Mg/Al液固雙金屬復合材料的界面及相組成
2014-06-15 17:05:38趙成志李增貝張賀新杜德順符策鵠余嬌嬌
哈爾濱工程大學學報 2014年11期
趙成志,李增貝,張賀新,杜德順,符策鵠,余嬌嬌
(哈爾濱工程大學材料科學與化學工程學院,黑龍江哈爾濱150001)
Mg/Al液固雙金屬復合材料的界面及相組成
趙成志,李增貝,張賀新,杜德順,符策鵠,余嬌嬌
(哈爾濱工程大學材料科學與化學工程學院,黑龍江哈爾濱150001)
針對單一鎂合金耐蝕性差的問題,利用液固復合法制備了Mg/Al雙金屬復合材料,采用光學顯微鏡(OM)、掃描電鏡(SEM)、能譜分析(EDS)以及X射線衍射(XRD)對材料界面組織和相組成進行了分析。試驗結果表明:當以AZ91D為澆注金屬,澆注溫度為660~680℃時,爐冷、雙金屬AZ91D和Zl105可獲得良好的冶金結合界面;合金界面共分為5個明顯區域,鎂合金基體側為Mg基固溶體和Mg17Al12,鋁合金基體側為鋁基固溶體和Al3Mg2,界面中間區域則為Al3Mg2和彌散析出的中間相Mg2Si。
Mg/Al雙金屬;復合材料;液固復合法;界面結合;顯微組織
隨著工業生產的迅速發展,單一材料制造的零件已遠遠不能滿足人們在生產過程中的諸多需要。例如,在實際生產過程中,有些部件材料不僅需要有良好的硬度和耐磨性,同時又需要有良好的韌性,以抵抗物料在應用過程中的沖擊作用,防止發生意外斷裂[1]。而一種材料制成的產品很難滿足苛刻環境下的實際需求,因此,就需要發揮不同組元材料的優點,通過鑄造等工藝將2種或多種材料復合,形成雙金屬復合材料,這不僅能讓材料同時具有良好的力學性能和使用壽命,同時還能擴展材料應用范圍,降低材料成本,彌補單一材料應用的不足,如今雙金屬復合材料已成為當今材料科學的研究熱點之一[2]。
鎂合金是目前最輕的金屬結構材料,具有比強度和比剛度高、電磁屏蔽性好和減震性好等優點,但絕大多數鎂合金的耐蝕性能較差,從而限制了鎂合金的廣泛使用[3-7],而鋁合金則可以天然形成比較致密的氧化膜,耐蝕性能優良,同時具有自修復功能,將2種合金復合制備出Mg/Al雙金屬復合材料則可同時兼備這2種合金的優勢性能,使其在工業中應用更具廣泛性[8-10]。本課題采用液-固復合鑄造連接工藝對鎂合金和鋁合金進行復合,優化鑄造工藝,制備Mg/Al雙金屬復合材料,并對其組織、界面及力學性能進行了分析。
1 試驗方法
以鑄態AZ91D和ZL105為原料,其成分如表1所示。首先將鋁合金切割成30 mm×30 mm×50 mm的長方體,然后經過清洗、打磨、除污、烘干后,用10%的NaOH溶液和15%硝酸乙醇溶液去表面氧化膜。將前處理好的鋁合金試樣預熱到300℃置于石墨鑄型模具內并進行澆注,澆注溫度為660~680℃,隨爐冷卻。實驗過程示意圖如圖1所示。

