基于DEFORM 的刀具幾何參數與切削力關系的研究*
2014-06-29 10:27:22魏效玲王劍鋒
組合機床與自動化加工技術 2014年11期
魏效玲,王劍鋒
(河北工程大學 機電工程學院,河北 邯鄲 056038)
0 引言
金屬切削時,刀具切除工件上的多余金屬所需要的力稱為切削力。它的主要來源有以下幾個方面:一是使工件產生塑性變形;二是同時刀具在工件表面移動需要平衡其摩擦力;影響切削力的因素是多方面的,本文主要研究刀具的幾何參數給切削力帶來的影響。本文中作者以鎳基合金Inconel718 為材料載體,以DEFORM 為有限元仿真平臺,分析不同刀具幾何角度下對切削力的影響,從而幫助技術人員更好地提高加工效率,同時與相關文獻作和實際切削情況對比,間接證明仿真模型的有效性。
DEFORM 常用于分析和仿真金屬材料的成形以及在熱處理條件下材料的物理性能變化。使用有限元軟件在計算機上進行仿真模擬,可以極大地輔助工程師分析和了解材料成型過程,可以減少昂貴的現場試切削生產材料和人工成本,并縮短產品的研發周期,提高企業效益。
1 切削仿真模型的建立
1.1 工件和刀具的幾何模型的建立
圖1 為在DEFORM 環境下,Inconel718 切削有限元幾何模型。為了節省仿真時間,在分析刀具前角和后角對切削力影響時,可在二維平面下進行。在DEROM2D 中,刀具可以直接輸入參數定義如圖2,在本文中,作者分析前、后角兩組不同數據對切削力的影響,如表1 (其它參數保持不變)。
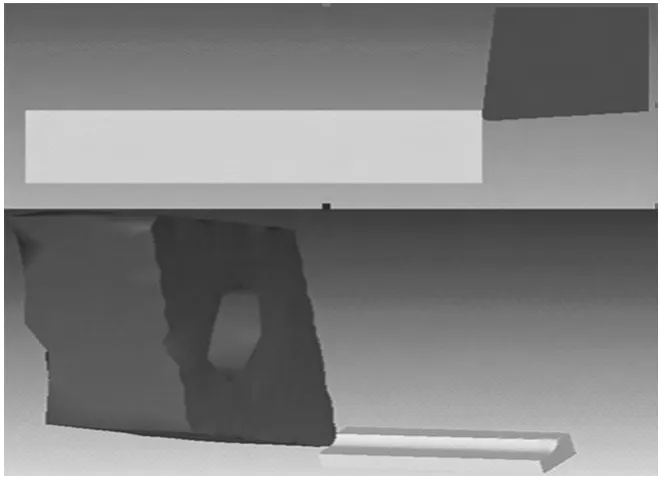
圖1 切削有限元模型(上:2D 下:3D)
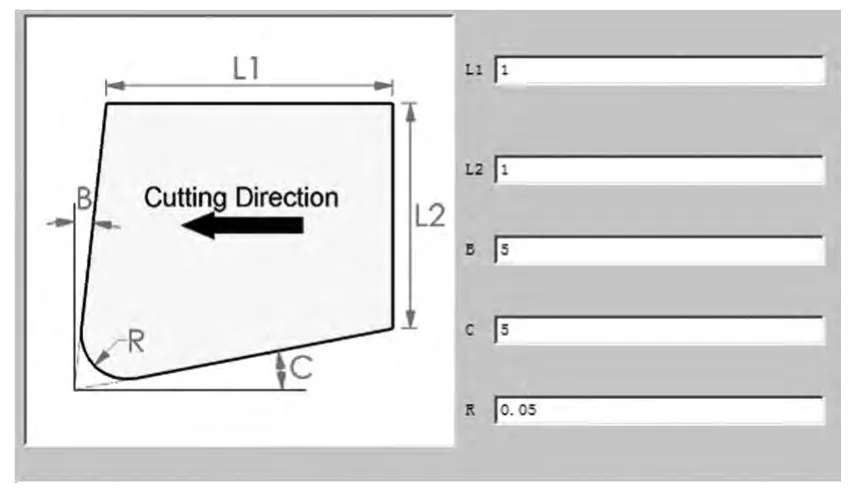
圖2 刀具參數的定義

表1 前、后角參數表
在DEFORM-2D 二維平面環境下,僅能對前后角的值進行改變。若需要改變主偏角和刃傾角的取值,觀測它們對主切削力的影響,則需要在DEFORM-3D中建立切削模型,如圖1。
