切削參數(shù)對(duì)P20 模具鋼的表面粗糙度影響*
2014-06-29 10:28:30王敏毅韓正威林有希
組合機(jī)床與自動(dòng)化加工技術(shù) 2014年11期
關(guān)鍵詞:影響實(shí)驗(yàn)
王敏毅,黃 穎,韓正威,林有希
(1.福州職業(yè)技術(shù)學(xué)院 交通工程系,福州 350108;2. 福建師范大學(xué) 化學(xué)與材料學(xué)院,福州350007;3.福州大學(xué) 機(jī)械工程及自動(dòng)化學(xué)院,福州 350108)
0 引言
自硬型或預(yù)硬型模具鋼由于在供貨時(shí)就達(dá)到了用戶需要的組織結(jié)構(gòu)和狀態(tài),可直接加工成模具而不需要再進(jìn)行熱處理,避免了熱處理操作所造成的變形等缺陷而得到了廣泛的應(yīng)用。P20 預(yù)硬型模具鋼就是其中典型的代表[1-2],目前對(duì)P20 鋼的研究主要集中在材料的改性、熱處理工藝方面,并獲得了比較成熟的技術(shù)和工藝;但對(duì)于高速切削模具鋼的研究,一般集中在冷作模具鋼和熱作模具鋼等高硬度鋼的高速切削研究[3-6];對(duì)于硬度通常在HRC30-42、使用最廣泛的P20模具鋼,與之有關(guān)的高速切削研究比較少,也缺乏針對(duì)性、系統(tǒng)性的闡述。本文以高速銑削P20 鋼的基礎(chǔ)性研究為出發(fā)點(diǎn),研究多種涂層刀具高速銑削P20 鋼時(shí)工藝參數(shù)和刀具磨損對(duì)工件表面粗糙度的影響,以期為高速、高效、干切削P20 模具鋼提供工藝參數(shù)和理論支持,并為刀具設(shè)計(jì)和選擇提供減摩和抗磨實(shí)驗(yàn)依據(jù),具有重要的實(shí)際應(yīng)用價(jià)值。
1 實(shí)驗(yàn)方法
1.1 試樣的制備
實(shí)驗(yàn)材料采用預(yù)硬化硬度為HRC28~32 的P20預(yù)硬型模具鋼,材料的尺寸為:160 ×120 ×40(mm),其化學(xué)成分如表1 所示、常溫下的機(jī)械和物理性能如表2 所示。

表1 P20 模具鋼的主要化學(xué)成分(wt%)
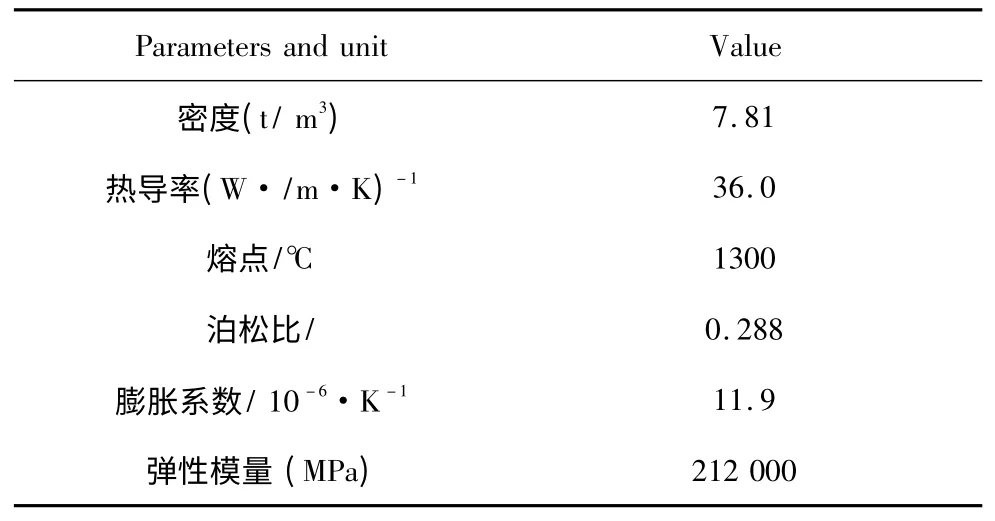
表2 P20 機(jī)械和物理性能
1.2 實(shí)驗(yàn)刀具的選擇
1.2.1 刀桿的選擇
實(shí)驗(yàn)刀桿選用舍棄式直角銑刀桿SKE-2030,表3為刀桿主要參數(shù),圖1 為刀桿及刀片裝夾示意圖。