表1 AZ91D和ZL105的化學成分Table 1 Chemical composition of AZ91D and ZL105 wt%
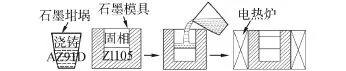
圖1 雙金屬復合材料Mg/Al合金的連接試驗過程示意圖Fig.1 The schematic diagram of experimental procedure for connecting bi-metal composite material Mg/Al alloy
將試驗獲得的Mg/Al雙金屬復合材料進行切割、打磨、拋光、腐蝕后,采用Leica DMILM數碼顯微照相金相顯微鏡進行金相掃描觀察;采用FEI QUANTA 200 F型場發射環境掃描電鏡附帶EDAX能譜儀對Mg/Al雙金屬合金界面進行點、線EDS分析,以確定復合材料的界面區域組織、反應產物以及相組成。采用X'Pert Pro多功能X射線衍射儀對合金界面物相進行定性分析,測角儀的精度和重現性均為0.000 1°。測試靶材為銅靶Kα輻射,試驗中選擇工作電壓為40 kV,工作電流為20 mA,掃描范圍2θ:20°~90°,掃描速度:10°/min。
2 結果與討論
2.1 Mg/Al雙金屬復合材料的界面組織
圖2為試樣Mg/Al雙金屬復合材料界面結合區掃描電鏡(SEM)照片,從掃描照片中可以看出,根據結合區不同的組織結構,可結合合金界面特征將界面分為5個明顯區域Ⅰ~Ⅴ,分別為ⅠZL105鋁合金基體、Ⅱ鋁側過渡區、Ⅲ中間過渡區、Ⅳ鎂側過渡區和ⅤAZ91D鎂合金基體。界面過渡區域和兩基體側都有較為明顯的分界線,其中,鎂側過渡區與基體的分界線并非完全平直而獨立的存在,在某些區域可見某些鎂側過渡區的新相有向基體側生長的現象。圖2中①、②、③、④分別給出了Ⅴ和Ⅳ鎂側基體和過渡區的連接處、Ⅳ鎂側過渡區、Ⅲ中間過渡區以及Ⅰ和Ⅱ鋁側過渡與基體連接處的晶相放大照片,可更清晰看到這5個區域的結構。整個鎂側過渡區域均由彌散分布于基體中花紋狀析出物和柱狀組織組成;在界面的中間過渡區則是由點狀析出物和灰色基體組成,也是3種界面過渡區中最寬的區域;鋁側過渡區則主要是由分布于基體中的團狀物質構成。在鋁側過渡區和基體界面分界線上團狀物質中分布著許多灰色顆粒狀析出物帶,該析出物帶應該是結合過程中鋁元素擴散受阻富集于此而形成的。
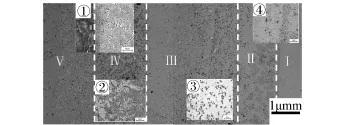
