正確應(yīng)用抽樣標(biāo)準(zhǔn)消除產(chǎn)品質(zhì)量隱患
——以汽車發(fā)動機(jī)典型零部件加工質(zhì)量控制為例
2014-06-05 15:28:16朱正德
質(zhì)量與標(biāo)準(zhǔn)化 2014年3期
文/朱正德
正確應(yīng)用抽樣標(biāo)準(zhǔn)消除產(chǎn)品質(zhì)量隱患
——以汽車發(fā)動機(jī)典型零部件加工質(zhì)量控制為例
文/朱正德
在大批量生產(chǎn)情況下,對由偶發(fā)原因引起的事件而造成的一批疑問產(chǎn)品,企業(yè)將面臨該如何處理的難題。本文通過發(fā)生在汽車發(fā)動機(jī)廠的一個實(shí)際案例,介紹如何通過正確地選用相關(guān)標(biāo)準(zhǔn),借助計量型抽樣檢驗(yàn)程序進(jìn)行處理的具體做法,并證明這確實(shí)是一種既有效、合理,又經(jīng)濟(jì)可行的方法。
批量生產(chǎn) 偶然事故 計量抽樣檢驗(yàn)
一、現(xiàn)代汽車制造業(yè)中對產(chǎn)品的質(zhì)量控制
汽車制造業(yè)屬于典型的大批量生產(chǎn)機(jī)械行業(yè)。隨著現(xiàn)代質(zhì)量理念的漸入人心和質(zhì)量意識的不斷加強(qiáng),無論是在現(xiàn)代化的整車廠、動力總成廠還是零部件廠,統(tǒng)計過程控制(SPC)和統(tǒng)計抽樣檢驗(yàn)都已成為企業(yè)實(shí)施質(zhì)量控制的基礎(chǔ)。眾所周知,昔日工廠中衡量零件質(zhì)量指標(biāo)之一的公差所采用的傳統(tǒng)的、不科學(xué)的抽查檢驗(yàn)方法(如百分比檢驗(yàn))正在被以監(jiān)控生產(chǎn)過程運(yùn)行質(zhì)量的SPC所替代。從實(shí)物檢查過渡到過程控制,充分體現(xiàn)了“產(chǎn)品質(zhì)量是制造出來的而不是檢驗(yàn)出來的”這一質(zhì)量理念。但說到底,這一切都離不開穩(wěn)定的、正常運(yùn)行的制造工藝。事實(shí)上,現(xiàn)代企業(yè)中不少產(chǎn)品的質(zhì)量特性值甚至完全可以由工藝來保證,充其量只需輔以頻次很低的抽檢,以驗(yàn)證工藝的穩(wěn)定性。這種情況在質(zhì)量特性值為某些物理量時更為突出,考量一組以過盈配合方式裝配在一起的零件組合可靠程度的壓合力(壓入/壓出)就是一個典型例子。此類情況即使在一臺發(fā)動機(jī)中也是很多的,如壓入缸體的定位銷、油封法拉,壓入缸蓋的氣門導(dǎo)管、氣門座圈等。作為質(zhì)量特性值的壓合力,在應(yīng)用的工藝、設(shè)備和工件材質(zhì)很穩(wěn)定的情況下,其大小主要取決于過盈量。鑒于對壓合力的要求一般都表述為大于(不大于)某個額定量值的形式,而這在工藝上是較容易保證的。因此,即使在極少數(shù)情況下有抽檢這個環(huán)節(jié),頻次也是很低的。另外,必須指出的一點(diǎn)是相比檢測工件的幾何量參數(shù),對類似壓合力那樣的物理量的檢測要困難得多。
二、由批量生產(chǎn)條件下偶發(fā)原因引起的難題