表3 刀桿主要參數(shù)
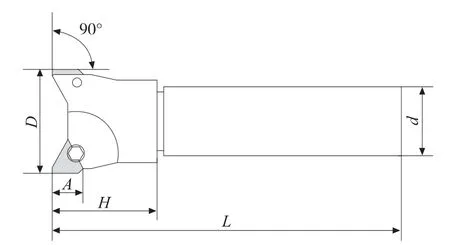
圖1 刀桿及刀片裝夾示意圖
1.2.2 刀片的選擇
本實(shí)驗(yàn)選擇了三種具有代表性的TiN、TiAlN、TiN/Al2O3/TiCN 涂層刀具進(jìn)行高速銑削實(shí)驗(yàn)。實(shí)驗(yàn)刀片選用三菱(Mitsubishi)公司數(shù)控刀片,型號(hào)為TPMN160308。刀片的幾何角度和材質(zhì)分別如表4、表5 所示,其中TiAlN 涂層中膜層成分的原子分?jǐn)?shù)約穩(wěn)定為:Ti27%、Al24%、N49%。
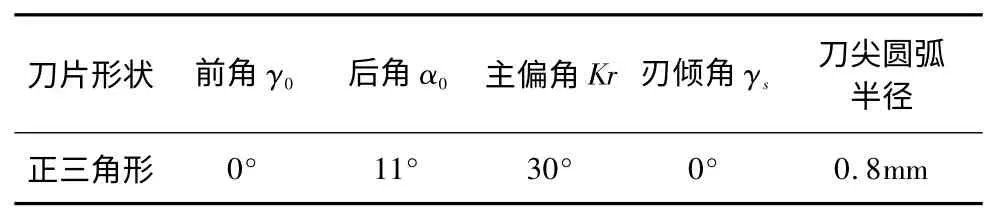
表4 刀片的幾何角度
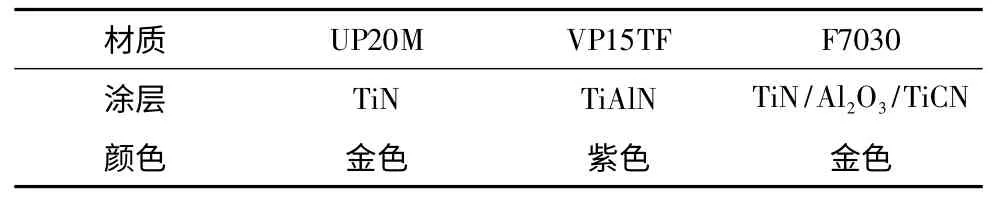
表5 刀片的材質(zhì)
1.3 實(shí)驗(yàn)主要儀器與設(shè)備
1.3.1 加工設(shè)備
加工設(shè)備為XH715D 型立式加工中心。主軸最高轉(zhuǎn)速為8000r/min,工作臺(tái)X向/Y向/Z向行程為880/600/510mm。
1.3.2 主要檢測(cè)儀器
S-3000N/H 型掃描電子顯微鏡。15~30 萬倍分辨率,高真空3.5nm,低真空5.0nm。用于觀測(cè)和分析切屑和刀具磨損的微觀形貌。
M2 型便攜式粗糙度測(cè)量儀,用于P20 模具鋼表面粗糙度測(cè)量。
1.4 切削參數(shù)的選擇
采用單因素法進(jìn)行切削實(shí)驗(yàn)[7-8],為了使實(shí)驗(yàn)研究更加系統(tǒng)性和對(duì)比性,采用不同材質(zhì)刀具(TiN、TiAlN、TiN/Al2O3/TiCN 涂層刀具)進(jìn)行切削加工,切削速度ν采用從低速(80m/min)到高速(600m/min)涵蓋了不同范圍。重點(diǎn)是在高速切削范圍內(nèi)的研究,其余的切削參數(shù)如表6 所示。
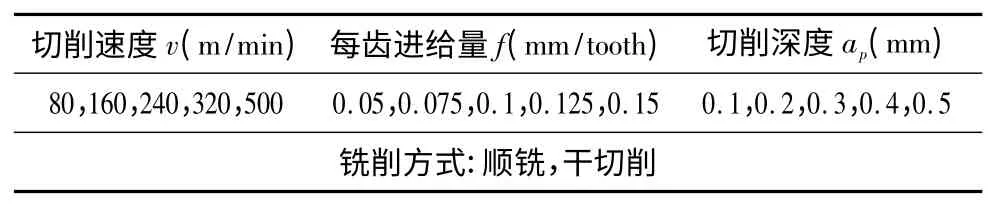
表6 實(shí)驗(yàn)切削參數(shù)
1.5 刀具磨損的檢測(cè)
在進(jìn)行切削實(shí)驗(yàn)的同時(shí),按照每個(gè)固定間隔時(shí)間(1min)段對(duì)各中刀具的磨損量進(jìn)行測(cè)量,同時(shí)收集切屑并對(duì)切屑表面進(jìn)行SEM 微觀分析,對(duì)比不同刀具磨損階段的切屑微觀形貌,研究刀具磨損對(duì)工件表面粗糙度的影響。