圖2 Mg/Al雙金屬復合材料連接界面顯微組織圖Fig.2 Microstructure in connecting interface of Mg/Al bimetal composite
2.2 Mg/Al雙金屬復合材料的界面成分分析
為進一步研究Mg/Al雙金屬復合材料界面組成成分,對合金結合區沿垂直界面方向進行成分元素的線掃描分析,結果如圖3所示,其中圖(a)和(b)為過渡區界面靠近ZL105鋁合金側背散射圖(即圖2中Ⅰ和Ⅱ界面區域)及其線掃描,(c)和(d)為過渡區界面靠近AZ91D鎂合金側背散射圖(即圖2中Ⅳ和Ⅴ界面區域)及其線掃描。
可以看出,界面過渡區和兩基體連接處,鎂、鋁元素含量均有一個較為明顯的漸變過程,且界面過渡區中的鎂、鋁元素的含量,同基體相比有明顯的不同,這說明在兩界面處2種元素均發生了一定程度的擴散,而鎂側過渡區的鎂元素含量要比對應鋁側過渡區的鎂元素含量高,這說明在連接過程中鎂元素向界面過渡區的擴散程度隨著遠離基體AZ91D而下降。鋁元素在界面上的分布同樣出現了這個現象。
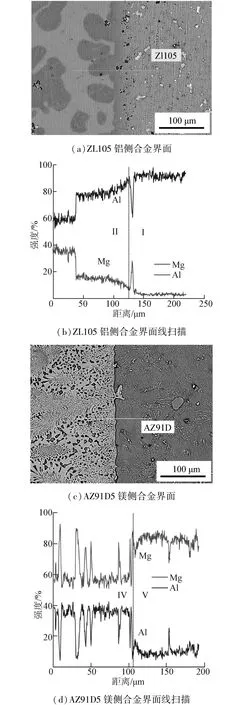
圖3 Mg/Al雙金屬復合材料界面SEM及對應EDS線掃描Fig.3 SEM images of Mg/Al interface and corresponding line scanning of EDS
為了更加明確界面相組成,結合鎂-鋁的二元相圖[11](如圖4所示)對界面Ⅱ、Ⅲ、Ⅳ區域中SEM顯示的不同點進行了EDS分析。
如圖5給出了靠近ZL105側Ⅱ區的掃描照片及該SEM圖中的深灰和淺灰2點A、B的EDS分析和元素測試,可以看出,A點鋁元素富集,說明深灰色團狀和枝組織為Al基固溶體,B處Mg和Al原子比接近3∶2,可知推斷為金屬間化合物相Al3Mg2。
圖6和7為界面Ⅲ及中間過渡區的掃描照片及不同區域的的EDS分析,從圖中可以看出,圖6標記處的深褐色點狀組織中主要元素是Mg和Si元素,原子分數比接近2∶1,可以判定該處可能為Mg2Si相,灰色基體仍然為Al3Mg2,而圖7標記處粗大片狀組織,為富鋁相。
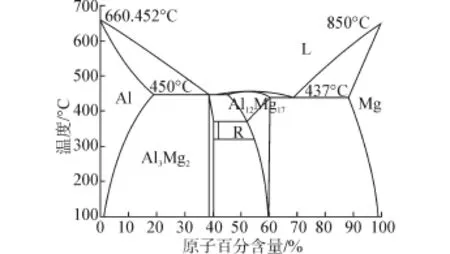
圖4 鎂-鋁二元合金狀態相圖Fig.4 Equilibrium phase diagram of Mg-Al binary system
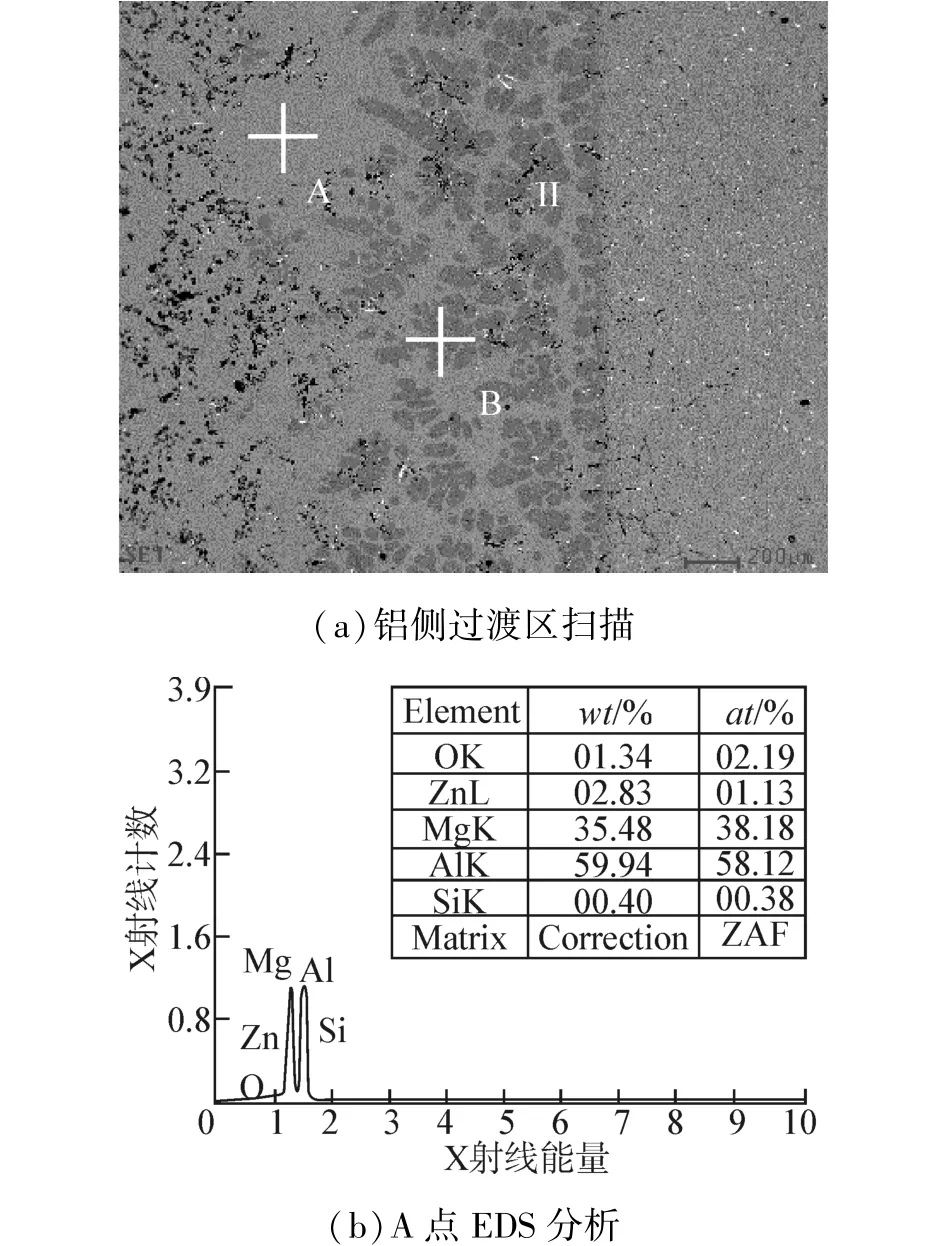

圖5 鋁側過渡區掃描及EDS分析Fig.5 SEM and EDS analysis on the Al-side transition zone