DEFORM-3D 中刀具的幾何參數是通過改變刀架(Tool Holder)參數來確定的,如圖3 所示。
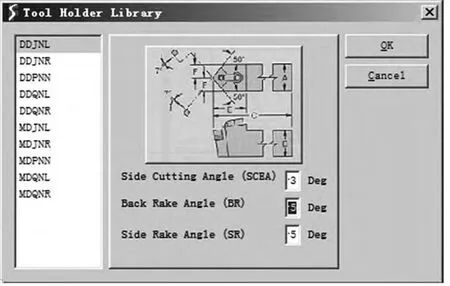
圖3 刀具工作角度的確定
三維仿真中,刀具的角度的設定比較麻煩,因為美國的刀具與國內的標準不同,兩者存在一定的換算關系。DEFORM-3D 中是通過改變刀架的參數從而來改變切削角度的。Bake rake angle(BR)和Side rake angle(SA)與主偏角、前角、刃傾角之間的換算關系[2]如下:

上式中Kt為主偏角,γ0為前角,λs為刃傾角。
將所需的Kt、γ0、λs代入上式,便可得到BR,SR的取值。
1.2 刀具和工件材料模型的建立
刀具及工件的材料都取自于DEFORM 的材料庫,材料類型也可通過外部文件導入。刀具材料為WC 硬質合金,工件材料為IN718_machining-AMTC 即鎳基合金Inconel718,密度ρ = 8240kg/m3,彈性模量E=199GP,泊松比μ= 0.3。
1.3 切削模型的網格生成及網格自動重劃
本文中作者將刀具劃分25000 個網格。對工件的網格大小劃分使用絕對尺寸大小,定義最小值為進給速度的30%(即當進給速度為0.1mm/rev 時,網格尺寸為0.03mm)。當網格劃分的數量越多,密集程度越大的時候,仿真結果越精確,在本例中,工件接近刀具工作區,網格數量相對更密集,但是網格數量越多,仿真時間也相對較長,計算機運行復雜度也越高[3-4]。所以往往選取適當的網格大小值,使仿真時間和精度達到一個平衡值。
在分析Inconel718 切削過程的時候,由于材料會發生塑性型變,前處理生成的網格會因為刀尖的切入而發生網格破壞,也就是邊界網格會與刀刃邊發生干涉現象,因此,如果一直用大小不變的網格劃分,將影響其切削仿真精度,所以當所劃分的網格變形到邊界條件時,就要中止當前的運算,對工件的網格進行重新劃分,然后再進行接下來的計算[5]。這就是為什么切削有限元仿真往往計算機需要很高的硬件運算要求和較長的運算時間。
1.4 其它仿真參數設置