連桿是發(fā)動機(jī)的關(guān)鍵零件之一,借助穿過其小頭孔中的活塞銷與活塞組合成連桿-活塞運(yùn)動機(jī)構(gòu)。在部分汽車發(fā)動機(jī)中,采用了在小頭孔中壓入已襯套的結(jié)構(gòu),顯然,這是襯套與小頭孔之間為過盈配合,兩者間足夠大的結(jié)合力把襯套緊緊地與工件固定在一起(見圖1)。
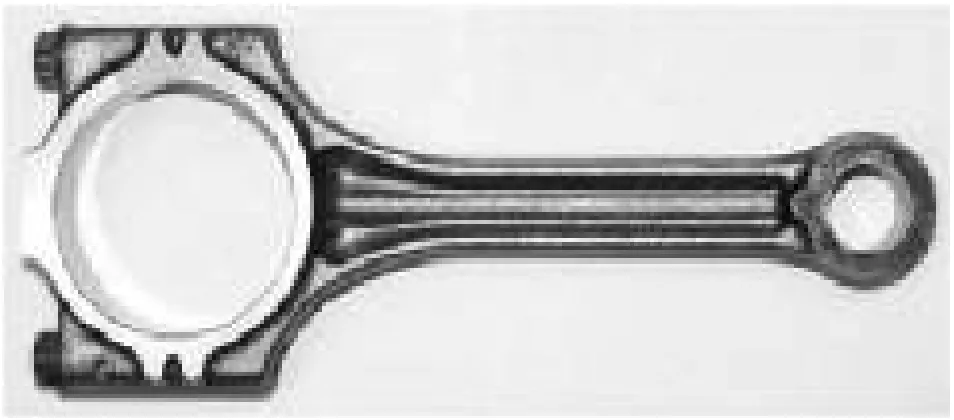
圖1 已在小頭孔中壓入襯套的連桿
產(chǎn)品圖紙規(guī)定,評價襯套與連桿小頭孔結(jié)合可靠程度的指標(biāo)“壓合力”必須大于2 500 N,即把襯套壓入或壓出工件時,壓力值不能小于2 500 N。如前所述,在生產(chǎn)過程運(yùn)行正常、穩(wěn)定的情況下,確保這項(xiàng)質(zhì)量特性值符合規(guī)定要求是沒有問題的,也就是可以通過“工藝保證”。事實(shí)上,即使在那些為數(shù)不多的主流發(fā)動機(jī)廠,對連桿小頭孔襯套壓合力的直接監(jiān)控間隔較長,主要是利用壓力傳感器通過串接在襯套壓裝專用設(shè)備的壓頭上,以檢測實(shí)際壓入力大小。當(dāng)然,更準(zhǔn)確的方法還是應(yīng)采用圖2所示的萬能材料試驗(yàn)機(jī),輔以專用的測量軟件、夾具和壓頭,直接對連桿/襯套組件進(jìn)行壓合力測試。在生產(chǎn)批量很大時,抽樣頻次可設(shè)定為1次/周,一次一般取2件。雖然,借助這些專門的配置,整個操作并不困難,但裝夾、調(diào)整,特別是選用合適的壓合力程序,還是要耗費(fèi)些時間的。但在絕大多數(shù)情況下,上述定期測試僅僅是一種對工藝可靠性的驗(yàn)證,幾乎難得碰到壓合力這一質(zhì)量特性值為不合格的情況。
然而,在大批量快速生產(chǎn)條件下,就是采用再先進(jìn)的加工技術(shù),也很難避免發(fā)生偶然的疏漏,此時往往會帶來“如何處理”的問題。襯套被壓入連桿小頭孔,在同一工位將同時完成打孔、擴(kuò)孔、半精鏜、精鏜4道工序,后2道工序是由裝夾在刀桿上的刀片加工完成的。連桿自動生產(chǎn)線執(zhí)行規(guī)范的SPC監(jiān)控方式,即每間隔1~2 h(根據(jù)不同品種工件)抽測一個5件的樣本,測得數(shù)據(jù)在顯示的同時會自動輸入控制部分。偶發(fā)事件出現(xiàn)在一個夜班,在凌晨的一次測量中忽然發(fā)現(xiàn)顯示的小孔實(shí)測值均超過了公差帶的上限,即發(fā)生了孔呈過大的情況。停機(jī)對設(shè)備的各個環(huán)節(jié)仔細(xì)檢查后才發(fā)現(xiàn),原來用于半精鏜的那把刀片的裝夾松弛,造成這道工序的加工失誤。再追溯到之前的一次SPC樣本測量,是正常的。因此,出現(xiàn)了近800件的小頭孔存在超出公差的連桿中間產(chǎn)品。顯然,如果全部作報廢處理會造成很大的損失,考慮到超差量只有十幾微米,而之前的壓合狀態(tài)有一定裕度,采取了繼續(xù)在下一道壓裝工序把襯套壓入小頭孔的措施,但下一步又該如何來確認(rèn)質(zhì)量特征值壓合力是否在允許范圍內(nèi)呢?