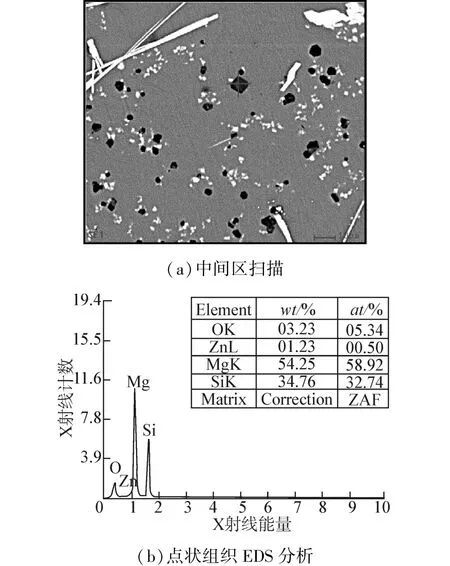
圖6 中間區及點狀組織EDS分析Fig.6 SEM and EDS analysis of the point-like structure on the interfacial intermediate zone
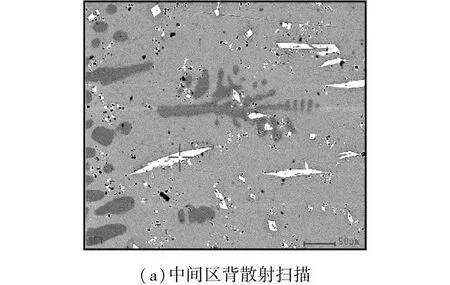
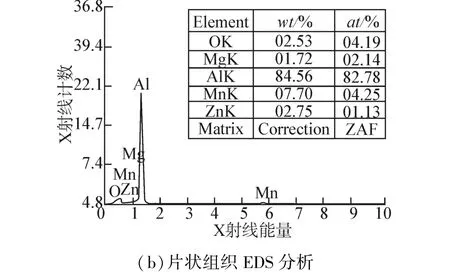
圖7 中間區背散射及片狀組織EDS分析Fig.7 SEM and EDS analysis of the lamellar structure on the interfacial intermediate zone
圖8 給出了區域Ⅳ即鎂側過渡區典型的區域連接組織背散射及EDS分析,A點標記處黑色組織為Mg基固溶體,B處方塊區域中Mg和鋁的原子分數百分比接近1.6∶1,可以初步判定為Mg17Al12。
為了驗證EDS分析的準確性,利用X射線衍射(XRD)對在澆注溫度680℃下獲得的Mg/Al雙金屬復合材料試樣界面過渡區相組成進行進一步測定,如圖9所示。可以看出,與能譜推斷相同,界面過渡區出現Al12Mg17、Mg2Al3和Mg2Si相。
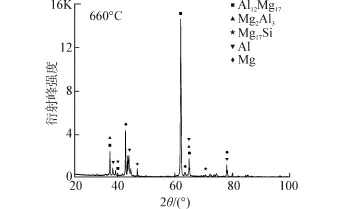
圖9 Mg/Al雙金屬復合材料XRD圖Fig.9 XRD of Mg/Al composite
2.3 Mg/Al雙金屬復合材料界面結合機理
在液固復合法條件下獲得的雙金屬AZ91D/ZL105復合材料主要可以分為熔合結合和擴散結合2個部分。澆注初始,Mg合金溶液接觸Al合金部分熔化,與Mg合金溶液發生混合。切割后試樣發現經過澆注后的Al合金面要比之前的未澆注前的試樣低0.1~0.2 mm,這說明有熔合反應發生。隨著澆注的進行,熔合部分逐漸凝固形成中間過渡區并和之后澆注進來的Mg合金之間形成鮮明的界限。而由于中間過渡區的Mg、Al元素同基體之間有存在著濃度梯度,界面之間也會伴隨著擴散反應,具體的擴散速度取決于熱作用時間以及相應元素的質量分數等變量,從不同于基體合金的界面過渡區的鎂鋁2種元素的含量這一點也可以從另一個角度證明界面區發生了熔合和擴散。
熔合結合時的液固作用時間相對較長,適度提高Mg合金液溫度有利于2種材料的結合。之后的擴散結合則是通過雙金屬復合材料制備過程中的熱作用實現的,延長熱作用時間有利于元素的擴散,擴散結合效果也較為明顯。雙金屬復合材料的制造通常是這2種機理綜合作用的結果,但在實際應用過程中卻不限于這2種機理,其他諸多具體因素也都影響著界面結合質量。
