AOCMT 機床旋轉軸幾何誤差辨識方法的研究*
2014-06-29 10:30:56范晉偉唐宇航王志遠
組合機床與自動化加工技術 2014年11期
關鍵詞:測量
范晉偉,宋 毅,唐宇航,王志遠
(北京工業大學 機電學院,北京 100124)
0 引言
隨著機械制造業的發展,五軸數控機床的應用越來越廣泛。五軸數控機床有著金屬切除率高,加工時間短,工件表面光潔度好等優點,能夠加工形狀復雜,精度要求高的零件,廣泛應用于航天航空、船舶、精密儀器等行業。相比傳統的三軸機床,五軸機床固然有著許多優點,但是由于增加了兩個旋轉軸,使得機床累積的誤差也不可避免的增加,因此五軸機床的整體精度不如三軸機床。五軸機床的精度由多種誤差綜合影響,其中幾何誤差是系統的,有條理的,具有重復性,并且可以測量,對幾何誤差進行補償是一種低成本獲得高精度的有效方法[1]。
對于五軸機床來說,其線性軸的檢測已經日趨成熟和完善,而旋轉軸檢測則沒有統一的標準,因而成為國內外學者們研究的一個側重點。天津大學張大衛等[2]通過機床多軸聯動使球桿儀完成圓弧軌跡運動,采集球桿儀的桿長變化量,由數學建模及軌跡仿真,結合誤差敏感方向分析,最終分離得到影響加工精度較大的C軸四項誤差。劉飛[3]設計了一種利用球桿儀進行回轉軸幾何誤差的測量方法,這種檢測模型可以避免利用標準芯棒進行間接測量而增加誤差,解決了一部分回轉軸由于無法安裝標準棒而難于檢測誤差的問題。M. Tsutsumi[4-5]等考慮位置點無關誤差,分別利用機床三軸和四軸同時控制來保證球桿儀做圓形軌跡運動,并通過測量的桿長變化量來辨識旋轉軸誤差參數,并進行仿真和實驗驗證,證明了其準確性。Soichi Ibaraki[6]等考慮了位置點相關誤差的影響,建立運動模型,通過加工圓錐臺仿真得到旋轉軸的主要誤差影響項,并做了實驗驗證。綜合以上國內外的研究,大都是只考慮位置點無關誤差或只考慮位置點相關誤差,將二者結合起來考慮的研究并不多見。作者以AOCMT 型機床為例,同時考慮旋轉軸的位置點無關誤差和位置點相關誤差,提出一種誤差辨識方法。此方法運用球桿儀測量,從球桿儀桿長變化量和運動軌跡偏心率中分離出旋轉軸8 項誤差參數。
1 機床結構及旋轉軸誤差參數
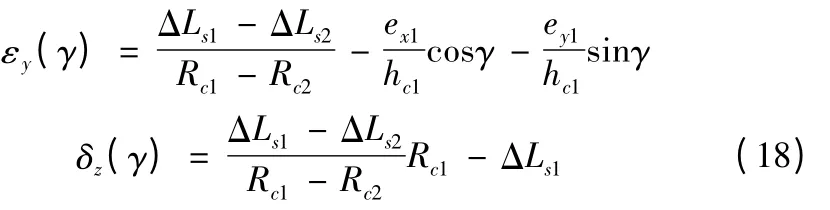