2 試驗(yàn)結(jié)果與分析
2.1 切削速度對(duì)表面粗糙度的影響
圖2 為每齒進(jìn)給量f=0.1mm/tooth、切削深度ap=0.3mm 的條件下,P20 模具鋼已加工表面粗糙度Ra值隨切削速度ν 的變化曲線。
從a、b、c 三條曲線整體趨勢(shì)上可以看出,隨著ν的提高,加工表面粗糙度值逐漸降低。尤其在低速向中等速度轉(zhuǎn)變的過程中,Ra值隨ν 的增加而顯著下降。這主要是因?yàn)榧庸に苄圆牧蠒r(shí),低速下容易形成積屑瘤從而使加工表面的質(zhì)量較差;而從較低切削速度向高速切削過渡的階段會(huì)遠(yuǎn)離這個(gè)速度區(qū)域,表面粗糙度值因此而降低,隨著ν 的進(jìn)一步增加,Ra值并沒有明顯的上升或者下降趨勢(shì),而是在一個(gè)較低的范圍內(nèi)波動(dòng),此時(shí)切削速度ν 對(duì)表面粗糙度Ra的影響程度較小[9-11]。
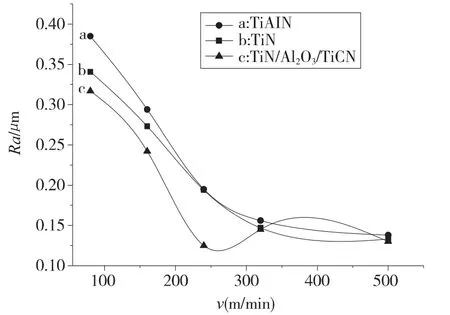
圖2 切削速度對(duì)表面粗糙度的影響
2.2 進(jìn)給量對(duì)表面粗糙度的影響
圖3 為切削速度ν =320m/min、切削深度ap=0.3mm 的條件下,P20 鋼已加工表面粗糙度Ra值隨每齒進(jìn)給量f的變化曲線。從圖中的曲線可以看出,各種刀具加工的進(jìn)給量存在一個(gè)臨界值,當(dāng)進(jìn)給量小于此臨界值時(shí),加工的材料表面Ra值與f之間并不是完全的單調(diào)關(guān)系。特別是取較小的進(jìn)給量f= 0.05 mm/tooth時(shí),Ra值的波動(dòng)幅度很大。這一方面原因可能當(dāng)每齒進(jìn)給量f取值過小,切削厚度太薄,由于存在切削刃鈍圓半徑,使得表面粗糙度Ra值變大[9];另一方面,減小進(jìn)給量f可以降低殘留面積的高度,此時(shí)材料的塑性變形會(huì)占主導(dǎo)地位,因此Ra值反而會(huì)有所上升[12]。當(dāng)進(jìn)給量f大于臨界值時(shí),Ra值隨f的增加幾乎呈線性關(guān)系而急劇增加。
2.3 切削深度對(duì)表面粗糙度的影響