3 結論
1)采用AZ91D為澆注金屬液、ZL105為基體材料,在澆注溫度范圍為660~680℃溫度,爐冷條件下,利用液固復合方法可獲得Mg/Al雙金屬復合材料。
2)Mg/Al雙金屬復合材料界面共分為五個明顯區域,分別為ZL105鋁合金基體、鋁側過渡區、中間過渡區、鎂側過渡區和AZ91D鎂合金基體。
3)Mg/Al雙金屬復合材料的界面中間過渡區域由(鎂基固溶體+Mg17Al12)層、(Al3Mg2+Mg2Si)層、(鋁基固溶體+Al3Mg2)層3層組成。
[1]張平,張元好,常慶明.雙金屬復合導板的研究與發展現狀[J].鑄造設備與工藝,2012,1:53-55.ZHANG Ping,ZHANG Yuanhao,CHANG Qingming.Current development and research of bimetal clad plate[J].Foundry Equipment and Technology,2012,1:53-55.
[2]RONALD F.GIBSON.A review of recent research on mechanics of multifunctional composite materials and structures[J].Composite Structures,2010,12(92):2793-2810.
[3]SONG G L.Recent progress in corrosion and protection of magnesium alloys[J].Advanced Engineering Materials,2005,7(8):563-586.
[4]YAN Y B,ZHANG Z W,SHEN W,et al.Microstructure and properties of magnesium AZ31B-aluminum 7075 explosively welded composite plate[J].Mater Sci Eng,2010,A527:2241-2244.
[5]杜大明,李坊平,馬明亮.鋁鎂層狀復合材料的研究現狀與展望[J].熱加工工藝,2012,41(22):147-150.DU Daming,LI Fangping,MA Mingliang.Research progress and prospect of Al-Mg layer composite[J].Material and Heat Treatment,2012,41(22):147-150.
