 高為30mm 的對稱槽方支承與代號20109 的60mm 高的對稱槽方支承替換掉60 寬單槽伸長板和兩個簡式方支承,但是該方案每層元件需要兩個同類型對稱槽方支承并行排列,而用60 寬單槽伸長板每層只需一個元件,由于支承件上下對稱,所以所需元件總個數比方案一多兩個,共需38個元件;方案三則用20mm 高對稱槽方支承(20106)與80mm 高對稱槽方支承(20110)同樣替換掉方案二中所替換元件,同樣需要38 個夾具元件。從夾具體的剛性和裝配復雜程度上來說,由于方案一所用夾具元件數最少所以更為合理,因此,用戶可在如圖9 的界面中選擇方案一。
這樣由下往上,各元件為A:側中孔鏜孔支承(433002)、B:60mm 厚對稱槽方支承(20109)、C:60寬單槽伸長板(25105)、D:側中孔定位支承(34201),由下往上的尺寸路徑圖為1A-2AB-3BC-4CD-5D(如圖9),很清楚可以看出新添加的對稱槽方支承由字母B表示。而在整個系統運算過程當中,程序都以數字加字母的代號形式調用所需元件,并最終生成尺寸路徑圖。

圖9 方案選擇
3 結論
本文將數字加字母的尺寸路徑圖原理運用于組合夾具裝配過程,用戶可根據尺寸路徑圖中字母及字母所表示的代號選取所需的實體夾具元件完成夾具體的實體裝配;如果用工人計算也可實現組合夾具的裝配,但是需要工人對工廠現有組合夾具的尺寸及數量都要相當熟悉,而此系統則不對工人有這方面的要求。這種采用字母和數字表示可重組組合夾具模型的方法,降低了通過編程實現夾具模型自動裝配的復雜程度。本文僅就孔加工進行了實例驗證,下一步研究工作,將就此方法在銑削加工中的組合夾具設計應用展開。
[1]謝曉文,劉書華,鄭蓓蓉. 計算機輔助組合夾具設計系統的研究與實現[J]. 組合機床與自動化加工術,2005(7):38 -40.
[2]沈曉紅,張艷婷,劉靜. 組合夾具元件的數據驅動設計及數據管理[J]. 組合機床與自動化加工技術,2011(4):91 -93,96.
[3]張茂鵬,陳蔚芳. 基于SolidWorks 的組合夾具構件自動建模方法[J]. 華南理工大學學報(自然科學版),2005(2):56 -59.
[4]易文,劉德福,羅新俊. RBR 與CBR 相結合的槽系組合夾具CAD 系統研究[J]. 制造業自動化,2010(14):56 -59,104.
[5]王曉慧,任守華,易金玲. 裝配尺寸路徑圖的建立與應用[J].機械工程學報,2012,48(15):131 -136.
[6]任守華. 裝配尺寸路徑圖的建立與應用[D]. 太原:太原科技大學,2012.
[7]史琦,敬石開,李原,等.基于實例推理的夾具設計知識表示方法研究[J].機械設計,2001(11):1 -3,36.
[8]趙峰.組合夾具圖冊[M].北京:機械工業出版社,1996.
[9]中國國家標準化管理委員會. GB/T 12459—2005 鋼制對焊無縫管件[S].2005.
[10]天津市澤爾數控機床成套夾具有限公司編.槽系組合夾具元件[Z].2008.