本文以AOCMT 型五軸超精密加工機床為研究對象。該機床在XFYZ 型三軸立式數控機床工作臺上疊加A、C 回轉工作臺構成TRTTR 型五軸立式數控機床[7],其結構如圖1 所示。對于此類機床,由于其零部件的加工以及裝配的不精確以及摩擦磨損等因素作用,根據其部件的運動特性,它的旋轉軸共產生與之相關的8 項誤差參數。C軸與X,Y軸之間產生垂直度誤差εCX,εCY,如圖2 所示,C 軸旋轉時產生三項線位移誤差δx(γ),δy(γ),δz(γ),三項角位移誤差εx(γ),εy(γ),εz(γ),如圖3 所示。
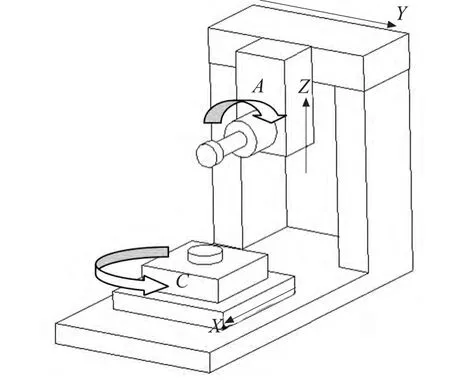
圖1 AOCMT 型機床結構示意圖
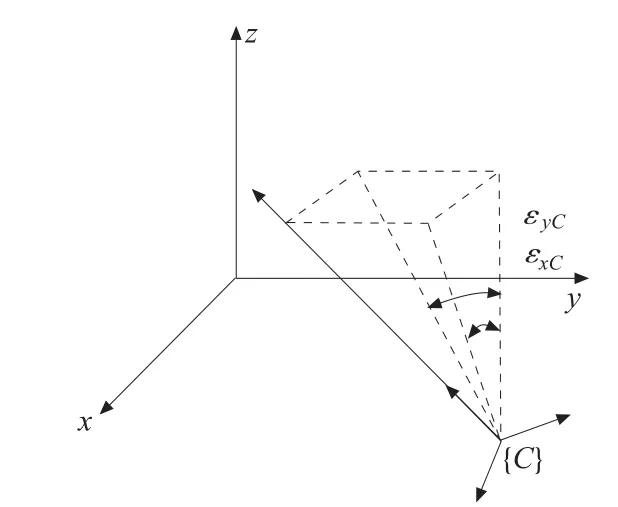
圖2 C 軸2 項垂直度誤差
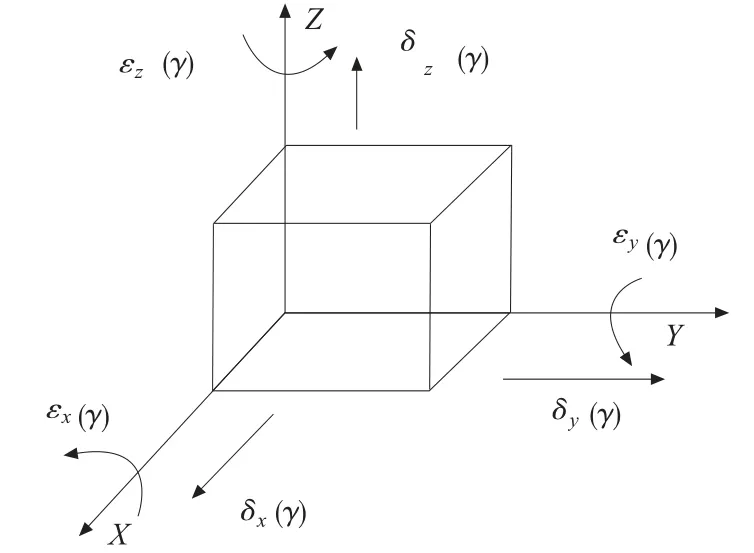
圖3 C 軸6 項運動誤差
2 C 軸幾何誤差參數辨識方法
球桿儀作為一種測量儀器早期主要用于傳統三軸機床圓弧運動的測量,并有助于其性能測試和定期維護。近些年球桿儀開始被各國學者用于五軸機床的檢測和測量。本文利用多體系統理論建立旋轉軸幾何誤差參數辨識模型,結合球桿儀測量原理提出了一種新的誤差辨識方法。
由上述分析我們可以知道C軸共有8 項相關誤差參數。球桿儀的測量方式有三種,如圖4 所示,以C 轉臺與回轉軸線交點為原點建立坐標系,為工作臺端小球球心到臺面的高度,為工作臺端小球球心到C 軸回轉軸線的距離,L為球桿儀桿長。通過控制機床兩個平動軸和一個旋轉軸同步運動來測量,從傳感器輸出信號可以讀出桿長變化量。
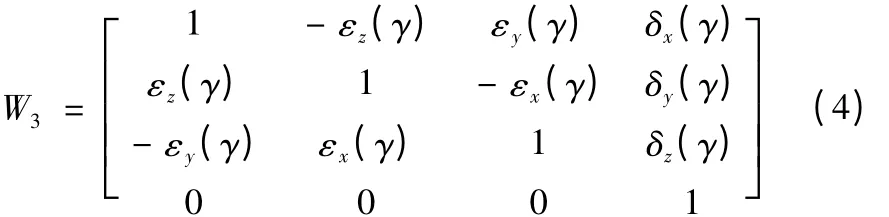
如圖4 所示,工作臺端小球A 在機床坐標系的位置的齊次坐標為(Rc,0,hc,1)T,由多體系統理論可知,C軸轉過γ 角,球A 在機床坐標系的位置坐標為:
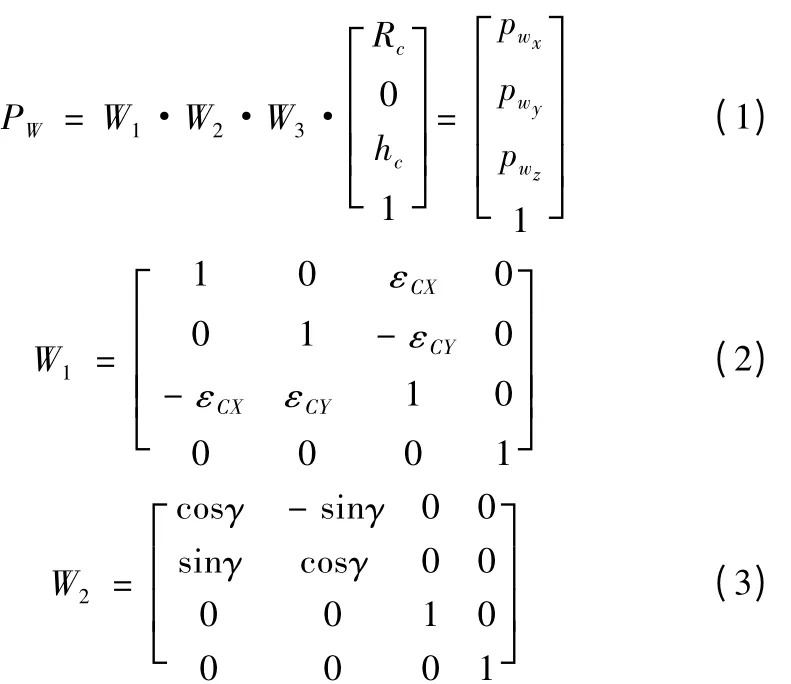

圖4 球桿儀三種測量方式
化簡整理可得:
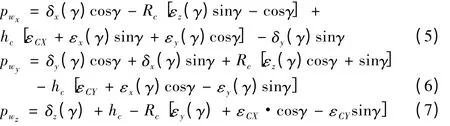
在不同的測量方式下,主軸端小球的位置坐標各不相同。如圖4a,球B 在機床坐標系的齊次坐標為(RC,0,hc+L,1)T;同樣,我們根據圖4b、圖4c 可知球B 位置的齊次坐標分別為(Rc+L,0,hc,1)T,(Rc,L,hc,1)T。由此我們可以知道C 軸轉過γ 角,球B 在機床坐標系的位置坐標分別為:
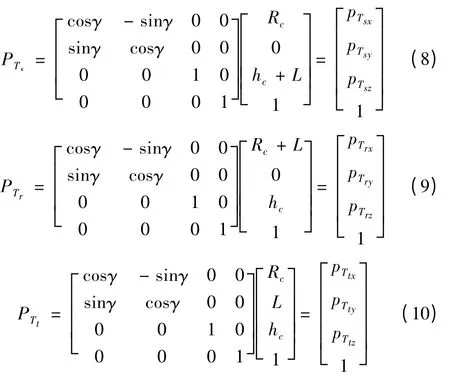