[6]曾立云,楊世偉,郭亞歡,等.AZ91D鎂合金表面復合涂層的微觀形貌與性能[J].哈爾濱工程大學學報,2010,31(12):1674-1678.ZENG Liyun,YANG Shiwei,GUO Yahuan,et al.Property and micromorphology of composite coating on AZ91D magnesiun alloy by plasma electrotic oxidation-electroless plating[J].Joumal of Harbin Engineering University,2010,31(12):1674-1678.
[7]王目孔,孫建新,劉新超.鑄造鎂合金研究與應用進展[J].技術進展,2012,2:56-59.WANG Mukong,Sun Jianxin,LIU Xinchao.The research and application evolve of cast magnesium alloy[J].Technology Imrovement,2012,2:56-59.
[8]GODARD H P,JEPSONW B,BOTHWELLM R,et al.Corrosion of lightmetals[M].New York:John Wiley&Sons Inc,1967:3-8.
[9]譚成文,李珊珊,周終強,等.鎂/鋁層狀復合材料的擴散連接制備及界面特性[J].特種鑄造及有色合金,2007,27(1):1-4.TAN Chengwen,LI Shanshan,ZHOU Zhongqiang,et al.Preparation and interface characteristics of magnesium/aluminum laminated composite diffusion bonding[J].Special Casting and Nonferrous Alloys,2007,27(1):1-4.
[10]YANG H,GUO X,WU G,et al.Continuous intermetallic compounds coatings on AZ91D Mg alloy by frbricated by diffusion reaction of Mg-Al couples[J].Surface and Coatings Technology,2011,205(8/9):2907-2913.
[11]任大鑫.鎂合金及鎂鋁異種金屬膠焊技術研究[D].大連:大連理工大學,2011:95-96.REN Daxin.Research on weld bonding technology of Mg alloy and Mg alloy to Al alloy[D].Dalian:Dalian University of Technology,2011:95-96.
Interface and phase constituent of Mg/Al liquid-solid bimetal composite
ZHAO Chengzhi,LI Zengbei,ZHANG Hexin,DU Deshun,FU Cehu,YU Jiaojiao
(College of Material Science and Chemical Engineering,Harbin Engineering University,Harbin 150001,China)
In order to solve the problem of poor corrosion resistance of the single magnesium material,the Mg/Al bimetal composite was prepared by the liquid-solid compound processing method.The interface and phase constituents of this composite were analyzed by optical microscope(OM),scanning electron microscope(SEM),energy dispersive spectrometer(EDS),and X-ray diffraction(XRD).The test results indicated that AZ91D and ZL105 can combine well when AZ91D is used as the molten metal.This is achieved by setting pouring temperature in the range from 660℃to 680℃and then cooling in the furnace.There are five new phase layers in the interface transition zone:the Mg-based layer is composed of solid solution of Mg and Mg17Al12,the Al-based layer is composed of solid solution of Al and Al3Mg2,and in the middle of layer there are Mg2Al3and precipitated middle phased Mg2Si.Keywords:Mg/Al bimetal;composite;liquid-solid compound process;interface bonding;microstructure
10.3969/j.issn.1006-7043.201309026
http://www.cnki.net/kcms/doi/10.3969/j.issn.1006-7043.201309026.html
TB331
A
1006-7043(2014)11-1446-05
2013-10-18.網絡出版時間:2014-09-29.
中央高校基本科研業務專項資金資助項目(HEUCF201403004);哈爾濱市成果轉化基金資助項目(2013DB4AG009).
趙成志(1962-),男,教授,博士生導師.
趙成志,E-mail:zhaochengzhi@hrbeu.edu.cn.
猜你喜歡
當代陜西(2020年13期)2020-08-24 08:22:02
纖維復合材料(2018年3期)2018-04-25 07:22:58
制造技術與機床(2017年5期)2018-01-19 02:49:17
電子測試(2017年11期)2017-12-15 08:57:13
濰坊學院學報(2016年2期)2016-12-01 13:00:11
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
新聞傳播(2015年11期)2015-07-18 11:15:04
電測與儀表(2015年5期)2015-04-09 11:30:52
應用化工(2014年10期)2014-08-16 13:11:29