圖4 顯示了表面粗糙度Ra值隨切削深度ap的變化曲線。圖中各曲線均呈現(xiàn)“兩頭大”的形狀。說明當(dāng)切削深度太大或太小時(shí),工件表面粗糙度都會(huì)有較大的變化。主要原因有兩個(gè)方面:ap取較小值時(shí),主要是刀尖部位進(jìn)行切削,由于切削刃處圓弧半徑的存在,使得切削過程是在擠壓作用下進(jìn)行材料的切除,不容易切下切屑,同時(shí)引起了加工表面附加的塑性變形,已加工表面會(huì)產(chǎn)生隆起、側(cè)流等現(xiàn)象,使Ra值增大;而當(dāng)ap取較大值時(shí),產(chǎn)生的切削熱、切削力會(huì)劇烈增加,并引起設(shè)備的振動(dòng),從而使表面粗糙度Ra值上升[12-13]。因此,必須結(jié)合刀具的切削速度、進(jìn)給量選擇適當(dāng)?shù)那邢魃疃纫岳谔岣咔邢餍屎凸ぜ谋砻尜|(zhì)量,在本實(shí)驗(yàn)中選用切削深度ap=0.25~0.35mm 較為合適。
在以上對(duì)P20 鋼的針對(duì)性研究中可以發(fā)現(xiàn):在中、高速度下,對(duì)表面粗糙度影響最大的是進(jìn)給量f,切削速度ν 的影響相對(duì)f要小,而切削深度ap的影響不明顯,這與目前大多數(shù)研究結(jié)論相一致[14-15]。
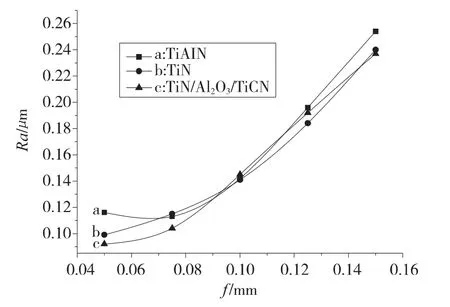
圖3 進(jìn)給量對(duì)表面粗糙度的影響
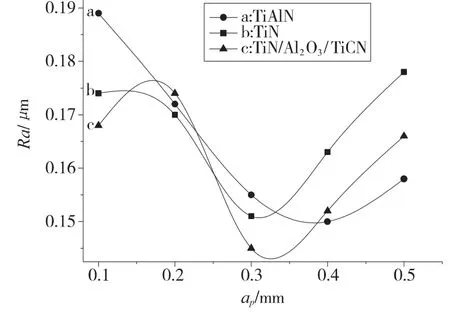
圖4 切削深度對(duì)表面粗糙度的影響
2.4 刀具磨損對(duì)表面粗糙度的影響
刀具磨損到一定限度就不能繼續(xù)使用,這個(gè)限度稱為磨鈍標(biāo)準(zhǔn)。在實(shí)際的測(cè)量中,經(jīng)常拆下刀具測(cè)量VB值是不現(xiàn)實(shí)的,應(yīng)該根據(jù)切削過程中被加工零件的精度和加工系統(tǒng)的聲音、振動(dòng)等狀況進(jìn)行判斷和測(cè)試。本實(shí)驗(yàn)是以精加工狀態(tài)下工件的表面粗糙度為主要研究對(duì)象,所以根據(jù)ISO8688-2 的標(biāo)準(zhǔn)規(guī)定,采用表面粗糙度Ra≥1.0μm 為限的較小刀具磨鈍標(biāo)準(zhǔn)[16]。