進一步我們可以推出桿長變化量的公式:

將式(8),(9),(10)中的坐標代入式(11),分別化簡整理可得:
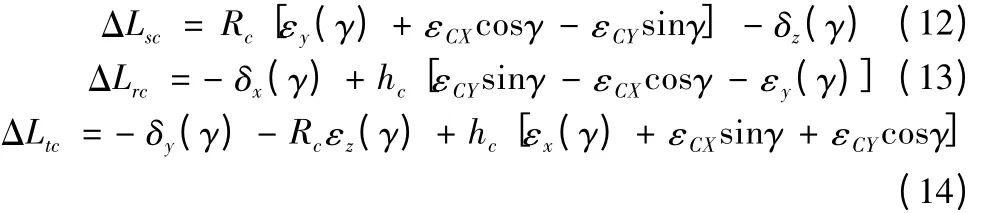
對式(5),(6)移項平方化簡整理可得:

取Rc = hc =50mm,分別對8 項誤差單獨賦值,令εCX= εCY =0.005°,對另外6 項動態誤差采取賦隨機值的方法進行仿真,以確保結果的準確性。其結果如圖5 所示。由此我們可以發現當εCX和εCY存在時,球A 的運動軌跡相對于理想軌跡發生偏心。而當δx(γ),δy(γ),δz(γ),εx(γ),εy(γ),εz(γ)存在時,運動軌跡不發生偏心,只影響運動軌跡圓的半徑,其中δx(γ),εy(γ)對半徑的影響程度較其它更大,這也證明了式(15)的準確性。
桿長變化量ΔL能夠反應球A 運動軌跡圓的半徑變化量。通過采集測量的ΔL的值,對球A 運動軌跡進行最小二乘法擬合圓,可
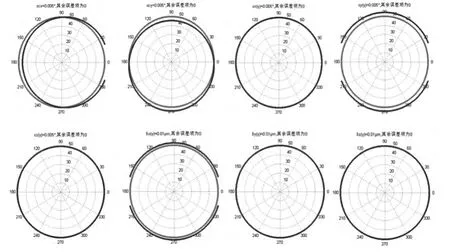
圖5 C 軸各誤差對徑向圓軌跡的影響
解得球A 在坐標系相應的偏心量。本文采集徑向測量方式中的桿長變化量ΔLr,解得球A 在XY 平面內的偏心量ex1和ey1,可得:

由此可以解得:

通過最小二乘法圓擬合可得出偏心量ex1和ey1的擬合值,將εCX= εCY =0.005°,hc =50mm代入式(16),得到偏心量的計算值,二者對比如下表:

表1 擬合值與計算值的對比
由表1 所示,擬合值和計算值之間只有0.04μm的差距,因此式(17)是準確的。由式(12),取不同的距離Rc1,Rc2相同的高度hc1,測量可得不同的桿長變化量ΔLs1,ΔLs2,結合式(16)進一步推出:
由式(13),取高度hc1,測得桿長變化量ΔLr1,結合式(17)可解得:

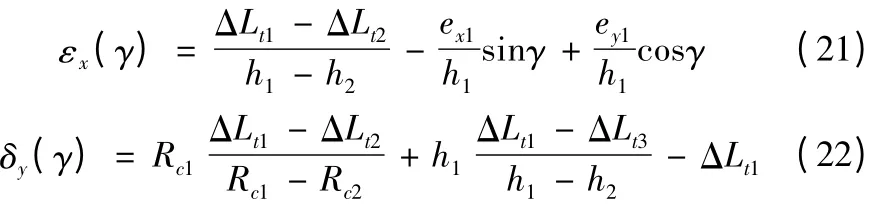
由式(14),取不同的距離Rc1,Rc2,相同的高度hc1,測量可得不同的桿長變化量ΔLt1,ΔLt2,進一步推出:

由式(14),取相同的距離Rc1,不同的高度hc1,hc2,測量可得不同的桿長變化量ΔLt1,ΔLt3,結合式(17)進一步推出:
至此,C 軸8 項誤差全部辨識完畢。
3 總結