本文中切削速度均取200m/min,切削深度取5mm,進給速度為0.15mm/rev。環境溫度為25℃,切削液熱對流系數為0.03 N/sec/mm/℃,刀具與工件之間剪切摩擦系數為0. 6,其熱對流系數為45 N/sec/mm/℃。為縮短仿真時間,仿真步驟為1000。
2 刀具幾何參數對切削力的影響
2.1 前角、后角對切削力的影響
由實際生產可知,前角對切削力的影響是最大的,由于前后角的分析在平面DEFORM-2D 仿真中進行,故只能得出其主切削力與進給力。前角的取值分別為-20°,-10°,0°,10°,20°。
圖4 中的曲線函數為前角為20°時,主切削力的變化情況,我們可以從圖中發現切削力開始從0 上升,而后處于一個較為平穩的狀態,接著再有一個急速的下降,然后又恢復到穩定值。曲線上方為切削仿真的過程,我們可以通過這個圖來解釋上述切削力驟降又恢復到穩定值的情況。當刀刃工作到圖所示位置時由于前角較大,切削容易從前刀面排出,形成的切屑達至一定長度之后開始發生斷裂情況,導致切削力驟然減小,但是隨后對接下來的材料繼續積壓,又形成了一個新的切削過程,所以主切削力又恢復到一恒定值附近波動。
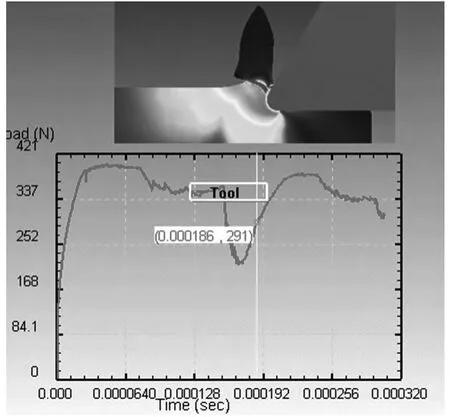
圖4 前角為20°時主切削力變化及切削過程
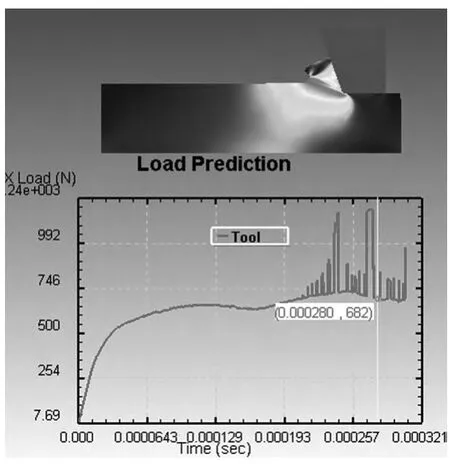
圖5 前角為-20°時主切削力變化及切削過程
圖5 為刀具前角為-20°時的切削情況,切屑發生了擠壓堆積的情況,切屑不能順利地沿前刀面流出,阻力增大,導致切削力大大增加。
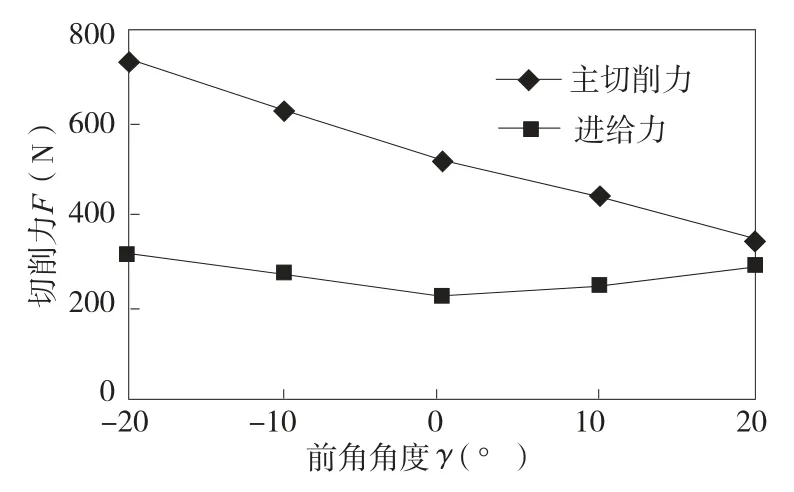
圖6 切削力與前角取值的函數關系
從圖6 可知主切削力隨前角角度的增加呈線性減小,因為前角增大,剪切角也增大,同時切屑阻力減小。在前角為0 的時候,切屑對前刀面的力呈水平方向,故此時的進給力是最小的。
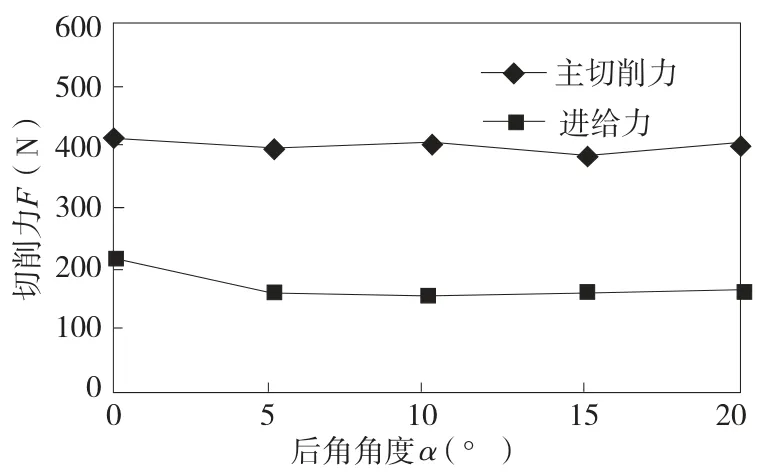