圖5 為切削速度ν =320m/min、切削深度ap=0.3mm、每齒進(jìn)給量f=0.1mm/tooth 條件下刀具后刀面磨損量VB對(duì)表面粗糙度Ra值影響的變化曲線。從中可見涂層刀具的Ra隨VB值的增加而在一定范圍內(nèi)波動(dòng)。在刀具磨損初期,由于其表面存在毛刺和微凸起部分[17],造成表面粗糙度隨著VB值的增加而提高;在正常磨損階段,Ra隨VB值的變化幅度很小;而在刀具后期磨損階段,由于刀具的劇烈摩擦磨損,Ra急劇上升,當(dāng)?shù)毒叩腣B值大于磨鈍標(biāo)準(zhǔn)時(shí),Ra值均超過了1.6μm,說明此時(shí)刀具已經(jīng)失效。
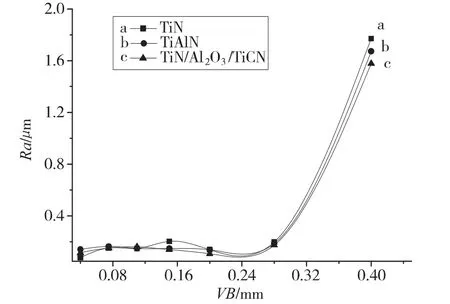
圖5 刀具磨損對(duì)表面粗糙度的影響
為進(jìn)一步觀察刀具的磨損對(duì)工件表面質(zhì)量的影響,通過掃描電子顯微鏡仔細(xì)觀察了不同磨損階段下切屑底面的SEM 微觀形貌,從圖6 的觀測(cè)結(jié)果可以發(fā)現(xiàn),磨損初期和磨損后期的切屑底面并不光滑且出現(xiàn)較多磨痕,磨損初期切屑底部的磨痕相對(duì)磨損后期的要小得多。這說明在這兩個(gè)階段磨損情況比較嚴(yán)重而且刀具后期的磨損要比初期劇烈的多,而在磨損中期切屑底面的SEM 微觀形貌較初期和后期要光滑得多。這驗(yàn)證了切削過程中有三個(gè)磨損階段的存在,也直觀形象地解釋了Ra值隨VB 值的變化規(guī)律。
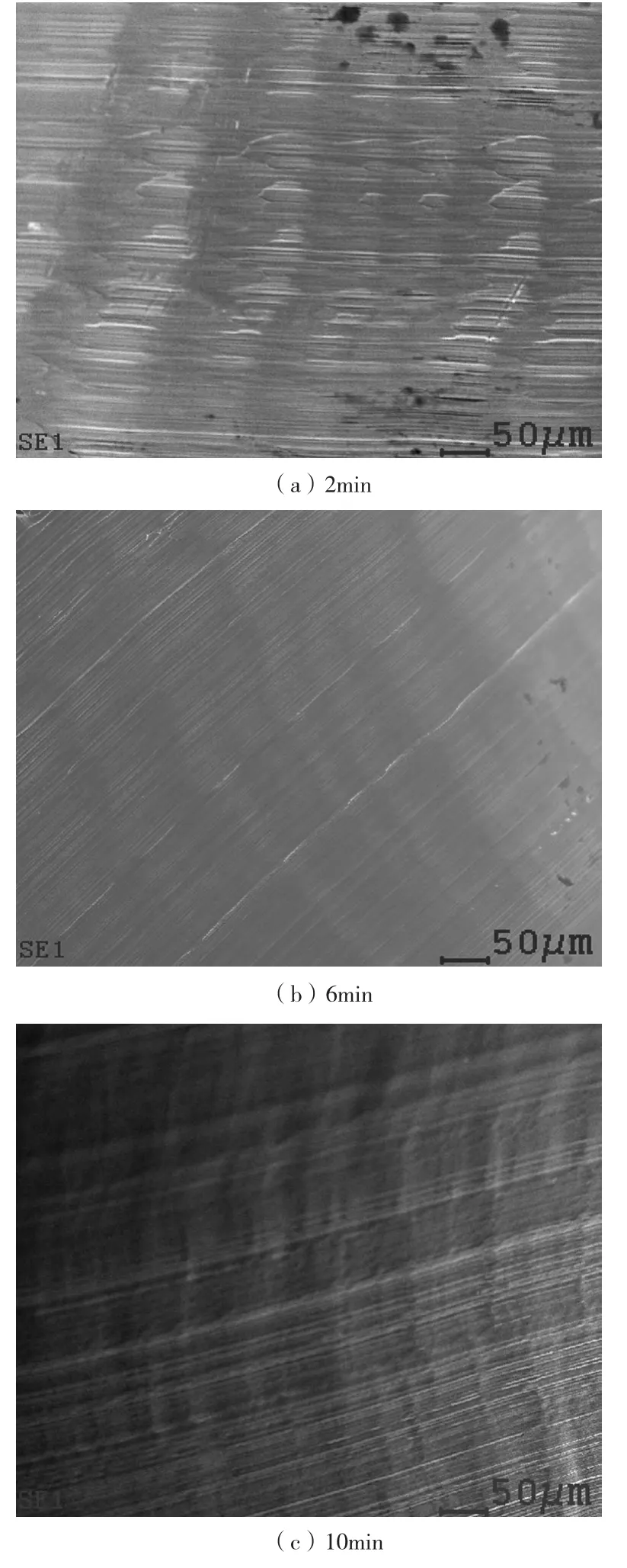
圖6 不同磨損階段下切屑底面微觀形貌
3 結(jié)論
(1)用涂層刀具高速切削P20 模具鋼,在低速向中等速度轉(zhuǎn)變的過程中,工件表面粗糙度隨著切削速度的增加而顯著下降。在單因素實(shí)驗(yàn)條件下,以300-500m/min 最為合適。
(2)在高速切削加工時(shí),必須結(jié)合刀具的切削速度、進(jìn)給量選擇適當(dāng)?shù)那邢魃疃纫岳谔岣咔邢餍屎凸ぜ谋砻尜|(zhì)量,在本實(shí)驗(yàn)中選用切削深度ap=0.25~0.35mm 較為合適。
(3)高速切削P20 鋼時(shí),刀具的進(jìn)給量存在一個(gè)臨界值,當(dāng)進(jìn)給量f大于此臨界值時(shí),表面粗糙度會(huì)隨著進(jìn)給量的增加而急劇上升。
(4)在中、高速度切削P20 鋼時(shí),對(duì)表面粗糙度影響最大的是進(jìn)給量f,其次是進(jìn)給速度ν,刀具的切削深度ap的影響最小。
(5)涂層刀具在正常磨損范圍內(nèi),工件表面的粗糙度Ra隨著刀具磨損量VB值的變化幅度很小。
[1]陳再枝.馬黨參.塑料模具鋼應(yīng)用手冊(cè)[M].北京:化學(xué)工業(yè)出版社,2005.