本文以AOCMT 五軸機床為例,通過機床兩個平動軸和一個旋轉軸同時運動,運用球桿儀對其旋轉軸C軸進行測量,提出了一種準確高效的誤差辨識方法。由于篇幅有限,實驗驗證將在后續的文章中補充。該方法通過3 種測量模式的6 次測量,結合球桿儀運動軌跡偏心原理可以將包含位置點無關和位置點相關共8 項誤差全部辨識出來。相比只考慮位置點無關或只考慮位置點相關誤差,該方法具有新穎性和實用性,且通過仿真驗證證明其切實可用,為國家數控機床精密化提供了參考性意見。
[1]Jian-xiong Chen,Shu-wenLin,Bing-weiHe.Geome -tric error measurement and identification for rotary table of multi-axis machine tool using double ball bar. International Journal of Machine Tools & Manu -facture,77(2014):47 -55.
[2]張大衛,商鵬,田延嶺,等.五軸數控機床轉軸誤差元素的球桿儀檢測方法[J]. 中國機械工程,2008,19(22):2737 -2741.
[3]劉飛.五軸數控機床回轉軸的誤差檢測技術研究[J].機械工程與自動化2009(4):133 -135.
[4]M.Tsutumi,A.Saito,Identification and compensation of systematic deviations particular to 5-axis machining centers[J].International Journal of Machine Tools & Manufacture 43(2003):771 -780.
[5]Masaomi Tsutsumi,Akinori Saito,Identification of angular and positional deviations inherent to 5-axis machining centers with a tilting-rotary table by simultaneous four-axis control movements[J]. International Journal of Machine Tools &Manufacture 2004 (44):1333 -1342.