圖7 切削力與后角取值的函數關系
圖7 為切削力與后角取值的函數關系,后角的改變對切削力的影響不大,后角的增大,主要導致的就是后刀面與工件加工表面的間隔增加,工件與后刀面的正壓力減小,摩擦力減小,所以主切削力稍微有所降低,進給力在0°至5°的時候也呈大幅度下降。但5°以后變化不明顯。
2.2 主偏角對主切削力的影響
對主偏用的分析需在DEFORM-3D 進行,由于中國和美國刀具標準不同,軟件中不能直接對主偏角進行設定,需按1.1 中的轉換公式確定主偏角。
對主偏角的分析控制其它變量恒定,切削參數與前文保持一致,將主偏角的取值從30°到90°,每間隔10°取一次值。如圖8。
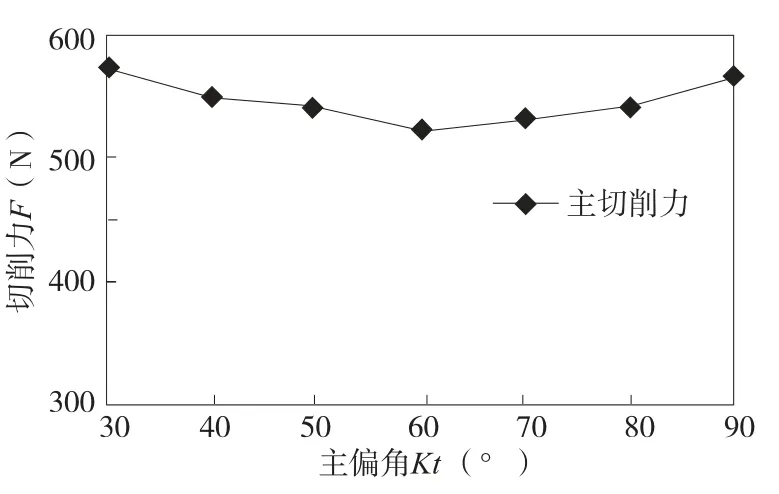
圖8 切削力與主偏角之間的關系
由模擬實驗結果可知,主偏角對主切削力的影響也比較小,當Kt較小時,隨著Kt的增加,切削厚度hD增加,變形減小,主切削力FC減小;然后當Kt繼續增加到一定值后(圖示中60°左右)刀具圓弧工作長度也隨之增加而引起形變,且占到了主導地位,故FC反而增加。
2.3 刃傾角對主切削力的影響
如圖9 所示,在-40°至40°內變化,FC基本沒有什么變化,可見刃傾角對主切削力的影響是極小的,刃傾角的主要作用是控制切屑的流出,改善切削狀況,降低切屑所帶來的阻力,從而間接對切削力產生一定的影響,選擇合適的刃傾角,可以使切削過程具有一定的平穩性。
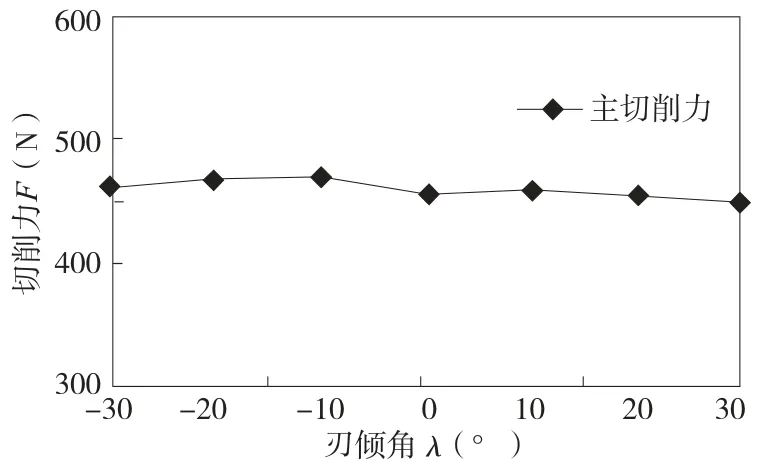
圖9 切削力與刃傾角之間的關系
3 結論
本文采用控制變量法,通過改變前角、后角、主偏角等角度參數,應用DEFORM 軟件建立有限元切削模,并對金屬的切削過程進行仿真,分析了刀具幾何參數對主切削力大小的影響,仿真結果顯示:切削過程中前角對切削力的影響是最大的,通過選擇合適的前角可以改善切削力情況,從而影響切削功率、溫度等,其結論也與實際生過程中的情況一致[6-8],同時也驗證了在DEFORM 上進行刀具角度分析進行切削仿真的可靠性。使用有限元軟件在計算機上改變刀具工作角度,研究其切削情況與傳統機床上試切削相比,大大降低了實驗成本、縮短了實驗時間,并為以后的參數優化提供了一定的參考。