[2]羅毅,吳曉春.預(yù)硬型塑料模具鋼的研究進(jìn)展[J].金屬熱處理,2007,32(12):22 -25.
[3]Dolinsek S,Ekinovic S,Kopac J. A contribution to understanding of chip formation mechanism in high-speed cutting of hardened steel[J]. Journal of Materials Processing Technology,2004,157 -158:485 -490.
[4]Elbestawi M A,Chen L,Becze C E,et al. High-Speed Milling of Dies and Molds in Their Hardened State[J]. Annals of the CIRP,1997,46(1):57 -62.
[5]馬曉云,林建平.淬硬模具鋼SKD61 的高速銑削加工研究[J]. 機(jī)械工程材料,2004,28(6):27 -29.
[6]Koshy P,Dewes R C,Aspinwall D K.High speed end milling of hardened AISI D2 tool steel(58HRC)[J]. Journal of Materials Processing Technology,2002,127(2):266 -273.
[7]王素玉,趙軍,艾興,等.高速切削表面粗糙度理論研究綜述[J].機(jī)械工程師.2004(10):3 -6.
[8]龐俊忠,王敏杰,段春爭.高速側(cè)銑淬硬模具鋼表面粗糙度[J].大連理工大學(xué)學(xué)報(bào),2009,49(2):216 -221.
[9]蔡在亶,陸菊英.金屬切削原理[M].北京:中國工人出版社,1994.
[10]龍震海,王西彬,王好臣.高速切削條件下難加工材料表面粗糙度影響因素析因研究[J]. 工具技術(shù),2005,39(1):26 -29.
[11]程利,羅永新,朱岱立,等.高速銑削質(zhì)量與切削用量關(guān)系的研究[J].煤礦機(jī)械,2010,31(2):109 -111.
[12]劉維偉,李鋒,姚昌鋒,等.GH4169 高速銑削參數(shù)對(duì)表面粗糙度影響研究[J].航空制造技術(shù),2012,(12):87-90,93.
[13]李東君.高速加工切削參數(shù)對(duì)零件表面質(zhì)量影響的工藝分析[J].機(jī)械制造,2008,46(523):38 -40.
[14]崔伯第,殷寶麟,郭建亮.淬硬鋼高速硬車削表面粗糙度的試驗(yàn)研究[J].機(jī)械設(shè)計(jì)與制造,2012(8):198 -200.
[15]方沂,李鳳泉,賀瓊義,等. 高速切削最佳工藝參數(shù)的選擇[J].天津工業(yè)大學(xué)學(xué)報(bào),2006,25(6):58 -60.
[16]陳日耀. 金屬切削原理[M]. 北京:機(jī)械工業(yè)出版社,2002.
[17]朱紅波,王迪,王笑.基于正交試驗(yàn)的銑削參數(shù)和刀具磨損對(duì)表面粗糙度的影響研究[J].機(jī)電產(chǎn)品開發(fā)與創(chuàng)新,2013,26(2):133 -134,137.
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2022年3期)2022-03-16 05:55:08
中學(xué)生數(shù)理化·中考版(2022年11期)2022-02-16 07:01:20
當(dāng)代陜西(2021年2期)2021-03-29 07:41:24
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
媽媽寶寶(2017年3期)2017-02-21 01:22:28
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(shù)(2016年3期)2016-03-26 07:13:38