[6]Cefu Hong,Soichi Ibaraki,Atsushi Matsubara,Influence of position-dependent geometric errors of rotary axes on a machining test of cone frustum by five-axis machine tools[J].Precision Engineering 2011 (35):1 -11.
[7]李圣怡,戴一凡,尹自強. 精密和超精密機床精度建模技術[M]. 長沙:國防科技大學出版社,2007.
[8]Kwang-Il Lee,Seung-Han Yang,Measurement and verification of position-independent geometric errors of a five-axis machine tool using a double ball-bar[J]. International Journal of Machine Tools & Manufacture 2013 (70):45 –52.
[9]Dong-Mok Lee,Zankun Zhu,Kwang-Il Lee,et alIdentification and Measurement of Geometric Errors for a Five-axis Machine Tool with a Tilting Head using a Double Ball-bar[J]. International journal of precision engineering and manufacturing 12(2):337 -343.
[10]M. Sharif Uddina,Soichi Ibarakia,Atsushi Matsubaraa.Prediction and compensation of machining geometric errors of five-axis machining centers with kinematic errors[J]. Precision Engineering 2009 (33):194 -201.
[11]蔡曉華.數控機床旋轉軸的誤差檢測和辨識[D].上海:上海交通大學,2013.
[12]孫惠娟,蔣紅海,殷國富.基于機器視覺的五坐標機床旋轉軸誤差檢測方法[J]. 農業機械學報2013,44(8):293 -298.
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