[1]艾興.高速切削加工技術[M]. 北京:國防工業出版社,2003.
[2]周朝輝,曹海橋,吉衛,等. DEFORM 有限元分析系統軟件及其應用[J]. 熱加工工藝,2003(4):51 -52.
[3]王懷峰. 高速車削難加工材料的有限元仿真[D].太原:中北大學,2013.
[4]王永勝. 基于有限元和遺傳算法的金屬切削過程物理仿真及優化[D].廣州:華南理工大學,2011.
[5]王明強,朱永梅,劉文欣. 有限元網格劃分方法應用研究[J]. 機械設計與制造,2004(1):22 -24.
[6]何永利,段虹,王仲民. 鋁合金高速切削表面粗糙度的實驗研究[J]. 機械設計與制造,2006(1):117-118.
[7]王曉琴,艾興,趙軍,等. Ti6Al4V 車削刀具磨損及切削力研究[J]. 組合機床與自動化加工技術,2007(7):14 -16.
[8]李安海,趙軍,王澤明,等. 高速側銑鎳基合金Inconel 718切削力試驗研究[J]. 組合機床與自動化加工技術,2010(10):75 -78.
[9]龍成和,姚錫凡. 加工過程的切削力模擬[J]. 組合機床與自動化加工技術,2000(5):17 -19.
[10]Liang SY,Su JC(2007)Residual Stress Modeling in Orthogonal Machining. Annals of the CIRP 56(1):65 -68
[11]DIRIKOULU M H,MAEKAWAK. Finite element simulation of chip flow in metal machining[J]. Mechanical Sciences,2001,43:2699 -2713.
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