三、計量抽樣檢驗(yàn)的一次成功實(shí)踐
該企業(yè)采用的直接檢測方法如圖2所示,用以應(yīng)對1~2次/周,每次2~3根的工作量當(dāng)然是不成問題的,但如果要應(yīng)對近800根的存疑工件,則無論是時間上還是設(shè)備負(fù)荷上都是不可能的。經(jīng)過鄭重考慮,決定采用計量抽樣檢驗(yàn)程序來處理這批連桿,那么為什么不采用企業(yè)更為熟悉和廣為應(yīng)用的由GB 2828.1-2012《計數(shù)抽樣檢驗(yàn)程序第1部分:按接收質(zhì)量限(AQL)檢索的逐批檢驗(yàn)抽樣計劃》規(guī)定的“逐批檢查計數(shù)抽檢程序”呢?這是因?yàn)椋诒景咐校鳛槌闄z對象的質(zhì)量特征值“壓合力”不僅是計量值,而且用于檢測的設(shè)備(見圖2)本身就是一臺具有豐富功能的數(shù)字式儀器;另外,在(檢驗(yàn))批量、檢查水平、嚴(yán)格度、方案類型和接受質(zhì)量限(AQL)都不變的情況下,計量型抽樣檢驗(yàn)一般要比GB 2828.1-2012顯著地減少抽檢數(shù),這對圖2所示較為復(fù)雜又耗時的測試方式來講更有實(shí)際意義。事實(shí)上,GB/T 6378.1-2008《計量抽樣檢驗(yàn)程序第1部分:按接收質(zhì)量限(AQL)檢索的對單一質(zhì)量特性和單個AQL的逐批檢驗(yàn)的一次抽樣方案》就與連桿小頭孔襯套壓合力的情況十分吻合。
下面介紹一下如何將兩者結(jié)合,通過對上述典型案例的計量抽樣檢驗(yàn)來判斷那批有疑問工件是否可以被接收。
·對于計量抽樣檢驗(yàn)中的AQL,可以理解為與該企業(yè)規(guī)定的“工廢率”相對應(yīng),按當(dāng)年企業(yè)質(zhì)量目標(biāo)中對連桿的要求,工廢率為0.6,而在標(biāo)準(zhǔn)中,可選最為接近的一檔0.65。
·本案例中的質(zhì)量特性值壓合力,乃是一單邊公差,也即為“單側(cè)規(guī)范限”,根據(jù)確定的字碼J和AQL水平,從標(biāo)準(zhǔn)中的B.1可查出樣本量=35,接收常數(shù)=1.18。順便指出,如果采用國家標(biāo)準(zhǔn)GB 2828.1-2012的記述抽樣檢驗(yàn)方法,需抽檢的樣本大小=80。

按標(biāo)準(zhǔn)中的單側(cè)規(guī)范限接收準(zhǔn)則對上述存疑批作出判斷。


——各項(xiàng)計算值:
樣本平均壓合力=2 751 N
——滿足了接近準(zhǔn)則,故該存疑批可以接收。
四、結(jié)論
客觀地講,同樣是統(tǒng)計抽樣檢驗(yàn),人們對計數(shù)型抽樣的熟悉程度和應(yīng)用水平要比上述計量型抽樣的要高,這確是一種遺憾和不足。事實(shí)上,在采取后者時雖然會提高對所用檢測工具的要求和增加一些數(shù)據(jù)處理上的工作量,但在眾多企業(yè)普遍加大質(zhì)量監(jiān)控力度和相關(guān)投資的背景下,在很多情況下執(zhí)行計量抽樣檢驗(yàn)更為合理,可以大大提高工作效率。本文的案例即提供了一個極好的實(shí)證。
In the case of mass production,companies face difficult task of how to deal with questionable products produced during the incident due to accidental cause.The paper uses an actual case which occurred in automobile engine plant as an example,describes how to solve the problem using relevant standard,assisted with quantitative sampling procedure. Such method is proven to be effective,rational and economically viable.
Batch process;Occasional cases;Sampling procedures for inspection by variables
(作者單位:上海大眾動力總成有限公司)
猜你喜歡
中學(xué)生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
產(chǎn)品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03